一种氨水装车氨气回收系统的制作方法
1.本发明涉及氨气回收技术领域,尤其涉及一种氨水装车氨气回收系统。
背景技术:
2.随着现代工业生产的迅速发展,对环境污染实施有效控制已经变得越来越重要,我国社会、经济和科技的快速发展,是我国的大气污染控制技术水平、装备水平和管理水平均有了长足的进步,合成氨厂生产氨水一般利用氨气极易溶于水的原理,通过水循环吸收氨气来生产一定浓度的氨水。但是,当氨水达到一定浓度或者随着压力和温度升高时,部分氨气会挥发出来。由于氨具有极易挥发的特点,在氨水装车过程中,氨水储罐通过泵给槽车充装,泵给氨水一定压力以及随着充装量的增加,氨气的挥发量增大,直接导致槽车内的压力逐渐增大。为了确保充装继续及安全操作,需要泄放槽车内的气体。由于气体中含有大量的氨气,如直接放空,不但污染环境而且会造成不必要的资源浪费,增加企业的生产成本。
3.为了对氨气装车过程中产生的尾气进行回收处理,通常会配备一个回收罐或回收塔,罐内或塔内盛放除盐水,尾气通过除盐水时,氨气和水发生反应生成氨水,净化后的尾气直接排空。但是现有技术中的回收系统存在以下问题:1、当回收罐或回收塔内氨水浓度达到目标值后,需要暂停氨水装车,将氨水排出,通入新的除盐水后才能继续进行装车,降低了工作效率;2、目前的回收系统通常只对尾气进行一次吸收处理,排空的尾气中仍会携带一定量氨气,吸收效果不理想;3、氨气和水的反应为放热反应,随着反应的进行,回收罐内的水温持续升高时,容易发生逆反应,导致氨气的吸收速度变慢,吸收不彻底。
技术实现要素:
4.为解决上述技术问题,实现氨水装车时尾气的连续回收,同时提高氨气的回收率,本发明提供一种氨水装车氨气回收系统,包括与氨水槽车的排气口连接的回收罐,所述回收罐内腔由下到上依次包括三个独立的氨气吸收区,三个氨气吸收区分别设有氨水浓度传感器和除盐水,三个氨气吸收区中一个作为一级吸收区,一个作为二级吸收区,一个作为备用区,尾气从排气口依次经过一级吸收区和二级吸收区后排入空气,尾气中的氨气与除盐水反应生成氨水,当一级吸收区中的氨水浓度达到目标值后,一级吸收区切换为备用区,排出氨水后通入除盐水备用,与此同时二级吸收区切换为一级吸收区,备用区切换为二级吸收区,形成动态连续的氨气回收。
5.优选的,每个所述氨气吸收区的侧壁下方均设有气体入口、除盐水入口和氨水出口,侧壁上方均设有气体出口,所述气体入口通过进气支管连通进气总管,所述进气总管连通排气口,所述进气支管上设有电动阀,所述除盐水入口通过除盐水管连接除盐水供给机构,所述除盐水管上设有电动阀,所述氨水出口通过氨水管连接氨水存储装置,所述氨水管
上设有电动阀,所述气体出口上连接三通管,所述三通管上设有两个电动阀,能够择一连通二级吸收区的进气支管或大气,氨水浓度传感器和各个电动阀均连接plc控制器。
6.优选的,所述氨气吸收区中的除盐水液面以上均设有喷淋机构,水泵将氨气吸收区中的除盐水泵送至喷淋机构,所述喷淋机构包括与水泵连通的水平进水管,所述进水管的进水端设有所述氨水浓度传感器,出水端连接旋转喷洒组件。
7.优选的,所述旋转喷洒组件包括与所述进水管连通的第一密封壳体,所述第一密封壳体内部水平设有涡轮叶片,上下两端密封可旋转连通圆柱形的第二密封壳体,所述涡轮叶片中心处固定连接竖直转轴,所述转轴的上下两端分别设有水平的连接杆,所述连接杆固定连接所述第二密封壳体,所述第二密封壳体侧壁圆周等于设有多个喷淋管,所述喷淋管远离所述第一密封壳体一侧设有扇形喷嘴。
8.优选的,所述第二密封壳体通过密封轴承与所述第一密封壳体可旋转连接,所述扇形喷嘴沿所述喷淋管长度方向等距设有多个,且其喷孔孔径沿远离所述喷淋管的方向递增,所述扇形喷嘴向回收罐内壁方向倾斜,倾斜角α为10~80
°
。
9.优选的,每个所述氨气吸收区中的除盐水液面以下均设有氨气分布机构,所述氨气分布机构包括水平设置的短总管和弧形管,所述短总管一端连通所述气体入口,另一端连通所述弧形管,所述弧形管的内弧面径向等距设有多个短支管,所述短支管通过旋转接头连通螺旋纽带分布管,所述螺旋纽带分布管的两条螺旋边上分别等距设有多个与所述螺旋边的法线垂直的喷气管。
10.优选的,所述回收罐的侧壁设有冷却盘管,所述冷却盘管连通冷却水循环机构,所述冷却水循环机构和所述回收罐均设置于撬装座上,所述撬装座上还设有放置所述水泵的支架。
11.优选的,所述回收罐的底部设有冷却水流入区,每个氨气吸收区的顶部分别设有一个密封的冷却水流出区,所述冷却盘管共有三段,分别环绕设于上中下三个氨气吸收区的除盐水盛放区域,并分别连通相应氨气吸收区内的冷却水流出区,最下段的冷却盘管连通冷却水流入区,冷却水从冷却水循环机构流入回收罐的冷却水流入区,经冷却盘管流入各个冷却水流出区,最终从回收罐最上方的冷却水流出区流入冷却水循环机构。
12.优选的,所述冷却水流出区的侧壁下方设有与下方的一段冷却盘管连通的冷却水入口,侧壁上方设有与上方的一段冷却盘管连通的冷却水出口,与所述冷却水入口相对一侧的侧壁上方设有所述气体出口,所述冷却水流出区内水平设有u型波纹状的集气管,所述集气管分别连通所述氨气吸收区和所述气体出口。
13.优选的,所述集气管内部设有与所述集气管相应的u型波纹状冷水管,底部设有密封连通氨气吸收区的导气管,所述冷水管一端密封贯穿所述集气管并密封连通所述冷却水入口,另一端在靠近所述气体出口处密封贯穿所述集气管,并连通所述冷却水流出区,所述导气管有多个,分别设于所述集气管u型波纹的最低点。
14.与现有技术相比,本发明具有如下有益技术效果:1、本发明中的氨水装车氨气回收系统,配备了具有三个独立氨气吸收区的回收罐,通过对回收罐内一级吸收区、二级吸收区和备用区的动态切换,能够实现氨水的连续装车,提高氨水装车效率,此外,能够对尾气进行二级吸收,进一步提高氨气的回收利用率,降低环境污染;
2、每个氨气吸收区内均设有能够形成上下两层旋转多级水幕的喷淋机构,一级吸收区和二级吸收区的水泵将除盐水泵送至喷淋机构,形成旋转多级水幕,提高对尾气中氨气的捕捉和吸收率;3、每个氨气吸收区内均设有氨气分布机构,氨气分布机构上的螺旋纽带分布管与水泵相配合,进行旋转搅拌式分散,可以进一步提高尾气在除盐水中的分散效果,从而提高吸收效率;4、每一个氨气吸收区均具备三重冷却结构,可以大幅度提高冷却效果,提高氨气的回收率;综上所述,本发明提供的氨水装车氨气回收系统,能够实现氨水的连续装车,对装车尾气中的氨气吸收效率高,提高了氨水装车效率和氨气的回收利用率,降低环境污染。
附图说明
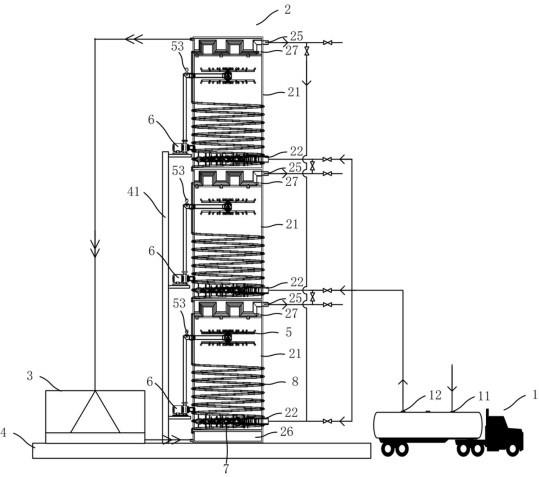
15.图1为氨水装车氨气回收系统图;图2为图1中回收罐的外部结构示意图;图3为喷淋机构的立体结构示意图;图4为图3的a-a剖面图;图5为氨气分布机构的俯视图;图6为图5的b-b剖面图;图7为冷却水流出区及集气管的平面结构示意图。
16.附图标记说明:1、氨水槽车,11、氨水入口,12、排气口,2、回收罐,21、氨气吸收区,211、底部吸收区,212、中部吸收区,213、顶部吸收区,22、气体入口,23、除盐水入口,24、氨水出口,25、气体出口,26、冷却水流入区,27、冷却水流出区,271、冷却水入口,272、冷却水出口,5、喷淋机构,51、进水管,52、旋转喷洒组件,521、第一密封壳体,522、涡轮叶片,523、转轴,524、连接杆,525、第二密封壳体,526、密封轴承,527、喷淋管,528、扇形喷嘴,53、氨水浓度传感器,6、水泵,7、氨气分布机构,71、短总管,72、弧形管,73、短支管,74、旋转接头,75、螺旋纽带分布管,751、螺旋边,752、喷气管,8、冷却盘管,81、下段盘管,82、中段盘管,83、上段盘管,9、集气管,91、冷水管,92、导气管。
具体实施方式
17.下面结合附图及实施例描述本发明具体实施方式:需要说明的是,本说明书所附图中示意的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应落在本发明所揭示的技术内容能涵盖的范围内。
18.同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
19.实施例1
结合附图1和2,本实施例提供了一种氨水装车氨气回收系统,包括与氨水槽车1的排气口12连接的回收罐2,所述回收罐2内腔由下到上依次包括三个独立的氨气吸收区21,三个氨气吸收区21分别设有氨水浓度传感器53和除盐水,三个氨气吸收区21中一个作为一级吸收区,一个作为二级吸收区,一个作为备用区,尾气从排气口12依次经过一级吸收区和二级吸收区后排入空气,尾气中的氨气与除盐水反应生成氨水,当一级吸收区中的氨水浓度达到目标值后,一级吸收区切换为备用区,排出氨水后通入除盐水备用,与此同时二级吸收区切换为一级吸收区,备用区切换为二级吸收区,形成动态连续的氨气回收。上述技术方案中,除盐水不会注满整个氨气吸收区21,此为本领域的公知常识,因此不再赘述。
20.如图2所示,每个所述氨气吸收区21的侧壁下方均设有气体入口22、除盐水入口23和氨水出口24,侧壁上方均设有气体出口25,如图1所示,所述气体入口22通过进气支管连通进气总管,所述进气总管连通排气口12,所述进气支管上设有电动阀,所述除盐水入口23通过除盐水管(图中未示出)连接除盐水供给机构(图中未示出),所述除盐水管上设有电动阀(图中未示出),所述氨水出口24通过氨水管(图中未示出)连接氨水存储装置(图中未示出),所述氨水管上设有电动阀(图中未示出),所述气体出口25上连接三通管,所述三通管上设有两个电动阀,能够择一连通二级吸收区的进气支管或大气,氨水浓度传感器53和各个电动阀均连接plc控制器。
21.本实施例的工作原理和过程如下:为了便于进一步描述,将三个氨气吸收区21由下到上依次记为底部吸收区211、中部吸收区212和顶部吸收区213,初始状态下,选择将底部吸收区211作为一级吸收区,底部吸收区211的进气支管与进气总管之间的电动阀开启,三通管上与大气连通的电动阀关闭,与中部吸收区212的进气支管连通的电动阀开启;中部吸收区212作为二级吸收区,中部吸收区212的进气支管与进气总管之间的电动阀关闭,三通管上与大气连通的电动阀开启,与顶部吸收区213的进气支管连通的电动阀关闭;顶部吸收区213作为备用区,顶部吸收区213的进气支管与进气总管之间的电动阀以及三通管上的两个电动阀均关闭。
22.氨水装车时,待装车的氨水从氨水存储装置(图中未示出)泵送至氨水槽车1的进料口11,含有氨气的尾气从氨水槽车1的排气口12流出, 尾气从进气总管-底部吸收区211的进气支管-底部吸收区211的除盐水区-底部吸收区211的气体出口25-中部吸收区212的进气支管-中部吸收区212的除盐水区-中部吸收区212的气体出口25排放至大气中。
23.当底部吸收区211的氨水浓度传感器53检测到底部吸收区211内生成的氨水浓度达到目标值后,plc控制器自动进行进气通路的切换,底部吸收区211转换为备用区,底部吸收区211的进气支管与进气总管之间的电动阀关闭,三通管上的两个电动阀均关闭;中部吸收区212转换为一级吸收区,中部吸收区212的进气支管与进气总管之间的电动阀开启,三通管上与大气连通的电动阀关闭,与顶部吸收区213的进气支管连通的电动阀开启;顶部吸收区213转换为二级吸收区,顶部吸收区213的进气支管与进气总管之间的电动阀关闭,三通管上与大气连通的电动阀开启,与底部吸收区211的进气支管连通的电动阀关闭;此时尾气从进气总管-中部吸收区212的进气支管-中部吸收区212的除盐水区-中部吸收区212的气体出口25-顶部吸收区213的进气支管-顶部吸收区213的除盐水区-顶部吸收区213的气体出口25排放至大气中。底部吸收区211中的氨水排出至氨水存储装置,然后重新向底部吸收区211泵入除盐水,进入备用状态。
24.当中部吸收区212的氨水浓度传感器53检测到中部吸收区212内生成的氨水浓度达到目标值后,plc控制器自动进行进气通路的切换,中部吸收区212转换为备用区,中部吸收区212的进气支管与进气总管之间的电动阀关闭,三通管上的两个电动阀均关闭;顶部吸收区213转换为一级吸收区,顶部吸收区213的进气支管与进气总管之间的电动阀开启,三通管上与大气连通的电动阀关闭,与底部吸收区211的进气支管连通的电动阀开启;底部吸收区211转换为二级吸收区,底部吸收区211的进气支管与进气总管之间的电动阀关闭,三通管上与大气连通的电动阀开启,与中部吸收区212的进气支管连通的电动阀关闭;此时尾气从进气总管-顶部吸收区213的进气支管-顶部吸收区213的除盐水区-顶部吸收区213的气体出口25-底部吸收区211的进气支管-底部吸收区211的除盐水区-底部吸收区211的气体出口25排放至大气中。中部吸收区212中的氨水排出至氨水存储装置,然后重新向中部吸收区212泵入除盐水,进入备用状态。
25.当顶部吸收区213的氨水浓度传感器53检测到顶部吸收区213内生成的氨水浓度达到目标值后,plc控制器自动进行进气通路的切换,其过程和原理同前,此时底部吸收区211重新转换为一级吸收区,中部吸收区212重新转换为二级吸收区,顶部吸收区213重新转换为备用区。
26.本实施例中的氨水装车氨气回收系统,配备了具有三个独立氨气吸收区21的回收罐2,通过对回收罐2内一级吸收区、二级吸收区和备用区的动态切换,能够实现氨水的连续装车,提高氨水装车效率,此外,对尾气进行二级吸收,进一步提高了氨气的回收利用率,降低环境污染。
27.实施例2结合附图1至附图4,本实施例提供了一种氨水装车氨气回收系统,在实施例1的基础上,所述氨气吸收区21中的除盐水液面以上均设有喷淋机构5,水泵6将氨气吸收区21中的除盐水泵送至喷淋机构5,如图3所示,所述喷淋机构5包括与水泵6连通的水平进水管51,所述进水管51的进水端设有所述氨水浓度传感器53,出水端连接旋转喷洒组件52。
28.如图4所示,所述旋转喷洒组件52包括与所述进水管51连通的第一密封壳体521,所述第一密封壳体521内部水平设有涡轮叶片522,上下两端密封可旋转连通圆柱形的第二密封壳体525,所述涡轮叶片522中心处固定连接竖直转轴523,所述转轴523的上下两端分别设有水平的连接杆524,所述连接杆524固定连接所述第二密封壳体525,所述第二密封壳体525侧壁圆周等于设有多个喷淋管527,所述喷淋管527远离所述第一密封壳体521一侧设有扇形喷嘴528。
29.优选的,所述第二密封壳体525通过密封轴承526与所述第一密封壳体521可旋转连接,所述扇形喷嘴528沿所述喷淋管527长度方向等距设有多个,且其喷孔孔径沿远离所述喷淋管527的方向递增,所述扇形喷嘴528向回收罐2内壁方向倾斜,倾斜角α为10~80
°
,优选为30~45
°
。
30.本实施例的工作过程和工作原理如下:一级吸收区和二级吸收区的水泵6将该区中的除盐水泵送至该区喷淋机构5的进水管51中(备用区中的水泵6处于待机状态),除盐水通过进水管51进入第一密封壳体521,水压驱动涡轮叶片522旋转,涡轮叶片522带动上下两端的第二密封壳体525旋转,除盐水从第一密封壳体521流入两个第二密封壳体525,最终从喷淋管527上的扇形喷嘴528喷出,上方的喷淋管527形成向上旋转喷洒的上层多级水幕,下
方的喷淋管527形成向下旋转喷洒的下层多级水幕,上下两层旋转多级水幕,可以极大提高对氨气的捕捉和吸收率。扇形喷嘴528的喷孔孔径沿远离所述喷淋管527的方向递增,能够调节水压,使除盐水能够顺利流至喷淋管527远离第二密封壳体525的一端,扇形喷嘴528向回收罐2内壁方向倾斜设置,可以增加旋转多级水幕的水平面覆盖范围,进一步提高捕捉吸收效率。
31.实施例3结合附图1至附图6,本实施例提供了一种氨水装车氨气回收系统,在实施例2的基础上,每个所述氨气吸收区21中的除盐水液面以下均设有氨气分布机构7,所述氨气分布机构7包括水平设置的短总管71和弧形管72,所述短总管71一端连通所述气体入口22,另一端连通所述弧形管72,所述弧形管72的内弧面径向等距设有多个短支管73,所述短支管73通过旋转接头74连通螺旋纽带分布管75,所述螺旋纽带分布管75的两条螺旋边751上分别等距设有多个与所述螺旋边751的法线垂直的喷气管752。上述技术方案中,螺旋纽带分布管75是如图5和图6所示的,呈螺旋纽带状的空心结构,该结构可以在水流的作用下发生自动旋转。
32.本实施例的工作过程和原理如下:尾气从回收罐2的气体入口22进入氨气分布机构7,经短总管71-弧形管72-短支管73-旋转接头74-螺旋纽带分布管75-喷气管752流出,与氨气吸收区21内的除盐水进行反应,氨气吸收区21内的除盐水在泵6和喷淋机构5的作用下形成循环水流,驱动螺旋纽带分布管75旋转,产生搅拌效果,由于螺旋纽带分布管75本身的结构特征,使其自身即具有一定的搅拌效果,配合其螺旋边751上的喷气管752,可以进一步提高尾气在除盐水中的分散效果,从而提高吸收效率。
33.实施例4结合附图1至附图7,本实施例提供了一种氨水装车氨气回收系统,在实施例1、实施例2或实施例3的基础上,所述回收罐2的侧壁设有冷却盘管8,所述冷却盘管8连通冷却水循环机构3,所述冷却水循环机构3和所述回收罐2均设置于撬装座4上,所述撬装座4上还设有放置所述水泵6的支架41。对本技术方案中的冷却水循环机构3不做限定,任意能够提供并泵送冷却水,形成冷却水循环的设备均适用于本发明。
34.由于氨气与水生成氨水的反应是放热反应,当氨气吸收区21内的水温过高时,不利于氨水的生成,导致除盐水对氨气的吸收效果下降,本实施例通过设置冷却盘管8和冷却水循环机构3,可以及时对氨气吸收区21内的除盐水进行冷却,保证除盐水对氨气的吸收效果,提高吸收率;回收罐2和冷却水循环机构3均设置在撬装座4上,可以方便的对其进行运移。
35.如图1所示,所述回收罐2的底部设有冷却水流入区26,每个氨气吸收区21的顶部分别设有一个密封的冷却水流出区27,所述冷却盘管8共有三段,分别环绕设于上中下三个氨气吸收区21的除盐水盛放区域,并分别连通相应氨气吸收区21内的冷却水流出区27,最下段的冷却盘管8连通冷却水流入区26,冷却水从冷却水循环机构3流入回收罐2的冷却水流入区26,经冷却盘管8流入各个冷却水流出区27,最终从回收罐2最上方的冷却水流出区27流入冷却水循环机构3。
36.上述技术方案中,每一个氨气吸收区21均具备三重冷却结构,可以大幅度提高冷却效果。为了便于进一步描述,将冷却盘管8由下到上记为下段盘管81、中段盘管82和上段
盘管83,底部吸收区211的下方设有冷却水流入区26,除盐水区环绕设有下段盘管81,上方设有一个冷却水流出区27;中部吸收区212的下方设有一个冷却水流出区27(即底部吸收区211顶部的冷却水流出区27),除盐水区环绕设有中段盘管82,上方设有一个冷却水流出区27;顶部吸收区213的下方设有一个冷却水流出区27(即中部吸收区212顶部的冷却水流出区27),除盐水区环绕设有上段盘管83,上方设有一个冷却水流出区27。
37.如图7所示,所述冷却水流出区27的侧壁下方设有与下方的一段冷却盘管8连通的冷却水入口271,侧壁上方设有与上方的一段冷却盘管8连通的冷却水出口272,与所述冷却水入口271相对一侧的侧壁上方设有所述气体出口25,所述冷却水流出区27内水平设有u型波纹状的集气管9,所述集气管9分别连通所述氨气吸收区21和所述气体出口25。
38.上述技术方案中,冷却水流出区27内的冷却水可以对集气管9内的气体进行冷却,u型波纹状的结构可以增加集气管9的冷却面积,喷淋机构5的上层多级水幕会将部分除盐水喷洒在冷却水流出区27的底部,使除盐水得到进一步冷却降温,同时有部分除盐水会喷入集气管9内,对集气管9内的氨气进行进一步的捕捉,由于集气管9呈u型波纹状,该部分除盐水最终在重力的作用下携带一部分氨气(即生成的氨水)回流至氨气吸收区21的除盐水区域。
39.所述集气管9内部设有与所述集气管9相应的u型波纹状冷水管91,底部设有密封连通氨气吸收区21的导气管92,所述冷水管91一端密封贯穿所述集气管9并密封连通所述冷却水入口271,另一端在靠近所述气体出口25处密封贯穿所述集气管9,并连通所述冷却水流出区27,所述导气管92有多个,分别设于所述集气管9u型波纹的最低点。
40.本实施例的工作过程和原理如下:冷却水循环机构3内的冷却水,经冷却水流入区26侧壁下方的进水口进入冷却水流入区26,经冷却水流入区26侧壁上方的出水口流入环绕在底部吸收区211的下段盘管81,经下段盘管81流入底部吸收区211上方的冷水管91内,经冷水管91流入底部吸收区211上方的冷却水流出区27内,经冷却水流出区27上方的冷却水出口272流入环绕在中部吸收区212的中段盘管82内,经中段盘管82流入中部吸收区212上方的冷水管91内,经冷水管91流入中部吸收区212上方的冷却水流出区27内,经冷却水流出区27上方的冷却水出口272流入环绕在顶部吸收区213的上段盘管83内,经上段盘管83流入顶部吸收区213上方的冷却水管91内,经冷却水管91流入顶部吸收区213上方的冷却水流出区27内,经冷却水流出区27上方的冷却水出口272流入冷却水循环机构3。尾气从氨气吸收区21进入集气管9内,冷水管91与集气管9之间形成密封的环形空间,尾气在该环形空间内受到冷水管91与冷却水流出区27的双重冷却作用,大幅度提高了冷却效果,更易被喷入集气管9内的除盐水吸收,剩余的尾气从气体出口25流出。
41.上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1