一种用于防有毒气体的环保复合材料及制备方法与流程
1.本发明涉及环保材料领域,更具体的说是一种用于防有毒气体的环保复合材料及制备方法。
背景技术:
2.通过化学成组成的复合材料的使用越来越广泛,在对特殊环境的使用要求也越来越高;分专利号为cn201910543735.1公开了一种用于防有毒气体的环保复合材料,最外层采用活性炭层,采用静电纺丝法在活性炭层内侧表面沉积有吸附降解纤维膜,作为吸附降解层;静电纺丝液中采用改性纳米tio2颗粒、酸化后的硅藻土对聚环氧乙烷进行改性得到复合纤维,在制备改性纳米tio2的过程中,以纳米tio2为原料,超纯水为主溶剂,n-甲基吡咯烷酮为n源和次溶剂,提高纳米tio2的光催化能力;同时,经过水热改性过程的纳米tio2颗粒表面含有丰富的羟基(-oh),使得纳米tio2颗粒能渗透进入活性炭布,并与活性炭步纤维上的含氧基团接枝和键合作用,提高了改性纳米tio2的吸附牢度。但是该设备生产出的复合材料并不具备使用在建筑有毒环境下进行吸附处理的能力。
技术实现要素:
3.本发明的目的是提供一种用于防有毒气体的环保复合材料及制备方法,其有益效果为通过将回收的秸秆加工成指定形状使用在空心砖内对建筑环境进行毒气吸附批量使用。
4.本发明的目的通过以下技术方案来实现:一种用于防有毒气体的环保复合材料制备方法,该方法包括以下步骤:
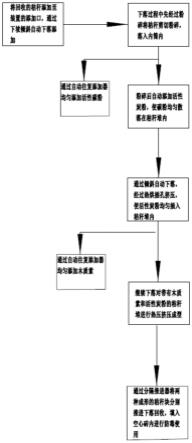
5.步骤一、将回收的秸秆添加至装置的添加口,通过下坡倾斜自动下落添加;
6.步骤二、下落过程中先经过粉碎将秸秆剪切粉碎,落入内筒内;
7.步骤三、通过自动往复添加器均匀添加活性碳粉;粉碎后自动添加活性炭粉,使碳粉均匀散落在秸秆堆内;
8.步骤四、通过倾斜自动下落,经过热烘插孔挤压,使活性炭粉均匀插入秸秆堆内;
9.步骤五、通过自动往复添加器均匀添加木质素;继续下落对带有木质素和活性炭粉的秸秆堆进行热压挤压成型;通过分隔推进器将两种成形的秸秆块分别推进下落回收,填入空心砖内进行防毒吸附使用。
10.其中,所述包括固定支撑筒、转动限位筒和加工机架,两个固定支撑筒均固定在加工机架内,转动限位筒限位转动在转动限位筒之间,一侧的固定支撑筒内固定有用于添加剪切的固定添加翅,转动限位筒内固定有旋转剪切粉碎秸秆的旋转搅拌翅;固定支撑筒的内端固定有用于下落添加的下落加工内筒。
11.其中,所述加工机架的内端固定有用于支撑驱动的固定驱动台,固定驱动台内固定有组合驱动器,组合驱动器通过联轴器连接驱动轴转动在固定驱动台内,驱动轴通过齿轮驱动啮合热压混合器和热压成型器转动在加工机架内。
12.其中,所述加工机架的侧端固定有用于添加活性炭粉和木质素的活性碳粉添加器和木质素添加器,加工机架的尾端固定有用于分隔回收的分隔推进器。
13.所述包括秸秆粉、木质素和活性炭粉。
14.通过将农业回收的秸秆插入装置内,通过倾斜角度自动下落添加,先进行粉碎,形成秸秆细小颗粒状,后添加活性炭粉,通过热压烘插,使秸秆保持干燥,并将活性炭粉混合在秸秆内,再经过木质素的自动均匀添加,使秸秆颗粒带有木质素受到热压成型的挤压,且形成指定的不同形状,完成加工成型后下落,将不同样式的固化后的秸秆板回收使用,插入建筑支撑固定的空心砖内,对建筑内的有毒气体进行大面积接触的吸附,完成使用,取出处理即可,保障吸有毒气体的同时,保障建筑的安装使用,同时通过回收的秸秆有效保障废物的回收利用的使用。
附图说明
15.图1是本发明的材料制备的流程示意图;
16.图2是本发明的粉碎装置的结构示意图;
17.图3是本发明的下落加工内筒的结构示意图;
18.图4是本发明的组合驱动的结构示意图;
19.图5是本发明的热压混合器的结构示意图一;
20.图6是本发明的热压混合器的结构示意图二;
21.图7是本发明的热压成型器的结构示意图;
22.图8是本发明的活性碳粉添加器的结构示意图;
23.图9是本发明的加工机架的结构示意图一;
24.图10是本发明的加工机架的结构示意图二;
25.图11是本发明的整体的结构示意图;
26.图12是本发明的整体的结构示意图;
27.图13是本发明的分隔推进器的结构示意图;。
28.图中:固定支撑筒1;转动限位筒2;固定添加翅3;旋转搅拌翅4;下落加工内筒5;活性碳粉添加器6;木质素添加器7;热压混合器8;热压成型器9;组合驱动器10;驱动轴11;固定驱动台12;混合挤压凸台13;混合弹簧轴14;下热压混合板15;上热压插入板16;热压成型凸台17;受压成型弹簧轴18;成型框19;热压成型板20;添加驱动器21;添加驱动滑座22;添加螺纹筒23;加工机架24;分隔推进器25;分隔驱动器26;分隔驱动滑板27;弹簧分隔板28。
具体实施方式
29.下面结合附图对本发明作进一步详细说明。
30.如这里所示的实施方式所示,
31.通过将农业回收的秸秆插入装置内,通过倾斜角度自动下落添加,先进行粉碎,形成秸秆细小颗粒状,后添加活性炭粉,通过热压烘插,使秸秆保持干燥,并将活性炭粉混合在秸秆内,再经过木质素的自动均匀添加,使秸秆颗粒带有木质素受到热压成型的挤压,且形成指定的不同形状,完成加工成型后下落,将不同样式的固化后的秸秆板回收使用,插入建筑支撑固定的空心砖内,对建筑内的有毒气体进行大面积接触的吸附,完成使用,取出处
理即可,保障吸有毒气体的同时,保障建筑的安装使用,同时通过回收的秸秆有效保障废物的回收利用的使用。
32.结合以上实施例进一步优化:
33.进一步的根据图2、图3、图11和图12所示的一种用于防有毒气体的环保复合材料制备方法示例的工作过程是:
34.通过将回收的秸秆通过加工机架24的开口插入,经过下落,插入固定支撑筒1的固定添加翅3内,通过组合驱动器10的驱动带动驱动轴11啮合旋转使转动限位筒2对旋转搅拌翅4进行旋转驱动,进而通过与固定添加翅3相贴合的剪切力,不断将秸秆进行切碎,完成对秸秆的粉碎,粉碎后的秸秆下落添加至下落加工内筒5内。
35.结合以上实施例进一步优化:
36.进一步的根据图3、图4、图11和图12所示的一种用于防有毒气体的环保复合材料制备方法示例的工作过程是:
37.通过组合驱动器10的组合驱动,进而使旋转的驱动轴11通过啮合驱动粉碎以及热压混合器8的热压混合和热压成型器9的热压成型的驱动,进而形成整体的驱动,为秸秆的最后产品成型形成驱动保障。
38.结合以上实施例进一步优化:
39.进一步的根据图3、图4、图11和图12所示的一种用于防有毒气体的环保复合材料制备方法示例的工作过程是:
40.通过加工机架24上的活性碳粉添加器6和木质素添加器7的驱动,进而不断往下落加工内筒5内添加活性炭和木质素,活性炭粉在粉碎秸秆后进行添加,木质素在完成热烘混合挤压后添加,通过活性碳粉添加器6和木质素添加器7进行往复稳定的添加,保障添加分散效果。
41.结合以上实施例进一步优化:
42.进一步的所述驱动啮合热压混合器8内设置有转动在两个固定支撑筒1之间的转动限位筒2,转动限位筒2内均匀固定有用于挤压驱动的混合挤压凸台13,混合挤压凸台13贴合驱动混合弹簧轴14挤压在下落加工内筒5内,两个混合弹簧轴14的内端分别固定有下热压混合板15和上热压插入板16,下热压混合板15和上热压插入板16之间相互插接。
43.该部分根据图4、图5、图6和图11所示的一种用于防有毒气体的环保复合材料制备方法示例的工作过程是:
44.通过粉碎后的秸秆以及添加的活性炭通过下落加工内筒5下落至热压混合器8内,通过热压混合器8内旋转的转动限位筒2上的混合挤压凸台13对驱动混合弹簧轴14进行挤压,驱动混合弹簧轴14上的弹簧套接在下落加工内筒5和支撑台之间,保障通过驱动完成间歇驱动的加工,两个驱动混合弹簧轴14同时向内对称挤压,下热压混合板15和上热压插入板16通电通过电热阻丝发热,进而使下热压混合板15和上热压插入板16将带有活性炭粉的秸秆进行热压,通过下热压混合板15和上热压插入板16之间的相互多个块状插接,使秸秆堆内不断混合插入活性炭粉,进行烘干混合使用的效果,完成后,通过下落加工内筒5下落形成持续加工。
45.结合以上实施例进一步优化:
46.进一步的所述热压成型器9内设置有转动在两个固定支撑筒1之间的转动限位筒
2,转动限位筒2内均匀固定有用于挤压成型的热压成型凸台17,热压成型凸台17贴合驱动受压成型弹簧轴18挤压在下落加工内筒5内,两个受压成型弹簧轴18分别固定有内成型框19和热压成型板20,内成型框19插接成型在热压成型板20。
47.该部分根据图3、图4、图7和图11所示的一种用于防有毒气体的环保复合材料制备方法示例的工作过程是:
48.通过烘干混合后的秸秆堆带着木质素落入热压成型器9内,通过热压成型器9内旋转的转动限位筒2上均匀设置的多个热压成型凸台17对受压成型弹簧轴18进行挤压,驱动受压成型弹簧轴18上的弹簧套接在下落加工内筒5和支撑台之间,保障通过驱动完成间歇驱动的加工,对称的受压成型弹簧轴18同时向内对称挤压,成型框19和热压成型板20通电通过电热阻丝发热,进而使成型框19将带有木质素的秸秆堆添加至热压成型板20内受热挤压融化木质素后固化成型,复位后成型的秸秆块下落通过分隔推进器25推进分隔排出。
49.结合以上实施例进一步优化:
50.进一步的所述成型框19与热压成型板20配套成型组合。
51.该部分根据图3、图4、图7和图11所示的一种用于防有毒气体的环保复合材料制备方法示例的工作过程是:
52.通过结合建筑使用需要的空心砖内部的形状选择配套的成型框19与热压成型板20组合,形成对不同样式规格的固状秸秆块进行成型挤压,将成型的秸秆块插入空心砖内,通过使用的建筑环境,对建筑环境内的有毒气体进行大面积接触的吸附,进而实现建筑有毒气体的吸附,防止外泄,完成呢个吸附后,取出秸秆块处理即可,有效降低除毒气的成本。
53.结合以上实施例进一步优化:
54.进一步的所述活性碳粉添加器6内固定有用于往复驱动控制的添加驱动器21,添加驱动器21通过螺纹筒和螺栓螺纹配合连接添加驱动滑座22,添加驱动滑座22限位横向滑动在下落加工内筒5的上端,添加螺纹筒23通过螺纹配合连接在添加驱动滑座22上;木质素添加器7的结构和连接方式与活性碳粉添加器6相同,添加螺纹筒23内添加的是活性碳粉或木质素。
55.该部分根据图4、图8、图11和图12所示的一种用于防有毒气体的环保复合材料制备方法示例的工作过程是:
56.通过变频控制驱动添加驱动器21的正反旋转,进而通过螺纹筒和螺栓螺纹配合驱动添加驱动滑座22在下落加工内筒5内往复运动,进而使添加螺纹筒23上的活性炭粉或者木质素完成左右往复运动的均匀添加;通过位置旋转添加不同原料,保障分散添加的同时,有效结合装置促进产品的加工。
57.结合以上实施例进一步优化:
58.进一步的所述下落加工内筒5内壁的下落自左至右向下倾斜。
59.该部分根据图3、图4、图11和图12所示的一种用于防有毒气体的环保复合材料制备方法示例的工作过程是:
60.通过自左至右向下倾斜设置,通过倾斜下落有效保障原料秸秆的自动添加的下落,有效进行粉碎、热压烘干和热压成型,避免下落速度过快影响加工效果,同时也避免下落过慢,影响产品的加工。
61.在本装置中所述的固定连接可以是指通过焊接、插块合并固定、铸造整体成型固
定和螺纹固定等方式进行固定,结合安装和拆卸方式进行适配选择;所述的转动连接是可以指通过将轴承烘装在轴上,轴或轴孔上设置有弹簧挡圈槽或轴间挡板,通过将弹性挡圈卡在弹簧挡圈槽内或轴间挡板实现轴承的轴向固定,通过轴承的相对滑动,实现转动;所述限位滑动是指通过带有球体或者轴承等方式进行降低阻力的滑块与滑槽的贴合配合滑动,限定滑动轨迹和滑动方向以及位置并通过限位进行限定位置的滑动方式;结合不同的使用环境,使用不同的连接方式进行进一步区分使用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1