一种过滤组件的制作方法
1.本实用新型涉及过滤技术领域,特别是一种过滤组件。
背景技术:
2.中国实用新型专利cn213790973u提供一种过滤器,包括进液口、出液口、顶盖、底盖及密封固定于顶盖和底盖之间的过滤板,过滤板包括膜支撑板和分别密封固定于膜支撑板的第一表面和第二表面的第一滤膜和第二滤膜,第一滤膜和第二滤膜的外表面与进液口连通,第一表面具有第一通孔,第二表面具有第二通孔,第一表面和第二表面之间形成与第一通孔、第二通孔和出液口连通的汇流通道,第一滤膜和第二滤膜的下游表面通过该汇流通道与出液口连通。
3.过滤时,待过滤液由进液口流入,经第一滤膜和第二滤膜过滤后,到达二者下游表面的滤液经第一通孔、第二通孔及汇流通道流向出液口。
4.该过滤器用于除病毒过滤应用,第一滤膜和第二滤膜为可截留病毒的纳米级的膜,平均孔径在10-100nm之间。在过滤器的制造过程中发现,第一滤膜和第二滤膜与支撑板两端面的周向延伸的膜密封部焊接不牢,即第一滤膜和第二滤膜不能与膜密封部处处形成强度可靠的焊接连接,而是在多处形成虚焊,在过滤过程中,虚焊处发生泄漏,滤液和待过滤液混合,过滤器无法提供稳定、有效的过滤性能。
5.研究发现,第一滤膜和第二滤膜无法与膜密封部形成有效的焊接连接是因为二者的平均孔径在10-100nm之间,即平均孔径很小,其导致膜密封部的熔融物料无法与第一滤膜和第二滤膜的外边缘的熔融物料相互、均匀混合,即熔融后,第一滤膜的外边缘的熔融物料、第二滤膜的外边缘的熔融物料未与两端面的膜密封部的熔融物料混成一体,只是在表面相互接触,熔融物料冷却后,仅在相互接触的表面间形成强度较低的连接作用。
6.过滤时,第一滤膜和第二滤膜的上、下游侧存在一定的压差,压差值达0.3mpa以上,该压差条件下,原本未能与膜密封部形成强度足够高的焊接连接的第一滤膜的外边缘和第二滤膜的外边缘很快与前者崩开,滤液和待过滤液不可避免地混合。
7.并且,在第一滤膜和第二滤膜的纵截面方向上,依次包括上游侧的预过滤层和下游侧的分离层,该分离层朝向支撑板的端面,预过滤层的孔径相对更大一些,分离层则为小孔径区域。过滤时,待过滤液首先流经其预过滤层,尺寸较大的污染物被截留后,流体再流经分离层,小尺寸的病毒被截留,即为了使得分离层能够得到最充分的利用,同时要使得第一滤膜和第二滤膜在润湿后能够得到支撑,流体的流向必须是朝向支撑板的端面的,这也使得第一滤膜和第二滤膜的分离层即其小孔径区域必须朝向支撑板的端面。这进一步加大了第一滤膜和第二滤膜与膜密封部之间的焊接难度,即其进一步降低了第一滤膜和第二滤膜与膜密封部之间的焊接连接强度。
8.需要改进滤膜和支撑板的膜密封部之间的焊接结构或焊接方式,以确保滤膜和相应的膜密封部间能够形成强度足够高的焊接连接,可抵抗过滤工况下、滤膜的上、下游侧间的压差,使得相应的焊接位置间始终能够形成有效的密封连接,避免滤液和待过滤液混合,
从而过滤器能够提供有效的过滤性能。
技术实现要素:
9.本实用新型所要达到的目的是提供一种新的过滤组件,其通过改进滤膜和支撑板的膜密封部之间的焊接结构或焊接方式,以确保滤膜和相应的膜密封部间能够形成强度足够高的焊接连接,使得相应的焊接位置间始终能够形成有效的密封连接。
10.为了达到上述目的,本实用新型采用如下技术方案:
11.一种过滤组件,包括进液口、出液口、第一端件、第二端件和密封堆叠于二者间的多个过滤元件,所述过滤元件包括支撑板和密封固定于其两端面的第一滤膜,所述第一滤膜的上游侧与进液口连通,所述支撑板具有与第一滤膜的下游侧和出液口均连通的滤液排出通道,所述支撑板的两端面均设有环状密封部,所述第一滤膜包括上游侧的预过滤层和下游侧的分离层,所述分离层的孔径小于预过滤层的孔径,所述分离层朝向支撑板的端面,所述第一滤膜的pmi平均孔径为10-100nm,所述支撑板的端面和第一滤膜间设有第一助焊件,所述第一助焊件具有与环状密封部对应的环状助焊区,所述第一滤膜的外边缘通过该环状助焊区焊接固定至环状密封部。
12.本技术提供的过滤组件中,在第一滤膜的纵截面方向上,依次包括上游侧的预过滤层和下游侧的分离层,且该分离层朝向支撑板的端面,支撑板的两端面均设有环状密封部,并在支撑板的端面和第一滤膜之间设置第一助焊件,该第一助焊件包括与环状密封部对应的环状助焊区,即第一助焊件的位置对应于环状密封部的环形区域构成其环状助焊区。
13.焊接时,第一滤膜的外边缘、环状助焊区及支撑板的环状密封部熔融后,环状助焊区的熔融物料的一侧与第一滤膜的外边缘的熔融物料相互、均匀混合成一体,环状助焊区的熔融物料的另一侧与环状密封部的熔融物料也相互、均匀混合成一体,所有熔融物料冷却后,环状助焊区一侧与第一滤膜的外边缘焊接连接成一体,另一侧与环状密封部焊接连成一体。由于环状助焊区的熔融物料与第一滤膜的外边缘的熔融物料、环状密封部的熔融物料均混合成一体了,所以在熔融物料冷却后,环状助焊区可与第一滤膜的外边缘和环状密封部均形成高强度的焊接连接,并且,该焊接连接处处有效。即本技术中,借助第一助焊件的环状助焊区的助焊功能,实现了第一滤膜的外边缘和支撑板的环状密封部间的高强度焊接连接性能。
14.进一步的,所述第一助焊件的平均孔径不小于1μm。
15.第一助焊件的平均孔径大于或等于1μm,构成其环状助焊区的部分区域的平均孔径也大于或等于1μm,该平均孔径至少为第一滤膜的pmi平均孔径的10倍以上,即第一助焊件的平均孔径足够大,从而当第一滤膜的外边缘、第一助焊件的环状助焊区及支撑板的环状密封部均充分熔融后,环状助焊区的熔融物料与第一滤膜的外边缘的熔融物料、环状助焊区的熔融物料与环状密封部的熔融物料都能比较均匀地混合成一体,待所有熔融物料冷却后,第一滤膜的外边缘与第一助焊件的环状助焊区间形成强度足够高的焊接连接,第一助焊件的环状助焊区又与支撑板的环状密封部间形成强度足够高的焊接连接,环状助焊区起到中间桥接功能,使得原本不能形成可靠的焊接连接的第一滤膜的外边缘和环状密封部之间形成可靠的焊接连接,该焊接连接强度可承受第一滤膜的上、下游间0.3mpa以上的压
差,能满足客户的使用条件。
16.进一步的,所述第一助焊件为聚酯无纺布,厚度为80-160μm。
17.聚酯无纺布的焊接连接性能比较好,所以,当第一助焊件采用聚酯无纺布时,其位置对应于环状密封部的环形区域即环状助焊区与第一滤膜的外边缘间、及其与支撑板的环状密封部之间的焊接连接性能都比较好,相当于改善了环状助焊区与第一滤膜的外边缘间、环状助焊区与环状密封部之间的密封连接性能;并且,采用厚度为80-160μm的聚酯无纺布作为第一助焊件,可确保第一助焊件的位置对应于支撑板的环状密封部的环形区域即环状助焊区在熔融后具有足够多的熔融物料,以便其具有足够多的熔融物料与第一滤膜的外边缘的熔融物料、支撑板的环状密封部的熔融物料充分混合成一体,提高环状助焊区与第一滤膜的外边缘之间、环状助焊区与支撑板的环状密封部之间的焊接连接强度。
18.进一步的,所述环状密封部的宽度为2-3mm。
19.环状密封部的宽度为2-3mm,相应地,第一助焊件的位置与环状密封部对应的环状区域即环状助焊区的宽度也为2-3mm,第一滤膜的外边缘与环状助焊区形成焊接连接的区域的宽度也为2-3mm,也就是说,第一滤膜和第一助焊件之间、第一助焊件和环状密封部之间的焊接区域足够宽,作用也是提高第一滤膜与第一助焊件之间、第一助焊件与环状密封部之间的焊接连接强度,降低泄漏风险。
20.进一步的,所述支撑板的两端面位于环状密封部所围的区域内设有多条导流筋和多条导流凹槽,所述导流筋和导流凹槽相互间隔,所述环状密封部的端面与导流筋的端面间的高度差为0.3-0.6mm。
21.环状密封部的端面和导流筋的端面间的高度差为0.3-0.6mm,一方面确保环状密封部能够提供足够量的熔融物料,从而环状密封部具有足够多的熔融物料与第一助焊件的环状助焊区的熔融物料充分混合成一体,从而在熔融物料冷却后,在二者间可形成强度足够高的焊接连接,另一方面,避免第一助焊件和第一滤膜与导流筋之间的间距过大,从而在压差作用下,二者朝着靠近支撑板的端面弯曲形变的幅度过大,二者的靠近焊接连接区域的附近部分受到的拉伸作用过大,造成焊接连接区域附近部分破损,密封失效。
22.进一步的,所述导流筋和导流凹槽平行延伸,所述环状密封部包括相对设置的第一边界和第二边界,所述第一边界和第二边界的延伸方向与导流筋和导流凹槽的延伸方向平行,且与所述第一边界的内壁和第二边界的内壁直接相连的均为所述导流筋。
23.环状密封部所围区域内、与环状密封部直接相邻的是导流筋,即由环状密封部向内,首先是高度略低的导流筋,然后再是高度更低的导流凹槽,也就是说,从环状密封部向内,各部件的高度变化是分两个梯度实现,不是直接由高度最大的环状密封部直接陡降至高度最低的导流凹槽,从而在上游侧和下游侧压差的作用下,第一滤膜的形成焊接连接的外边缘的附近区域受到一定的拉伸作用后,上述附近区域可以抵靠在与环状密封部直接相邻的导流筋的端面上,即上述附近区域受到的拉伸作用后,向下弯曲变形的幅度受到该导流筋的限制,在抵靠导流筋的端面后无法继续向下弯曲,从而避免由于过度拉伸作用损伤第一滤膜的形成焊接连接的外边缘的附近区域。
24.进一步的,所述第一助焊件还具有一体形成于环状助焊区内侧的缓冲区,所述缓冲区对应于支撑板的两端面位于环状密封部所围的区域,以将第一滤膜和支撑板的端面隔开。
25.第一助焊件的缓冲区将第一滤膜和支撑板的端面隔开,从而在过滤过程中,第一滤膜的上游表面和下游表面间存在压差的情况下,其中间区域朝着支撑板的端面弯曲、靠近时,与第一滤膜的中间区域的下游表面直接接触的是流体可透过的第一助焊件的缓冲区,二者间的摩擦作用力更为缓和、摩擦作用强度小,从而第一滤膜的中间区域的下游表面受到的摩擦损伤更小,进而起到保护第一滤膜的作用。
26.进一步的,所述第一助焊件的缓冲区的面积和第一滤膜对应于环状密封部所围的区域的面积均大于环状密封部所围区域的面积。
27.上述面积关系的设置,使得密封固定好的第一助焊件的缓冲区和第一滤膜朝着远离支撑板的端面的方向略微向外鼓起,相当于略微增大了第一助焊件的缓冲区和第一滤膜与支撑板在环状密封部所围区域的端面间的距离,这样,在过滤过程中,第一滤膜由于其上游表面和下游表面间存在压差而朝着支撑板的端面靠近时,因为该压差需要抵消第一滤膜和第一助焊件的缓冲区向外鼓起的距离,所以,可进一步降低第一滤膜和第一助焊件的缓冲区与支撑板的端面的紧贴程度,保护第一滤膜,也减小流动阻力。
28.进一步的,还包括位于第一滤膜外侧的第二助焊件和第二滤膜,所述第二助焊件具有与环状密封部对应的环状助焊区,所述第二滤膜的外边缘通过第二助焊件的环状助焊区与第一滤膜的外边缘密封连接。
29.加设第二滤膜,可在不加大过滤组件的体积的条件下,增大纳污容量,第一滤膜和第二滤膜之间设置第二助焊件,且第一滤膜的外边缘和第二滤膜的外边缘正对第二助焊件的环状助焊区,熔融后,第二助焊件的环状助焊区的熔融物料与第一滤膜的外边缘的熔融物料、第二滤膜的熔融物料均混合成一体,所有熔融物料冷却后,第二助焊件与第一滤膜的外边缘和第二滤膜的外边缘均形成有效的焊接连接。
30.进一步的,还包括位于第一滤膜外侧的第二助焊件和第二滤膜;
31.所述环状密封部包括第一环状密封部和位于第一环状密封部外周的第二环状密封部,所述第二环状密封部高于第一环状密封部;
32.所述第一滤膜的外边缘和第一助焊件的环状助焊区通过焊接固定至第一环状密封部,所述第二滤膜的外边缘和第二助焊件的环状助焊区通过焊接固定至第二环状密封部。
33.加设第二滤膜和第二助焊件,可在不加大过滤组件的体积的条件下,增大纳污容量;并且,支撑板的两端面均设置相互错开的第一环状密封部和第二环状密封部,二者分别用于焊接连接第一助焊件的环状助焊区和第一滤膜的外边缘、第二助焊件的环状助焊区和第二滤膜的外边缘,即第一助焊件的环状助焊区和第一滤膜的外边缘与第二助焊件的环状助焊区和第二滤膜的外边缘分开焊接,可避免在同一位置焊接的部件的层数过多,导致距离支撑板的端面较远的第二滤膜焊接不牢、虚焊的问题。
34.本实用新型提供的过滤组件中,在第一滤膜的纵截面方向上,依次包括上游侧的预过滤层和下游侧的分离层,且该分离层朝向支撑板的端面,该第一滤膜的pmi平均孔径为10-100nm,支撑板的两端面均设有环状密封部,并在支撑板的端面和第一滤膜之间设置第一助焊件,该第一助焊件包括与环状密封部对应的环状助焊区,即第一助焊件的位置对应于环状密封部的环形区域构成该环状助焊区。
35.焊接时,第一滤膜的外边缘、环状助焊区及支撑板的环状密封部熔融后,环状助焊
区的熔融物料的一侧与第一滤膜的外边缘的熔融物料相互、均匀混合成一体,环状助焊区的熔融物料的另一侧与环状密封部的熔融物料也相互、均匀混合成一体,所有熔融物料冷却后,环状助焊区一侧与第一滤膜的外边缘焊接连接成一体,另一侧与环状密封部焊接连成一体。由于环状助焊区的熔融物料与第一滤膜的外边缘的熔融物料、环状密封部的熔融物料均混合成一体了,即环状助焊区的熔融物料充分混入第一滤膜的外边缘的熔融物料中,也充分混入环状密封部的熔融物料中,所以在熔融物料冷却后,环状助焊区可与第一滤膜的外边缘和环状密封部均形成高强度的焊接连接,并且,该焊接连接处处有效。即本技术中,借助第一助焊件的环状助焊区的助焊功能,实现了第一滤膜的外边缘和支撑板的环状密封部间的高强度焊接连接性能。
附图说明
36.下面结合附图对本实用新型作进一步说明:
37.图1和图2为本发明提供的过滤组件的两个方向的立体图;
38.图3为图1和图2提供的过滤组件的剖视图;
39.图4为本技术提供的过滤组件的第一端件的结构示意图;
40.图5为本技术提供的过滤组件的第二端件的结构示意图;
41.图6为本技术提供的过滤组件的第一种过滤元件的结构示意图;
42.图7为图6提供的过滤元件的半剖轴测图;
43.图7a为图7中a处的局部放大图;
44.图8为图6提供的过滤组件的支撑板的结构示意图;
45.图8b图8中b处的局部放大视图;
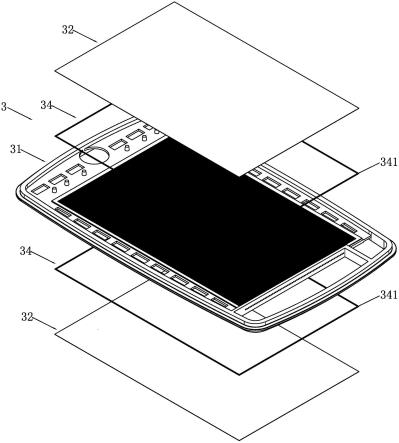
46.图9为图6提供的过滤元件的爆炸图;
47.图10为本技术提供的过滤组件的第二种过滤元件的爆炸图;
48.图11为本技术提供的过滤组件的第三种过滤元件的爆炸图;
49.图11c为图11中c处的局部放大视图;
50.图12为本技术提供的过滤组件的第四种过滤元件的爆炸图;
51.图13为本技术提供的过滤组件的第五种过滤元件的爆炸图。
52.图中,100-过滤组件,1-第一端件,11-第一过孔,12-第二过孔,13-第五过孔,111-第一密封件,121-第二密封件,131-第五密封件,14-第一环形密封筋,15-第一密封筋,2-第二端件,21-第三过孔,22-第四过孔,23-第六过孔,211-第三密封件,221-第四密封件,231-第六密封件,24-第二环形密封筋,25-第二密封筋,3-过滤元件,31-支撑板,30-环状密封部,301-第一边界,302-第二边界,30a-第一环状密封部,30b-第二环状密封部,310-滤液排出通道,311-第一通孔,312-第二通孔,313-第三通孔,314-第三环形密封筋,315-第三密封筋,316-导流筋,317-导流凹槽,318-贯通孔,319-汇流孔,32-第一滤膜,33-第二滤膜,34-第一助焊件,35-第二助焊件,341,351-环状助焊区,342,352-缓冲区。
具体实施方式
53.为了能够更清楚地理解本实用新型的上述目的、特征和优点,下面结合附图和具体实施方式对本实用新型进行进一步的详细描述。需要说明的是,在不冲突的情况下,本申
请的实施例及实施例中的特征可以相互组合。
54.在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用其他不同于在此描述的其他方式来实施,因此,本实用新型的保护范围并不受下面公开的具体实施例的限制。
55.如图1-3所示的过滤组件100,包括第一端件1、第二端件2和密封堆叠于第一端件1和第二端件2之间的多个过滤元件3。
56.如图4所示,第一端件1为板状结构,其具有第一过孔11、第二过12和第五过孔13;并且,第一端件1的内表面具有包绕于以上三者外周的第一环形密封筋14和位于第一环形密封筋14内部的第一密封筋15,该第一密封筋15为l形,其两端与第一环形密封筋14密封相连,该第一密封筋15将第一过孔11和第五过孔13与第二过孔12间隔开。
57.如图5所示,第二端件2为板状结构,其具有第三过孔21、第四过22和第六过孔23;并且,第二端件2的内表面具有包绕于以上三者外周的第二环形密封筋24和位于第二环形密封筋24内部的第二密封筋25,该第二密封筋25为l形,其两端与第二环形密封筋24密封相连,该第二密封筋25将第三过孔21和第六过孔23与第四过孔22间隔开。
58.如图6、图7、图7a及图9所示的第一种过滤元件3,其包括支撑板31和密封固定于其两端面的第一滤膜32,并且,两个端面的第一滤膜32均为一层,整体呈平铺状且延伸方向和第一端件1和第二端件2平行。该第一滤膜32包括上游侧的预过滤层和下游侧的分离层,其中,分离层的孔径小于预过滤层的孔径,预过滤层用于截留尺寸略大的污染物,例如粒径在100nm以上的污染物;分离层朝向支撑板31的端面,分离层为实际起到病毒截留作用的区域。该第一滤膜32的pmi平均孔径为10-100nm,该参数由孔径分布测试仪测得,可确保第一滤膜32能够提供99%以上的病毒截留效率。
59.如图8和图8b所示,支撑板31具有与第一滤膜32的下游表面连通的滤液排出通道310,与第一过孔11和第三过孔21连通的第一通孔311及与第二过孔12和第四过孔22连通的第二通孔312、与第五过孔13和第六过23孔连通的第三通孔313,其中,第二通孔312与滤液排出通道310连通。
60.并且,支撑板31两端面具有与第一环形密封筋14位置正对的第三环形密封筋314和与第一密封筋15位置正对的第三密封筋315,该第三密封筋315将第二通孔312与第一通孔311和第三通孔313间隔开,即第二通孔312与第一通孔311密封隔开,且第二通孔312与第三通孔313密封隔开。
61.相邻过滤元件3之间通过第三环形密封筋314和第三密封筋315密封连接,并通过第三环形密封筋314、第三密封筋315与第一端件1的第一环形密封筋14、第一密封筋15及第二端件2的第二环形密封筋24、第二密封筋25形成密封连接,即通过上述两种结构的密封筋,过滤元件3得以密封堆叠第一端件1和第二端件2之间,从而形成一体、完整的过滤组件100。
62.该过滤组件100中,第一端件1的第一过孔11和第二端件2的第三过孔21连通,形成进液口,第一端件1的第二过孔12和第二端件2的第四过孔22连通,形成出液口,并且,第一端件1的第五过孔13和第二端件2的第六孔23连通,形成排气口。由于该过滤组件100的进液口、出液口及排气口均位于其端面上,可将多个过滤组件100相互堆叠,很方便地线性放大过滤面积。
63.当需要将多个过滤组件100上下堆叠以放大过滤面积时,首先,在其第一端件1的外表面侧第一过孔11、第二过孔12及第五过孔13的外周分别安装第一密封件111、第二密封件121及第五密封件131,并且,在第二端件2的外表面侧第三过孔21、第四过孔22及第六过孔23分别安装第三密封件211、第四密封件221及第六密封件231,然后,相邻的过滤组件100上下堆叠,上方的过滤组件100的第二端件2位于下方的过滤组件100的第一端件1的上表面,并通过外部设备按压多个过滤组件100,使得下方的第一密封件111、第二密封件121及第五密封件131分别与上方的第三密封件211、第四密封件221及第六密封件231形成压缩密封,相应地,上下相邻的过滤组件100的进液口连通、出液口连通、排气口连通。
64.以上所述的进液口均与第一滤膜32的上游表面连通,出液口与滤液排出通道310及第一滤膜32的下游表面连通,排气口与相邻过滤元件3之间即第一滤膜32的上游侧之间的空间连通。其中,第一滤膜32的上游表面指的是其背离支撑板31的一侧表面,第一滤膜32的下游表面指的是其朝向支撑板31的一侧表面。
65.过滤时,待过滤液由第一滤膜32的上游侧流向下游侧,流体中尺寸稍大的污染物首先被第一滤膜32的预过滤层截留,然后继续流动透过分离层,小尺寸的病毒污染物被分离层截留,可延长第一滤膜32的使用寿命,避免分离层过早被大尺寸污染物堵塞,过早报废,无法充分利用其病毒纳污容量。
66.如图8和图8b所示,支撑板31的两端面均设有环状密封部30,并且,如图7a和图9所示,在支撑板31的端面和第一滤膜32间还设有第一助焊件34,该第一助焊件34具有与环状密封部30对应的环状助焊区341。该第一助焊件34的环状助焊区341即为其位置对应于环状密封部30的环形区域,第一滤膜32的外边缘通过该环状助焊区341焊接固定至环状密封部30。
67.焊接时,第一滤膜32的外边缘、环状助焊区341及支撑板31的环状密封部30熔融后,环状助焊区341的熔融物料的一侧与第一滤膜32的外边缘的熔融物料相互、均匀混合成一体,即环状助焊区341的熔融物料流入第一滤膜32的外边缘的熔融物料中,第一滤膜32的外边缘的熔融物料也流入环状助焊区341的熔融物料中,环状助焊区341的熔融物料的另一侧与环状密封部30的熔融物料也相互、均匀混合成一体,即环状助焊区341的熔融物料流入环状密封部30的熔融物料中,环状密封部30的熔融物料也流入环状助焊区341的熔融物料中,待所有熔融物料冷却后,环状助焊区341一侧与第一滤膜32的外边缘焊接连接成一体,另一侧与环状密封部30焊接连成一体。
68.由于环状助焊区341的熔融物料与第一滤膜32的外边缘的熔融物料、环状密封部30的熔融物料均混合成一体了,即环状助焊区341的熔融物料充分混入第一滤膜32的外边缘的熔融物料中,也充分混入环状密封部30的熔融物料中,所以在熔融物料冷却后,环状助焊区341可与第一滤膜32的外边缘和环状密封部30均形成高强度的焊接连接,并且,该焊接连接处处有效。即本技术中,借助第一助焊件34的环状助焊区341的助焊功能,实现了第一滤膜32的外边缘和支撑板31的环状密封部30间的高强度焊接连接性能。
69.本实施例中,第一助焊件34可以仅包括环状助焊区341,如图9所示,环状助焊区341内部为缺口,无实体部分。
70.更好地,第一助焊件34的平均孔径不小于1μm,即第一助焊件341的平均孔径大于或等于1μm,那么,构成其环状助焊区341的部分区域的平均孔径也大于或等于1μm,该平均
孔径至少为第一滤膜32的pmi平均孔径的10倍以上,即第一助焊件34及其环状助焊区341的平均孔径足够大,从而当第一滤膜32的外边缘、第一助焊件34的环状助焊区341及支撑板31的环状密封部30均充分熔融后,环状助焊区341的熔融物料与第一滤膜32的外边缘的熔融物料、环状助焊区341的熔融物料与环状密封部30的熔融物料都能比较均匀地混合成一体,即第一滤膜32的外边缘的熔融物料和环状助焊区341的熔融物料能够相互流入对方中,环状助焊区341的熔融物料和环状密封部30的熔融物料也能够相互流入对方,待所有熔融物料冷却后,第一滤膜32的外边缘与第一助焊件34的环状助焊区341间可形成强度足够高的焊接连接,第一助焊件34的环状助焊区341又与支撑板31的环状密封部30间形成强度足够高的焊接连接,即环状助焊区341起到中间桥接功能,使得原本不能形成可靠的焊接连接的第一滤膜32的外边缘和环状密封部30之间形成可靠的焊接连接,该焊接连接强度可承受第一滤膜32的上、下游间0.3mpa以上的压差,能满足客户的使用条件。
71.例如,第一助焊件34的平均孔径可以是1μm,1.2μm,1.5μm,2μm,5μm,10μm及更大值。
72.比较好地,第一助焊件34的材质为聚酯无纺布,因为聚酯无纺布的焊接连接性能比较好,所以,当第一助焊件34采用聚酯无纺布时,其位置对应于环状密封部30的环形区域即环状助焊区341与第一滤膜32的外边缘间、及其与支撑板31的环状密封部30之间的焊接连接性能都比较好,大幅改善环状助焊区341与第一滤膜32的外边缘间、环状助焊区341与环状密封部30之间的密封连接性能。
73.并且,采用厚度为80-160μm的聚酯无纺布作为该第一助焊件34,以确保第一助焊件34的位置对应于支撑板31的环状密封部30的环形区域即环状助焊区341在熔融后具有足够多的熔融物料,以便其具有足够多的熔融物料与第一滤膜32的外边缘的熔融物料、支撑板31的环状密封部30的熔融物料充分混合成一体,提高环状助焊区341与第一滤膜32的外边缘之间、环状助焊区341与支撑板31的环状密封部30之间的焊接连接强度。
74.具体地,构成第一助焊件34的聚酯无纺布的厚度可以为80μm,100μm,120μm,150μm,160μm等。
75.进一步的,将环状密封部30的宽度设为2-3mm,相应地,第一助焊件34的位置与环状密封部30对应的环状区域即环状助焊区341的宽度也为2-3mm,第一滤膜32的外边缘与环状助焊区341形成焊接连接的区域的宽度也为2-3mm,也就是说,第一滤膜32和第一助焊件34之间、第一助焊件34和环状密封部30之间的焊接连接的区域足够宽,作用也是提高第一滤膜32与第一助焊件34之间、第一助焊件34与环状密封部30之间的焊接连接强度,降低泄漏风险。
76.例如,环状密封部30的宽度可以是2mm,2.5mm,2.8mm,3mm等等。
77.在其他实施例中,如图8和图8b所示,支撑板31的两端面位于环状密封部30所围区域内设有多条导流筋316和多条导流凹槽317,导流筋316和导流凹槽317二者相互间隔,且环状密封部30的端面与导流筋317的端面间的高度差为0.3-0.6mm,其一方面确保第一滤膜32的外边缘和第一隔离层34的环状助焊区341与环状密封部30的焊接强度足够高,以实现上述三者的有效密封连接,另一方面,避免第一隔离层34和第一滤膜32与导流筋316之间的间距过大,从而在压差作用下,第一滤膜32和第一隔离层34朝着靠近支撑板31的端面弯曲形变的幅度过大,二者的靠近焊接密封区域附近部分受到的拉伸作用过大,造成焊接密封
区域附近部分破损,密封失效。
78.例如,环状密封部30的端面与导流筋317的端面间的高度差为0.3mm,0.4mm,0.5mm或0.6mm等。
79.上述导流筋316和导流凹槽317平行延伸,环状密封部30包括相对设置的第一边界301和第二边界302,环状密封部30为矩形,两条相对的长边构成第一边界301和第二边界302。该第一边界301和第二边界302的延伸方向与导流筋316和导流凹槽317的延伸方向平行,且与第一边界301的内壁和第二边界302的内壁直接相连的均为导流筋316。
80.在环状密封部30所围区域内、与环状密封部30直接相邻的是导流筋316,即由环状密封部30向内,首先是高度略低的导流筋316,然后再是高度更低的导流凹槽317的槽底,也就是说,从环状密封部30向内,各部件的高度变化是分两个梯度实现,不是直接由高度最大的环状密封部30直接陡降至高度最低的导流凹槽317的槽底,从而在上游侧和下游侧压差的作用下,第一滤膜32的外边缘和第一隔离层34的环状助焊区341的附近区域受到一定的拉伸作用后,上述附近区域可以抵靠在导流筋316的端面上,即上述附近区域受到的拉伸作用后,向下弯曲变形的幅度受到限制,抵靠导流筋316的端面后无法继续向下弯曲,从而避免由于过度拉伸作用、损伤第一滤膜32的外边缘和第一隔离层34的环状助焊区341的附近区域。
81.另外,环状密封部30的外周及导流筋316、导流凹槽317的朝向第一通孔311一端部之外均设有多个贯通孔318,该多个贯通孔318用于将相邻过滤元件3之间的空隙及整个过滤组件100的内部空腔连通,改善其内部的连通性能和待过滤流体在其内部的分散的均一性。
82.并且,在多条导流凹槽317的末端均形成汇流孔319,该汇流孔319将相应的导流凹槽317与滤液排出通道310连通,用于快速将滤液由导流凹槽317汇入滤液排出通道310内。
83.在另一实施例中,如图10所示,在第一滤膜32外侧还设有第二助焊件35和第二滤膜33,第二助焊件35具有与环状密封部30对应的环状助焊区351,第二滤膜33的外边缘通过第二助焊件35的环状助焊区351与第一滤膜32的外边缘密封连接。该环状密封部30的宽度也为2-3mm。
84.同样地,本实施例中,第一助焊件34仅包括环状助焊区341,即环状助焊区341内部为缺口,无实体部分。第二助焊件35也仅包括环状助焊区351,即环状助焊区351内部为缺口,无实体部分。并且,图9提供的过滤元件3的第一助焊件34的平均孔径、材质、厚度均适用于本实施例中的第一助焊件34和第二助焊件35。
85.与图6、图7、图7a及图9提供的过滤元件3相比,该实施例中提供的过滤元件3中,在第一滤膜32外侧加设第二滤膜33,可在不加大过滤组件100的体积的条件下,增大纳污容量,第一滤膜32和第二滤膜33之间设置第二助焊件35,且第一滤膜32的外边缘和第二滤膜33的外边缘正对第二助焊件35的环状助焊区351,熔融后,第二助焊件35的环状助焊区351的熔融物料与第一滤膜32的外边缘的熔融物料、第二滤膜33的熔融物料均混合成一体,所有熔融物料冷却后,第二助焊件35与第一滤膜32和第二滤膜33均形成有效的焊接连接。
86.在本技术的又一实施例中,如图11和图11c所示,该过滤元件3中,支撑板31的两端面也均设有第一滤膜32和第二滤膜33,支撑板31两端面的环状密封部30包括第一环状密封部30a和第二环状密封部30b,其中第二环状密封部30b位于第一环状密封部30a的外周,且
其高度高于第一环状密封部30a,即第一环状密封部30a和第二环状密封部30b呈台阶状设置,第一滤膜32的外边缘通过第一助焊件34与的环状助焊区341通过焊接固定至第一环状密封部30a,第二滤膜33的外边缘和第二助焊件35的环状助焊区351通过焊接固定至第二环状密封部30b。
87.与图6、图7、图7a及图9提供的过滤元件3相比,该实施例中提供的过滤元件3中,在第一滤膜32外侧加设第二滤膜33和第二助焊件35,可在不加大过滤组件100的体积的条件下,增大纳污容量。
88.与图10提供的过滤元件3相比,支撑板31的两端面均设置相互错开的第一环状密封部30a和第二环状密封部30b,二者分别用于焊接连接第一助焊件34的环状助焊区341和第一滤膜32的外边缘、第二助焊件35的环状助焊区351和第二滤膜33的外边缘,即第一助焊件34的环状助焊区341和第一滤膜32的外边缘与第二助焊件35的环状助焊区351和第二滤膜33的外边缘分开焊接,可避免由于需要在同一位置焊接的部件的层数过多,导致距离支撑板31的端面较远的第二滤膜33焊接不牢、虚焊的问题。
89.需要说明的是,由于本实施例中,第一环状密封部30a和第二环状密封部30b是空间错位的,因此,第一助焊件34的尺寸小于第二助焊件35的尺寸,第一滤膜32的尺寸小于第二滤膜33的尺寸。
90.同样地,本实施例中,第一助焊件34仅包括环状助焊区341,即环状助焊区341内部为缺口,无实体部分。第二助焊件35也仅包括环状助焊区351,即环状助焊区351内部为缺口,无实体部分。并且,图9提供的过滤元件3的第一助焊件34的平均孔径、材质、厚度均适用于本实施例中的第一助焊件34和第二助焊件35。
91.在本技术的其他实施例中,如图12所示的过滤元件3,第一助焊件34还具有一体形成于环状助焊区341内侧的缓冲区342,即环状助焊区341内不再是缺口结构,而是由与环状助焊区341相同材质构成的实体部分,该实体部分构成缓冲区342。
92.该缓冲区342对应于支撑板31的两端面位于环状密封部30所围的区域,以将第一滤膜32和支撑板31的端面隔开,即缓冲区342将第一滤膜32的中间区域的下游表面和支撑板31的两端面位于环状密封部30所围的区域隔开,从而在过滤过程中,第一滤膜32的上游表面和下游表面间存在压差的情况下,其中间区域朝着支撑板31的端面弯曲、靠近时,与第一滤膜32的中间区域的下游表面直接接触的是流体可透过的第一助焊件34的缓冲区342,二者间的摩擦作用力更为缓和、摩擦作用强度小,从而第一滤膜32的中间区域的下游表面受到的摩擦损伤更小,进而起到保护第一滤膜32的作用。
93.更优地,该实施例提供的第一助焊件34的缓冲区342的面积和第一滤膜32对应于环状密封部30所围的区域的面积均大于环状密封部30所围区域的面积。该面积关系的设置,使得密封固定好的第一助焊件34的缓冲区342和第一滤膜32朝着远离支撑板31的端面的方向略微向外鼓起,相当于略微增大了第一助焊件34的缓冲区342和第一滤膜32与支撑板31在环状密封部30所围区域的端面间的距离,这样,在过滤过程中,第一滤膜32由于其上游表面和下游表面间存在压差而朝着支撑板31的端面靠近时,因为该压差需要抵消第一滤膜32和第一助焊件34的缓冲区342向外鼓起的距离,所以,进一步降低了第一滤膜32和第一助焊件34的缓冲区342与支撑板31的端面的紧贴程度,保护第一滤膜32,也减小流动阻力。
94.例如,该第一助焊件34为一整张聚酯无纺布,其正对支撑板31的环状密封部30的
环形区域构成其环状助焊区341,环状助焊区341内部区域构成缓冲区342。
95.再如另一实施例中,如图13所示的过滤元件3,该实施例提供的过滤元件3与图12提供的过滤元件3相比,区别是在第一滤膜32的外侧加设第二助焊件35和第二滤膜33。
96.类似地,该实施例中,第一助焊件34具有环状助焊区341和一体形成于环状助焊区341内侧的缓冲区342,即环状助焊区341内不再是缺口结构,而是由与环状助焊区341相同材质构成的实体部分,该实体部分构成缓冲区342。
97.第二助焊件35也具有环状助焊区351和一体形成于环状助焊区351内侧的缓冲区352,即环状助焊区351内不再是缺口结构,而是由与环状助焊区351相同材质构成的实体部分,该实体部分构成缓冲区352。
98.例如,该第一助焊件34为一整张聚酯无纺布,其正对支撑板31的环状密封部30的环形区域构成其环状助焊区341,环状助焊区341内部区域构成缓冲区342。第二助焊件35也为一整张聚酯无纺布,其正对支撑板31的环状密封部30的环形区域构成其环状助焊区351,环状助焊区351内部区域构成缓冲区352。
99.以上已详细描述了本实用新型的较佳实施例,但应理解,在阅读了本实用新型的上述讲授内容之后,本领域技术人员可以对本实用新型作各种改动或修改。这些等价形式同样落于本技术所附权利要求书所限定的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1