一种醋酸装置高压尾气回收系统的制作方法
1.本实用新型涉及尾气回收技术领域,更具体地说,是涉及一种醋酸装置高压尾气回收系统。
背景技术:
2.醋酸是一种重要的有机化工产品,主要用于醋酸乙烯(vam)、醋酸酯、醋酸酐、对苯二甲酸(pta)、氯醋酸、双乙烯酮等产品的生产,是合成纤维、胶粘剂、医药、染料医药、染料和农药的重要原料。此外,它还是优良的有机溶剂,在化工、轻纺、塑料、医药、橡胶以及染料等行业有着十分广泛的用途。
3.甲醇羰基化法制取醋酸是目前醋酸行业主流的醋酸产品生产方法,反应原料为甲醇和一氧化碳,其在反应过程中为防止铑催化剂沉淀,控制反应系统有一氧化碳排放至火炬系统燃烧,不仅造成了原料一氧化碳消耗高,增加生产成本,同时也造成能源浪费,污染环境,因此需要对该放空尾气进行回收利用。
技术实现要素:
4.为解决目前醋酸装置高压尾气放空回收问题,本实用新型提出一种醋酸装置高压尾气回收系统,一路流程并入厂区燃料气管网作为热风炉燃料气使用,一路流程通过隔膜压缩机增压后,送至甲醇装置进行处理回收利用,为避免高压尾气在甲醇装置不具备回收条件或隔膜压缩机进行检修时,造成尾气放空,期间可将其并入燃料气管网作为热风炉燃料气使用,提高尾气回收效率,降低生产成本,节约能耗,避免环境污染。
5.本实用新型的目的是通过以下技术方案实现的。
6.本实用新型醋酸装置高压尾气回收系统,包括高压吸收塔、高压尾气冷却器、富液甲醇罐、高压分液罐,所述高压吸收塔上部连接甲醇管线,下部连接醋酸合成工序尾气管线,所述高压吸收塔塔釜通过管线连接至富液甲醇罐,所述富液甲醇罐底部通过管线连接至醋酸合成工序,所述高压吸收塔塔顶出口经高压尾气冷却器连接至高压分液罐顶部入口,所述高压分液罐顶部出口连接放空管线至火炬放空,所述放空管线上设置有第四调节阀,所述高压分液罐顶部出口连接燃烧管线至燃料气管网;所述放空管线连接有回收管线,所述回收管线上由入口端至出口端依次设置有气液分离器和隔膜压缩机;所述回收管线入口端连接至第四调节阀进口连接的放空管线上,所述回收管线出口端分为三路,第一路管线连接至高压分液罐顶部入口,第二路管线连接至第四调节阀出口连接的放空管线上沿气体走向送至火炬放空,第三路管线连接至甲醇装置变换工序的变换气管线沿气体走向送至甲醇装置的洗氨塔,所述洗氨塔顶部出口通过管线连接绕管换热器送至甲醇酸脱工序,所述洗氨塔底部连接凝液管线至煤气化装置尾气洗涤系统。
7.所述高压分液罐和燃料气管网之间连接的管线上设置有第一调节阀;所述回收管线上由入口端至出口端依次设置有第一切断阀、第二调节阀、气液分离器、第四流量计、第五旋塞阀、隔膜压缩机、第七压力变送器、第八旋塞阀;所述回收管线出口端的第一路管线
上沿气体走向设置有第五调节阀、第二旋塞阀,第二路管线上沿气体走向设置有第三调节阀、第二球阀,第三路管线上沿气体走向依次设置有第九调节阀、第十流量计、第十四压力变送器、第十二旋塞阀。
8.与现有技术相比,本实用新型的技术方案所带来的有益效果是:
9.本实用新型在高压分液罐顶部端口连接燃烧管线及第一调节阀至燃料气管网,高压分液罐放空管线至变换气管线设置有第一切断阀、第二调节阀、第三气液分离器、第四流量计、第五旋塞阀、第六隔膜压缩机、第八旋塞阀、第九调节阀、第十流量计、第十二旋塞阀,按工艺介质流向用管线进行串联连接,隔膜压缩机出口设置有回流管线、放空管线及第一调节阀、第二旋塞阀、第三调节阀、第四球阀,将高压尾气送入燃料气管网或经隔膜压缩机增压后送至甲醇洗氨塔,达到了尾气回收的目的,实现了能耗的降低、避免了环境污染。
附图说明
10.图1是原高压尾气放空工序示意图;
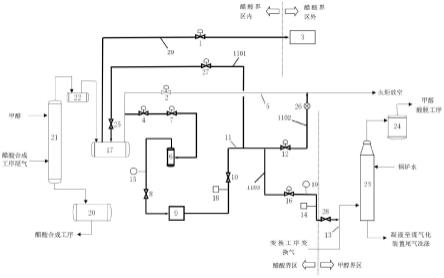
11.图2是本实用新型醋酸装置高压尾气回收系统示意图。
12.附图标记:1-第一调节阀,2-第四调节阀,3-燃料气管网,4-第一切断阀,5-放空管线,6-气液分离器,7-第二调节阀,8-第五旋塞阀,9-隔膜压缩机,10-第八旋塞阀,11-回收管线,1101-第一路管线,1102-第二路管线,1103-第三路管线,12-第三调节阀,13-变换气管线,14-第十四压力变送器、15-第四流量计,16-第九调节阀,17-高压分液罐,18-第七压力变送器,19-第十流量计,20-富液甲醇罐,21-高压吸收塔,22-高压尾气冷却器,23-洗氨塔,24-绕管换热器,25-第二旋塞阀,26-第二球阀,27-第五调节阀,28-第十二旋塞阀,29-燃烧管线。
具体实施方式
13.下面结合附图对本实用新型作进一步的描述。
14.原工艺中高压尾气工序布置及原理,如图1所示。主要包括高压吸收塔21、高压尾气冷却器22、富液甲醇罐20、高压分液罐17。所述高压吸收塔21下部连接醋酸合成工序尾气管线,上部连接甲醇管线。所述高压吸收塔21塔釜通过管线连接至富液甲醇罐20,所述富液甲醇罐20底部连接管线至醋酸合成工序。所述高压吸收塔21塔顶出口经高压尾气冷却器22冷凝后通过管线连接至高压分液罐17顶部入口,所述高压分液罐17顶部出口连接放空管线5至火炬放空,所述放空管线5上设置有第四调节阀2。
15.原工艺工作流程:来自合成工序的放空尾气进入高压吸收塔21,经甲醇吸收碘甲烷、醋酸等有机物后,塔釜富液甲醇送至富液甲醇罐20返回至合成工序,塔顶含一氧化碳、氢气、二氧化碳等不凝气经高压尾气冷却器22冷却后送至高压分液罐17,经高压分液罐17进一步气、液分离后,送至火炬放空进行燃烧处理。
16.本实用新型醋酸装置高压尾气回收系统是在原高压尾气放空工序的基础上进行改进,如图2所示,增加了高压分液罐17至燃料气管网3流程,高压分液罐17的原放空管线连接至甲醇装置变换工序的变换气管线13送至洗氨塔23流程。具体改进内容:
17.将高压分液罐17顶部出口连接燃烧管线29至燃料气管网3,且该管线上设置有第一调节阀1。所述放空管线5连接有回收管线11,所述回收管线11上由入口端至出口端依次
设置有第一切断阀4、第二调节阀7、气液分离器6、第四流量计15、第五旋塞阀8、隔膜压缩机9、第七压力变送器18、第八旋塞阀10。所述回收管线11入口端连接至第四调节阀2进口连接的放空管线5上,所述回收管线11出口端分为三路,第一路管线1101(即回流管线)连接至高压分液罐17顶部入口,第二路管线1102连接至第四调节阀2出口连接的放空管线5上沿气体走向送至火炬放空,第三路管线1103连接至甲醇装置变换工序的变换气管线13沿气体走向送至甲醇装置的洗氨塔23,所述洗氨塔23顶部出口通过管线连接绕管换热器24送至甲醇酸脱工序,所述洗氨塔23底部连接凝液管线至煤气化装置尾气洗涤系统,回收凝液。其中,所述回收管线11出口端的第一路管线1101上沿气体走向设置有第五调节阀27、第二旋塞阀25,第二路管线1102上沿气体走向设置有第三调节阀12、第二球阀26,第三路管线1103上沿气体走向依次设置有第九调节阀16、第十流量计19、第十四压力变送器14、第十二旋塞阀28。
18.将高压尾气经第四调节阀2至火炬放空,切换至经第一调节阀1至燃料气管网3作为热风炉燃料使用,或经第一切断阀4、气液分离器6、第二调节阀7、隔膜压缩机9、第九调节阀16增压后,送至甲醇装置变换工序的变换气管线13,沿物料走向送至洗氨塔23,从而实现了高压尾气回收的目的。
19.本实用新型醋酸装置高压尾气回收系统的回收方法,包括以下步骤:
20.1)新增的燃烧管线29、回收管线11及第一路管线1101、第二路管线1102、第三路管线1103吹扫、气密、置换合格。
21.2)新增仪表调节阀、变送器、流量计等调试合格投入使用。
22.3)检查隔膜压缩机油路、气路等仪表附件完好并投入使用,确认具备启机条件。
23.4)打开第一切断阀4、第五旋塞阀8、第八旋塞阀10、第二球阀26、第二旋塞阀25、第二调节阀7、第五调节阀27,启动隔膜压缩机9,待隔膜压缩机9运行稳定后,缓慢关小第五调节阀27直至第七压力变送器18数值满足要求,缓慢打开第三调节阀12,关小第四调节阀2,期间保持第七压力变送器18数值稳定,直至第四调节阀2全部关闭,当甲醇装置具备高压尾气回收条件后,打开第十二旋塞阀28,缓慢打开第九调节阀16,同时关小第三调节阀12,期间需始终保持第七压力变送器18数值稳定,直至第三调节阀12全部关闭,高压尾气回收至甲醇装置;当甲醇装置不具备高压尾气回收条件时,打开第一调节阀1,关闭第五调节阀27,高压尾气送至燃料气管网3使用。
24.尽管上面结合附图对本实用新型进行了描述,但本实用新型并不局限于上述的具体功能和工作过程,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本实用新型的启示下,在不脱离本实用新型宗旨和权利要求所保护的范围情况下,还可做出很多形式,均属于本实用新型的保护之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1