一种车贴背胶涂抹工艺及其背胶回收装置的制作方法
1.本发明属于车贴生产技术领域,具体的说是一种车贴背胶涂抹工艺及其背胶回收装置。
背景技术:
2.车贴的背胶属于热熔胶其中的一种,其为一种可塑性的粘合剂,属于环保型化学品。
3.公开号为cn110437753b,一种车贴生产工艺,所述车贴包括底纸和面纸,包括:a、底纸加工:在所述底纸上设置若干纹路;b、底纸涂胶;c、面纸涂胶;d、复合:将不粘涂层和不干胶层贴合,将底纸和面纸压紧贴合;e、刀刻工艺:电脑将矢量图形输入刀刻机后,刀刻机将不干胶膜裁切成预设的图形形状;f、打印、喷绘、写真、丝网印刷等工艺:电脑将矢量或像素图片输入机器后,机器按照图形以喷墨或丝网技术将彩墨打印或丝网在透明或白色底膜上,然后经过刀版沿图案边裁切成形;g、分切工艺:将成型后的车贴放入到分切机内进行切割,得到带状的最终产品。
4.车贴在生产过程中,通过喷涂的方式在车贴表层背面涂抹胶水,而喷淋胶水边缘区域参差不齐,后续在与离型纸贴附后,还需通过裁剪机对车贴边缘进行修整,将参差不齐的胶水区域裁剪掉,以提高产品的质量,而裁剪掉的区域也残留有部分胶水,车贴生产量大,残留的胶水积少成多,也是一种浪费,再者后期这些背胶被作为切割废料,当做垃圾掩埋、焚烧,在这个过程中,会产生有害气体和难降解的物质,既造成了资源浪费,又污染了环境。
5.为此,本发明提供一种车贴背胶涂抹工艺及其背胶回收装置。
技术实现要素:
6.为了弥补现有技术的不足,解决背景技术中所提出的至少一个技术问题。
7.本发明解决其技术问题所采用的技术方案是:本发明所述的一种车贴背胶涂抹工艺,该车贴背胶涂抹工艺包括以下步骤:
8.s1:胶料准备,将胶料加热灌装至喷涂槽内,喷涂槽喷料口呈条形状,喷涂槽内注入热气气流,作为胶料喷出的动力;
9.s2:车贴表层的一端穿过喷涂槽喷料口下方,使得车贴表层背面与喷涂槽喷料口相对设置,然后将车贴两侧宽度关于喷涂槽长度对称设置,喷涂槽将胶料喷料在表层背面上;
10.s3:胶料回收,在表层背面两侧设置刮板,将表层背面两侧参差不齐的胶模刮蹭掉并进行收;
11.s4:车贴表层与离型纸贴合挤压,之后边缘裁剪,将车贴两侧剪切齐平,并通过收卷轮收卷;
12.车贴在生产过程中,通过喷涂的方式在车贴表层背面涂抹胶水,而喷淋胶水边缘
区域参差不齐,后续在与离型纸贴附后,还需通过裁剪机对车贴边缘进行修整,将参差不齐的胶水区域裁剪掉,以提高产品的质量,而裁剪掉的区域也残留有部分胶水,车贴生产量大,残留的胶水积少成多,也是一种浪费,为此在车贴表层背面在喷淋胶水后,在胶水未干燥凝固之前,通过设置刮板将胶水刮蹭掉,并进行收集,实现对胶水的回收再利用,减少浪费,节约成本。
13.优选的,在车贴表层正面的两侧设置加热板,加热板与刮板相对设置,车贴表层两侧置于加热板与刮板之间的缝隙内,加热板将车贴表面背面的胶水加热,并保持胶水呈粘稠状,且不流动状态,然后刮板参差不齐的胶水刮蹭掉,并集中收集,实现对胶水的回收再利用;设置加热板,对喷淋后的胶水加热,保证胶水在经过刮刀位置时,胶水依旧处于一种粘稠且未干凝固状态,便于胶水脱离车贴表层背面。
14.一种车贴背胶回收装置,该回收装置适应于上述任意一种车贴背胶涂抹工艺,该回收装置包括支撑板和刮板;所述支撑板置于车贴表层下方,支撑板两侧对称设置刮板;所述刮板呈弧形状,刮板的前尖端贴附在车贴表层背面两侧,刮板的前尖端指向喷涂槽的下方,刮板的前尖端切线平行于车贴表层两侧,刮板的后端固接在支撑板上;喷涂槽内注入热气气流,作为胶料喷出的动力,同时对胶水加热,保证胶水的流动性,使得胶水能够均匀的喷淋在车贴表层背面上,延长胶水凝固的时间,便于刮板对车贴表层胶水的刮除;设置的弧形状刮板,既可以将车贴边缘参差不齐的胶水膜被刮蹭掉,同时刮板的内弧形面,胶水沿着弧形面流动,使得胶水排离车贴,防止胶水在刮板上堆积,造成刮板对胶水的无效刮蹭清除。
15.优选的,所述支撑板两侧对称设有加热板,加热板位于车贴表层背面下方,加热板的上表面与刮板的下表面留有缝隙,车贴表层两侧贯穿缝隙;设置加热板,加热板由其内部的电热阻丝通电发热,热量辐射至车体的表层上,对胶水进行温热,保证胶水的流动性,同时在设置刮板和加热板时,增大加热板的有效加热面域,使得刮板前尖端所触及的胶水内侧也被加热,不仅仅局限对刮板所能触及到胶水区域加热,使得被贯刮蹭的胶水有效分离,降低胶水拖拽车贴表层的可能性,从而刮板顺利将胶水从车贴表层清除掉。
16.优选的,所述刮板前尖端与其后端下表面外侧位置开设弧形状的导向槽,导向槽的上边缘线从刮板的前尖端至刮板的后端,倾斜向下设置;设置导向槽,使得刮板前尖端引入的胶水流动方向受到限制,即,集聚流入到导向槽内的胶水,在导向槽内表面形状的约束下,胶水首先流动到导向槽内,然后倾斜向下流动,最后沿着导向槽内表面流动并排离刮板,防止胶水集聚涌上刮板上表面,造成胶水肆意流淌,覆盖刮板,影响刮板对胶水的刮蹭清除效果。
17.优选的,所述刮板的前尖端下边角位置设有圆角;所述加热板的上表面倾斜设置,倾斜方向于加热板内侧向且外侧倾斜设置;因车贴流动向前移动,同时胶水喷淋在车贴表层上,胶水冲击排出,造成车贴表层上下摆动,而摆动的车贴表层在与刮板的前尖端下边角位置相对设置,会造成刮板的前尖端下边角将车贴表层刮蹭撕烂的现象,为此在刮板的前尖端下边角位置设置圆角,对刮板的前尖端下边角位置圆润处理,从而避免车贴表层被刮板刮蹭撕烂;以及加热板的上表面倾斜设置,使得车贴表层边缘向其两侧倾斜,有助于车贴表层边缘胶水被贯穿掉。
18.优选的,所述加热板的上表面外侧开设倾斜的凹部,凹部的倾斜方向于加热板内
侧向且外侧倾斜设置,车贴表层贴附于加热板的上表面,并通过刮板的前尖端按压在凹部内;设置的凹部,以及将刮板的前尖端下边角位置置于凹部内,使得车贴表层边缘下压在凹部内,挤压车贴表层边缘,增大刮板对胶水的刮蹭除去效果,同时凹部与加热板上表面之间斜坡过渡,防止车贴表层被挤压褶皱。
19.优选的,所述刮板内部开设气道,气道气道贯穿刮板后端并通过软管连通外界气泵,气道沿刮板的弧形状开设,气道上开设多个排气孔,排气孔贯穿至导向槽的内表面;气道与排气孔的配合,将刮板上粘附的胶水冲击掉,减少胶水停留在刮板上的量,防止胶水堆积在刮板上,以及排出的气体为热气流,温度控制80-90℃之间,一是温热刮板,二是对温热胶水,进一步保证胶水的流动性,有助于胶水的排离。
20.优选的,所述排气孔的排气方向集中向刮板中间设置;排气孔的排气方向,使得胶水集中向一个方向排离,集中收集胶水,减小胶水分散面域,有助于胶水的收集。
21.优选的,所述支撑板的两侧设有用于收集胶水的集料箱,集料箱的进料端口罩覆固接在加热板和刮板上;设置集料箱,集中对排离的胶水收集,便于后期胶水的回收打理,再利用。
22.本发明的有益效果如下:
23.1.本发明所述的一种车贴背胶涂抹工艺及其背胶回收装置,在车贴表层正面的两侧设置加热板,加热板与刮板相对设置,车贴表层两侧置于加热板与刮板之间的缝隙内,加热板将车贴表面背面的胶水加热,并保持胶水呈粘稠状,且不流动状态,然后刮板参差不齐的胶水刮蹭掉,并集中收集,实现对胶水的回收再利用;设置加热板,对喷淋后的胶水加热,保证胶水在经过刮刀位置时,胶水依旧处于一种粘稠且未干凝固状态,便于胶水脱离车贴表层背面。
24.2.本发明所述的一种车贴背胶涂抹工艺及其背胶回收装置,喷涂槽内注入热气气流,作为胶料喷出的动力,同时对胶水加热,保证胶水的流动性,使得胶水能够均匀的喷淋在车贴表层背面上,延长胶水凝固的时间,便于刮板对车贴表层胶水的刮除;设置的弧形状刮板,既可以将车贴边缘参差不齐的胶水膜被刮蹭掉,同时刮板的内弧形面,胶水沿着弧形面流动,使得胶水排离车贴,防止胶水在刮板上堆积,造成刮板对胶水的无效刮蹭清除。
附图说明
25.下面结合附图对本发明作进一步说明。
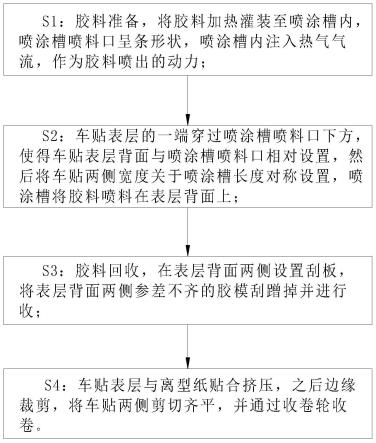
26.图1是本发明中车贴背胶涂抹工艺的流程图;
27.图2是本发明中车贴背胶回收装置与车贴表层的配合图;
28.图3是本发明中刮板与车贴表层的配合图;
29.图4是本发明中刮板第一视角图;
30.图5是本发明中刮板第二视角图;
31.图6是本发明中刮板与加热板的配合图;
32.图7是本发明中刮板的主视图;
33.图8是本发明中刮板的剖视图
34.图9是本发明中集料箱与支撑板的配合图。
35.图中:支撑板1、刮板2、车贴表层3、喷涂槽4、加热板5、导向槽6、圆角7、凹部8、气道
9、排气孔10、电热阻丝11、集料箱12、软管13。
具体实施方式
36.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
37.参照图1,一种车贴背胶涂抹工艺,该车贴背胶涂抹工艺包括以下步骤:
38.s1:胶料准备,将胶料加热灌装至喷涂槽4内,喷涂槽4喷料口呈条形状,喷涂槽4内注入热气气流,作为胶料喷出的动力;
39.s2:车贴表层3的一端穿过喷涂槽4喷料口下方,使得车贴表层3背面与喷涂槽4喷料口相对设置,然后将车贴两侧宽度关于喷涂槽4长度对称设置,喷涂槽4将胶料喷料在表层背面上;
40.s3:胶料回收,在表层背面两侧设置刮板2,将表层背面两侧参差不齐的胶模刮蹭掉并进行收;
41.s4:车贴表层3与离型纸贴合挤压,之后边缘裁剪,将车贴两侧剪切齐平,并通过收卷轮收卷;
42.车贴在生产过程中,通过喷涂的方式在车贴表层3背面涂抹胶水,而喷淋胶水边缘区域参差不齐,后续在与离型纸贴附后,还需通过裁剪机对车贴边缘进行修整,将参差不齐的胶水区域裁剪掉,以提高产品的质量,而裁剪掉的区域也残留有部分胶水,车贴生产量大,残留的胶水积少成多,也是一种浪费,为此在车贴表层3背面在喷淋胶水后,在胶水未干燥凝固之前,通过设置刮板2将胶水刮蹭掉,并进行收集,实现对胶水的回收再利用,减少浪费,节约成本。
43.参照图2,在车贴表层3正面的两侧设置加热板5,加热板5与刮板2相对设置,车贴表层3两侧置于加热板5与刮板2之间的缝隙内,加热板5将车贴表面背面的胶水加热,并保持胶水呈粘稠状,且不流动状态,然后刮板2参差不齐的胶水刮蹭掉,并集中收集,实现对胶水的回收再利用;设置加热板5,对喷淋后的胶水加热,保证胶水在经过刮刀位置时,胶水依旧处于一种粘稠且未干凝固状态,便于胶水脱离车贴表层3背面。
44.实施例一:
45.参照图2和图3,一种车贴背胶回收装置,该回收装置适应于上述任意一种车贴背胶涂抹工艺,该回收装置包括支撑板1和刮板2;所述支撑板1置于车贴表层3下方,支撑板1两侧对称设置刮板2;所述刮板2呈弧形状,刮板2的前尖端贴附在车贴表层3背面两侧,刮板2的前尖端指向喷涂槽4的下方,刮板2的前尖端切线平行于车贴表层3两侧,刮板2的后端固接在支撑板1上;喷涂槽4内注入热气气流,作为胶料喷出的动力,同时对胶水加热,保证胶水的流动性,使得胶水能够均匀的喷淋在车贴表层3背面上,延长胶水凝固的时间,便于刮板2对车贴表层3胶水的刮除;设置的弧形状刮板2,既可以将车贴边缘参差不齐的胶水膜被刮蹭掉,同时刮板2的内弧形面,胶水沿着弧形面流动,使得胶水排离车贴,防止胶水在刮板2上堆积,造成刮板2对胶水的无效刮蹭清除。
46.参照图2,所述支撑板1两侧对称设有加热板5,加热板5位于车贴表层3背面下方,加热板5的上表面与刮板2的下表面留有缝隙,车贴表层3两侧贯穿缝隙;设置加热板5,加热板5由其内部的电热阻丝11通电发热,热量辐射至车体的表层上,对胶水进行温热,保证胶
水的流动性,同时在设置刮板2和加热板5时,增大加热板5的有效加热面域,使得刮板2前尖端所触及的胶水内侧也被加热,不仅仅局限对刮板2所能触及到胶水区域加热,使得被贯刮蹭的胶水有效分离,降低胶水拖拽车贴表层3的可能性,从而刮板2顺利将胶水从车贴表层3清除掉。
47.参照图4、图5、图7和图8,所述刮板2前尖端与其后端下表面外侧位置开设弧形状的导向槽6,导向槽6的上边缘线从刮板2的前尖端至刮板2的后端,倾斜向下设置;设置导向槽6,使得刮板2前尖端引入的胶水流动方向受到限制,即,集聚流入到导向槽6内的胶水,在导向槽6内表面形状的约束下,胶水首先流动到导向槽6内,然后倾斜向下流动,最后沿着导向槽6内表面流动并排离刮板2,防止胶水集聚涌上刮板2上表面,造成胶水肆意流淌,覆盖刮板2,影响刮板2对胶水的刮蹭清除效果。
48.参照图4,所述刮板2的前尖端下边角位置设有圆角7;所述加热板5的上表面倾斜设置,倾斜方向于加热板5内侧向且外侧倾斜设置;因车贴流动向前移动,同时胶水喷淋在车贴表层3上,胶水冲击排出,造成车贴表层3上下摆动,而摆动的车贴表层3在与刮板2的前尖端下边角位置相对设置,会造成刮板2的前尖端下边角将车贴表层3刮蹭撕烂的现象,为此在刮板2的前尖端下边角位置设置圆角7,对刮板2的前尖端下边角位置圆润处理,从而避免车贴表层3被刮板2刮蹭撕烂;以及加热板5的上表面倾斜设置,使得车贴表层3边缘向其两侧倾斜,有助于车贴表层3边缘胶水被贯穿掉。
49.参照图6,所述加热板5的上表面外侧开设倾斜的凹部8,凹部8的倾斜方向于加热板5内侧向且外侧倾斜设置,车贴表层3贴附于加热板5的上表面,并通过刮板2的前尖端按压在凹部8内;设置的凹部8,以及将刮板2的前尖端下边角位置置于凹部8内,使得车贴表层3边缘下压在凹部8内,挤压车贴表层3边缘,增大刮板2对胶水的刮蹭除去效果,同时凹部8与加热板5上表面之间斜坡过渡,防止车贴表层3被挤压褶皱。
50.参照图7和图8,所述刮板2内部开设气道9,气道9气道9贯穿刮板2后端并通过软管13连通外界气泵,气道9沿刮板2的弧形状开设,气道9上开设多个排气孔10,排气孔10贯穿至导向槽6的内表面;气道9与排气孔10的配合,将刮板2上粘附的胶水冲击掉,减少胶水停留在刮板2上的量,防止胶水堆积在刮板2上,以及排出的气体为热气流,温度控制80-90℃之间,一是温热刮板2,二是对温热胶水,进一步保证胶水的流动性,有助于胶水的排离。
51.参照图7和图8,所述排气孔10的排气方向集中向刮板2中间设置;排气孔10的排气方向,使得胶水集中向一个方向排离,集中收集胶水,减小胶水分散面域,有助于胶水的收集。
52.实施例二:
53.参照图9,对比实施例一,作为本发明的另一种实施方式,其中所述支撑板1的两侧设有用于收集胶水的集料箱12,集料箱12的进料端口罩覆固接在加热板5和刮板2上;设置集料箱12,集中对排离的胶水收集,便于后期胶水的回收打理,再利用。
54.工作原理:车贴在生产过程中,通过喷涂的方式在车贴表层3背面涂抹胶水,而喷淋胶水边缘区域参差不齐,后续在与离型纸贴附后,还需通过裁剪机对车贴边缘进行修整,将参差不齐的胶水区域裁剪掉,以提高产品的质量,而裁剪掉的区域也残留有部分胶水,车贴生产量大,残留的胶水积少成多,也是一种浪费,为此在车贴表层3背面在喷淋胶水后,在胶水未干燥凝固之前,通过设置刮板2将胶水刮蹭掉,并进行收集,实现对胶水的回收再利
用,减少浪费,节约成本;
55.在车贴表层3正面的两侧设置加热板5,加热板5与刮板2相对设置,车贴表层3两侧置于加热板5与刮板2之间的缝隙内,加热板5将车贴表面背面的胶水加热,并保持胶水呈粘稠状,且不流动状态,然后刮板2参差不齐的胶水刮蹭掉,并集中收集,实现对胶水的回收再利用;设置加热板5,对喷淋后的胶水加热,保证胶水在经过刮刀位置时,胶水依旧处于一种粘稠且未干凝固状态,便于胶水脱离车贴表层3背面;
56.喷涂槽4内注入热气气流,作为胶料喷出的动力,同时对胶水加热,保证胶水的流动性,使得胶水能够均匀的喷淋在车贴表层3背面上,延长胶水凝固的时间,便于刮板2对车贴表层3胶水的刮除;设置的弧形状刮板2,既可以将车贴边缘参差不齐的胶水膜被刮蹭掉,同时刮板2的内弧形面,胶水沿着弧形面流动,使得胶水排离车贴,防止胶水在刮板2上堆积,造成刮板2对胶水的无效刮蹭清除;
57.设置加热板5,加热板5由其内部的电热阻丝11通电发热,热量辐射至车体的表层上,对胶水进行温热,保证胶水的流动性,同时在设置刮板2和加热板5时,增大加热板5的有效加热面域,使得刮板2前尖端所触及的胶水内侧也被加热,不仅仅局限对刮板2所能触及到胶水区域加热,使得被贯刮蹭的胶水有效分离,降低胶水拖拽车贴表层3的可能性,从而刮板2顺利将胶水从车贴表层3清除掉;
58.设置导向槽6,使得刮板2前尖端引入的胶水流动方向受到限制,即,集聚流入到导向槽6内的胶水,在导向槽6内表面形状的约束下,胶水首先流动到导向槽6内,然后倾斜向下流动,最后沿着导向槽6内表面流动并排离刮板2,防止胶水集聚涌上刮板2上表面,造成胶水肆意流淌,覆盖刮板2,影响刮板2对胶水的刮蹭清除效果;
59.因车贴流动向前移动,同时胶水喷淋在车贴表层3上,胶水冲击排出,造成车贴表层3上下摆动,而摆动的车贴表层3在与刮板2的前尖端下边角位置相对设置,会造成刮板2的前尖端下边角将车贴表层3刮蹭撕烂的现象,为此在刮板2的前尖端下边角位置设置圆角7,对刮板2的前尖端下边角位置圆润处理,从而避免车贴表层3被刮板2刮蹭撕烂;以及加热板5的上表面倾斜设置,使得车贴表层3边缘向其两侧倾斜,有助于车贴表层3边缘胶水被贯穿掉;
60.设置的凹部8,以及将刮板2的前尖端下边角位置置于凹部8内,使得车贴表层3边缘下压在凹部8内,挤压车贴表层3边缘,增大刮板2对胶水的刮蹭除去效果,同时凹部8与加热板5上表面之间斜坡过渡,防止车贴表层3被挤压褶皱;
61.气道9与排气孔10的配合,将刮板2上粘附的胶水冲击掉,减少胶水停留在刮板2上的量,防止胶水堆积在刮板2上,以及排出的气体为热气流,温度控制80-90℃之间,一是温热刮板2,二是对温热胶水,进一步保证胶水的流动性,有助于胶水的排离;
62.排气孔10的排气方向,使得胶水集中向一个方向排离,集中收集胶水,减小胶水分散面域,有助于胶水的收集;设置集料箱12,集中对排离的胶水收集,便于后期胶水的回收打理,再利用。
63.上述前、后、左、右、上、下均以说明书附图中的图1为基准,按照人物观察视角为标准,装置面对观察者的一面定义为前,观察者左侧定义为左,依次类推。
64.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所
示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制。
65.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1