同步移动及涂布之化学胶防漏加工自动整列涂胶装置的制作方法
1.本实用新型为一种同步移动及涂布之化学胶防漏加工自动整列涂胶装置,特别是一种应用于螺丝扣件预涂加工之同步移动及涂布之化学胶防漏加工自动整列涂胶装置。
背景技术:
2.如图1所示,习知化学胶防漏加工之涂胶装置p100,进行待涂布扣件的涂布作业时,存在着以下的缺点:
3.1.待涂布扣件60在环形轨道130上一边行进一边涂布时,因待涂布扣件60的持续行走,故涂布模块330除原先预定的涂布路径外,尚须计算待涂布扣件60在环形轨道130上的行走轨迹,当第一驱动螺杆20转速改变时,待涂布扣件60 的行走轨迹也须重新计算。
4.2.驱动旋转送料模块10之第一驱动螺杆20转速有些微变化时,例如马达 50转速不稳定,因涂布模块330与旋转送料模块10两者不同步,因此会造成待涂布扣件60在涂布时产生误差,将会严重影响待涂布扣件60的涂布良率。
5.3.习知技术为了克服当马达转速异常时,可能就无法完成待涂布扣件60 其图形涂布轨迹的问题,因此会使用摄影机,以拍照方式知晓待涂布扣件60的涂布图形后,将图形涂布轨迹搭配马达50的转速进行计算,如此才能换算图形涂布的正确轨迹。
6.4.待涂布扣件60于环形轨道130上一边行进一边涂布时,因旋转送料模块10是持续的行走,故涂布模块330之涂布范围,需较待涂布扣件60原涂布范围大,如此才能满足待涂布扣件60涂布范围要求,因此需要更大的设备空间。
技术实现要素:
7.本实用新型为一种同步移动及涂布之化学胶防漏加工自动整列涂胶装置,其主要是要解决涂布模块与旋转送料模块两者不同步,造成待涂布扣件在涂布时,经常产生误差及良率不佳的问题。
8.本实用新型提供一种同步移动及涂布之化学胶防漏加工自动整列涂胶装置,其包括:一旋转送料模块,其具有复数个载料单元用以承载复数个待涂布扣件,又旋转送料模块之一侧面设有复数个第一驱动块;一第一驱动螺杆,其具有一螺旋凹槽,当部分的复数个第一驱动块嵌入螺旋凹槽内时,第一驱动螺杆之旋转,将使螺旋凹槽带动被嵌入的该第一驱动块移动并进而使旋转送料模块进行环状移动;一涂布平台,其架设于一涂布区且位于复数个载料单元之上方侧,涂布平台上设有:一涂布滑轨,其系与涂布区之复数个载料单元平行设置;至少一涂布载台,其可滑动的设置于涂布滑轨上且一侧设有一第二驱动块;至少一涂布模块,其设置于至少一涂布载台上;及一第二驱动螺杆,其设有至少一往复凹槽,又一第二驱动块系嵌设于一往复凹槽内,第二驱动螺杆之旋转,将使一往复凹槽带动一第二驱动块移动,进而使至少一涂布载台带动至少一涂布模块在涂布滑轨上进行往复移动;一同步皮带,其连接并使第一驱动螺杆及第二驱动螺杆进行同步旋转;以及一马达,用以驱动第一驱动螺杆进行旋转;其中第二驱动螺杆及第一驱动螺杆,带动至少一涂布模块同步移动
的跟随对应之复数个待涂布扣件,以完成同步移动之跟随涂布作业。
9.藉由本实用新型的实施,至少可以达到下列进步功效:
10.一、可以使涂布模块与旋转送料模块两者同步,避免待涂布扣件在涂布时,产生涂布误差。
11.二、可以避免马达或第一驱动螺杆转速些微变化时,产生涂布误差。
12.三、可以免除待涂布扣件行走轨迹因马达转速变化须要不断的重新计算。
13.四、拍照知晓待涂布扣件的涂布图形后,不用特别换算图形涂布轨迹。
14.以及
15.五、可以缩减涂胶装置所占用的设备空间。
16.为了使任何熟习相关技艺者了解本实用新型之技术内容并据以实施,且根据本说明书所揭露之内容、申请专利范围及图式,任何熟习相关技艺者可轻易地理解本实用新型相关之目的及优点,因此将在实施方式中详细叙述本实用新型之详细特征以及优点。
附图说明
17.图1为习知化学胶防漏加工自动整列涂胶装置之示意图;
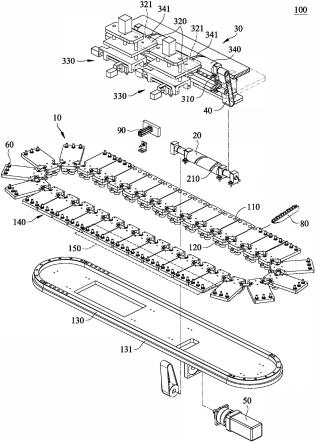
18.图2为化学胶防漏加工自动整列涂胶装置之分解实施例图;
19.图3为化学胶防漏加工自动整列涂胶装置之结合实施例图;
20.图4为旋转送料模块之局部立体分解实施例图;
21.图5为第一驱动螺杆之立体实施例图;
22.图6为涂布平台之立体分解实施例图;
23.图7为化学胶防漏加工自动整列涂胶装置之局部侧视实施例图;
24.图8为第二驱动螺杆之立体实施例图;以及
25.图9为配置影像检测单元及进料单元及卸料单元之实施例图。
26.附图中各部件的标记如下:
27.p100..............习知化学胶防漏加工之涂胶装置
28.100................同步移动及涂布之化学胶防漏加工自动整列涂胶装置
29.10.................旋转送料模块
30.110................载料单元
31.120................第一驱动块
32.130................环状轨道
33.131................座板
34.140................链盘
35.141................链条
36.142................载盘
37.143................滑轮
38.150................涂布区
39.20.................第一驱动螺杆
40.210................螺旋凹槽
41.30.................涂布平台
42.310................涂布滑轨
43.320................涂布载台
44.321................第二驱动块
45.322................胶针
46.330................涂布模块
47.333................三轴驱动模块
48.340................第二驱动螺杆
49.341................往复凹槽
50.342................去程凹槽
51.343................回程凹槽
52.40.................同步皮带
53.50.................马达
54.51x...............x轴步进马达
55.51y...............y轴步进马达
56.51z...............z轴步进马达
57.52x...............x轴驱动螺杆
58.52y...............y轴驱动螺杆
59.52z...............z轴驱动螺杆
60.60.................待涂布扣件
61.70.................影像检测单元
62.80.................进料单元
63.90.................卸料单元。
具体实施方式
64.如图2及图3所示,本实施例为一种同步移动及涂布之化学胶防漏加工自动整列涂胶装置100,其包括:一旋转送料模块10;一第一驱动螺杆20;一涂布平台30;一同步皮带40;以及一马达50。
65.如图4及图5所示,旋转送料模块10,其具有复数个例如是置放孔/槽的载料单元110,载料单元110是用以承载复数个例如是螺丝扣件的待涂布扣件60,又旋转送料模块10之一侧面设有复数个第一驱动块120。
66.在有需要的情况下,载料单元110可以是一置放孔,用以承载可旋转的治具模块,此时将待涂布扣件60设于治具模块上,当治具模块被驱动而旋转时,待涂布扣件60也将跟着治具模块进行旋转。
67.具体而言,旋转送料模块10可以具有:一环状轨道130;以及一链盘140。环状轨道130设置于一座板131上,链盘140系可滑动的设置于环状轨道130 上,因此链盘140可以在环状轨道130上进行持续性的环状移动。
68.链盘140系由复数个链条141连接复数个载盘142所形成,且载盘142 设有一第一驱动块120,载盘142在第一驱动块120的驱动下可以互相连动,又每一载盘142藉由滑轮143夹设于环状轨道130上,因此可以在环状轨道130 上顺畅滑动。
69.第一驱动螺杆20,其具有连续状之一螺旋凹槽210,当一部分的第一驱动块120嵌入螺旋凹槽210内后,又第一驱动螺杆20旋转时,将会带动螺旋凹槽210旋转,因而使得螺旋凹槽210带动被嵌入的第一驱动块120移动,进而使旋转送料模块10在环状轨道130上进行单一方向的环状移动。
70.如图3、图6及图7所示,涂布平台30,其为一支撑用平台,涂布平台 30系架设邻近于旋转送料模块10之一涂布区150,且位于复数个载料单元110 之上方侧,涂布平台30上设有:一涂布滑轨310;至少一涂布载台320;至少一涂布模块330;一第二驱动螺杆340。
71.涂布滑轨310,其系与涂布区150之复数个载料单元110平行设置,也就是说,涂布滑轨310与复数个载料单元110是上、下及/或左、右错位,但实际上又互相平行的设置。
72.涂布载台320,其藉由滑轮143可滑动的夹设于涂布滑轨310上,且涂布载台320之一侧设有一第二驱动块321,因此涂布载台320可以在第二驱动块321 的驱动下在涂布滑轨310上进行往复的直线滑动。
73.涂布模块330,其系一对一的设置于一涂布载台320上,如果要增加涂布效率,也可以设置多个涂布模块330及/或胶针322,且分别设置于多个涂布载台 320上;又涂布模块330用以进行涂布之一胶针322,其可以藉由一三轴驱动模块333所控制。
74.上述之三轴驱动模块333系由三个x、y及z步进马达51x、51y、51z,分别驱动三支x、y及z驱动螺杆52x、52y、52z,以带动胶针322进行x、y、及/或z轴之移动,因此胶针322可以在待涂布扣件60的四周及上、下进行环绕式的涂布。
75.如图6及图8所示,第二驱动螺杆340,其设有至少一往复凹槽341,因为涂布载台320之第二驱动块321系永久性的嵌设于往复凹槽341内,因此当第二驱动螺杆340旋转时,将会带动往复凹槽341旋转,而使得往复凹槽341带动一第二驱动块321移动,进而使涂布载台320带动涂布模块330,在涂布滑轨310 上进行往复移动。
76.为了达成往复之功效,往复凹槽341可以为一三角形状之封闭式凹槽,因为是闭式的凹槽为一个循环,因此可以使第二驱动块321在凹槽内完成往复移动。又可将往复行程设计为一定比例,且去程大于回程,故涂布时可缓慢移动,但回程时可快速复归。
77.设置时三角形封闭式凹槽的一个三角形顶部,系朝向涂布滑轨310而设置,又使三角形封闭式凹槽的三角形顶部之两侧为去程凹槽342,也就是驱动涂布载台320使涂布模块330进行跟随涂布作业,又三角形底部为回程凹槽343,也就是驱动涂布载台320回到起始位置。
78.为了精准的使涂布模块330与载料单元110进行同步移动,所以一块载盘142的行程,设计成等于第二驱动螺杆340上,一个去程凹槽342的去程,因此只要行走一块载盘142的行程,即可同步完成载盘142上载料单元110内待涂布扣件60的图形涂布。
79.同步皮带40,其用以连接第一驱动螺杆20及第二驱动螺杆340,并使得第一驱动螺杆20及第二驱动螺杆340,在同步皮带40的带动下进行同步旋转。因为第一驱动螺杆20及第二驱动螺杆340两机构是同步进行运作,因此可确保载盘142与涂布载台320上的涂布模块330,两者的移动距离相等且同时移动,故本实施例的设备空间可比习知的设备空间更小。
80.马达50,其系作为整个化学胶防漏加工自动整列涂胶装置100的动力源,马达50用以驱动第一驱动螺杆20进行旋转,又第一驱动螺杆20藉由同步皮带 40驱动第二驱动螺杆340同步旋转。
81.本实施例最大特色之一是,涂布模块330只需在原预定路径上涂布,不须另外计算在涂布滑轨310之行走轨迹,且因为涂布模块330与载料单元110已经藉由第二驱动螺杆340及第一驱动螺杆20的同步旋转而同步运作,故待涂布扣件60之涂布不受环形轨道转速变化而影响。
82.也就是说,藉由第二驱动螺杆340及第一驱动螺杆20的同步旋转,最终可带动涂布模块330的胶针322,以同步移动的方式,跟随对应着待涂布扣件60,一边移动一边持续进行涂胶,也就是待涂布扣件60移动到哪里,胶针322就跟随着到哪里,以完成同步移动之跟随涂胶作业。
83.如图9所示,又一般而言,旋转送料模块10位于涂布区150之上游处,可以设有一例如是ccd(charge coupled device:电荷耦合组件)之影像检测单元 70,用以判读涂胶路径。
84.又旋转送料模块10位于影像检测单元70之上游处,亦可设有一进料单元80,用以进行待涂布扣件60的持续性供料。此外,旋转送料模块10位于涂布区150之下游处,亦可设有一卸料单元90,用以完成待涂布扣件60于涂布完成后的卸料作业。此外,在有需要的情况下,在涂布区150之下游处与卸料单元 90之上游处之间可增设一组烘干单元。
85.惟上述各实施例系用以说明本实用新型之特点,其目的在使熟习该技术者能了解本实用新型之内容并据以实施,而非限定本实用新型之专利范围,故凡其他未脱离本实用新型所揭示之精神而完成之等效修饰或修改,仍应包含在以下所述之申请专利范围中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1