一种涂布模头及涂布设备的制作方法
1.本技术涉及涂布设备技术领域,具体涉及一种涂布模头及涂布设备。
背景技术:
2.狭缝挤压涂布作为一种精密的湿式涂布技术,其工作原理为,浆料在一定压力一定流量下沿着涂布模头的缝隙挤压喷出而转移到基材上。相比其它涂布方式,具有很多优点,如涂布速度快、精度高、湿厚均匀。
3.现有的流量调节机构固定于上模头上,其占用竖直空间较大,对于组装有该流量调节机构的整体设备而言,在运输过程中,需要较大的包装箱体,并且,突出的调节装置容易受到碰撞,轻则影响调节的灵敏度,严重会造成调节装置报废。
技术实现要素:
4.因此,本技术所要解决的技术问题在于现有技术中的涂布装置由于整机高度方向占用空间较大,导致在运输过程中,容易受到碰撞,不便于包装、转运的问题。
5.为此,本技术提供一种涂布模头,包括:
6.呈相对设置的上模和下模,所述上模和所述下模共同形成适于浆料流通的涂布狭缝;
7.第一调节机构,所述第一调节机构包括:
8.驱动件,沿第一方向设置在所述上模和/或所述下模上;
9.第一调节件,沿第二方向设置在所述上模和/或所述下模上,所述第一方向与所述第二方向呈夹角,所述第一调节件连接于所述驱动件,所述第一调节件具有在所述驱动件的作用下伸入所述涂布狭缝内的第一状态;
10.换向组件,设置在所述驱动件和所述第一调节件之间,所述换向组件用以改变所述驱动件作用于所述第一调节件上的作用力的方向。
11.可选地,上述的涂布模头,
12.所述上模和/或所述下模包括第一变形部和第一基部;
13.所述涂布模头还包括第二调节机构,所述第二调节机构包括推拉件,所述推拉件与所述第一变形部连接,所述推拉杆具有在外力的驱动下驱动所述第一变形部靠近或远离所述第一基部的第二状态,在所述第二状态下,所述下模的下唇口相对于所述上模的上唇口翘曲。
14.可选地,上述的涂布模头,
15.所述上模和/或所述下模包括第二变形部和第二基部;
16.所述涂布模头还包括第三调节机构,所述第三调节机构包括第二调节件和第三调节件,所述第二调节件与所述第二变形部固定连接,所述第二调节件的第一旋接部旋接于所述第三调节件的第二旋接部,所述第三调节件的第三旋接部旋接于所述第二基部的第四旋接部;
17.所述第三调节件具有在外力的作用下带动所述第二变形部靠近或远离所述第二基部的第三状态,在所述第三状态下,所述上模的上唇口相对于所述下模的下唇口翘曲。
18.可选地,上述的涂布模头,
19.所述上模上还设有第四调节机构,所述第四调节调节机构包括:动力传输件和第四调节件,所述动力传输件的输出端与所述第四调节件连接;
20.所述第四调节件具有第四状态,所述第四调节状态为受所述动力传输件驱动以往返于所述涂布狭缝内。
21.可选地,上述的涂布模头,
22.还包括所述第一调节机构包括驱动板,所述驱动板与所述驱动件通信连接。
23.可选地,上述的涂布模头,
24.所述上模和/或下模上开设有若干容置槽,所述第一调节机构固定于所述容置槽内。
25.可选地,上述的涂布模头,
26.所述换向组件为凸轮组件,所述凸轮组件包括:
27.凸轮座;
28.滑动件,沿所述第二方向滑动设置于所述凸轮座上,所述滑动件与所述第一调节件连接;
29.凸轮体,可转动地设置在所述滑动件内,与所述驱动件的输出轴固定连接。
30.可选地,上述的涂布模头,
31.所述凸轮座开设有滑槽,所述滑动件通过所述滑槽与所述凸轮座滑动连接;
32.或
33.所述凸轮座上设有交叉滚子导轨,所述滑动件通过所述交叉滚子导轨与所述凸轮座滑动连接。
34.可选地,上述的涂布模头,
35.所述换向组件还包括位移测量件,所述位移测量件设置在所述凸轮座上,以检测所述滑动件相对于所述凸轮座的位移量。
36.可选地,上述的涂布模头,
37.所述位移测量件包括光栅尺和光栅尺读头,所述光栅尺设置于所述滑动件与所述凸轮座之间,所述光栅尺读头设于所述光栅尺上并与所述驱动板通信连接;
38.或
39.所述位移测量件为位移传感器,所述位移传感器设置于所述凸轮座上并与所述驱动板通信连接。
40.可选地,上述的涂布模头,
41.所述驱动件为直线驱动件;所述换向组件为第一楔形随动组件,所述第一楔形随动组件包括:
42.楔形块,所述楔形块的一端与所述直线驱动件的输出轴连接;
43.随动轮,所述随动轮与所述楔形块的斜面抵接;
44.自恢复弹性轴,所述自恢复弹性轴的第一端与所述随动轮连接固定,所述自恢复弹性轴的第二端与所述第一调节件连接;
45.或
46.所述换向组件为第二楔形随动组件,所述第二楔形随动组件包括:
47.丝杆,所述丝杆与所述驱动件的输出轴连接;
48.螺母座,设于所述丝杆上;
49.第一楔形块,固定于所述螺母座上;
50.第二楔形块,与所述第一楔形块适配,所述第二楔形块与所述第一调节件连接;
51.弹性件,所述弹性件拉紧所述第一楔形块与所述第二楔形块;
52.第一滑轨和第二滑轨,所述螺母座设于所述第一滑轨上,所述第一滑轨沿所述第一方向延伸;所述第二楔形块设于所述第二滑轨上,所述第二滑轨沿所述第二方向延伸。
53.可选地,上述的涂布模头,
54.形成所述涂布狭缝的狭缝成型面的材料为陶瓷材料;
55.可选地,上述的涂布模头,
56.所述上模和所述下模均为陶瓷材料的一体结构;或
57.在所述上模和所述下模中,二者中至少一个包括:陶瓷构件和支撑壳体,所述陶瓷构件和支撑壳体固定连接,所述陶瓷构件远离所述支撑壳体的一侧为形成狭缝成型面。
58.可选地,上述的涂布模头,
59.所述涂布模头还包括至少一个中模,所述中模设置在所述上模和所述下模之间。
60.可选地,上述的涂布模头,
61.所述中模的材料为陶瓷材料。
62.一种涂布设备,包括上述的涂布模头。
63.本技术提供的技术方案,具有如下优点:
64.本技术提供的涂布模头,通过设置换向组件将驱动件沿第一方向的输出换向第二方向的运动,使得第一调节机构能够依据使用需求进行安装,避免增加整机的高度,减少了第一调节机构在整机高度方向的空间占用,方便包装、转运,也能够避免遭到碰撞而造成损坏。
附图说明
65.为了更清楚地说明本技术具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本技术的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
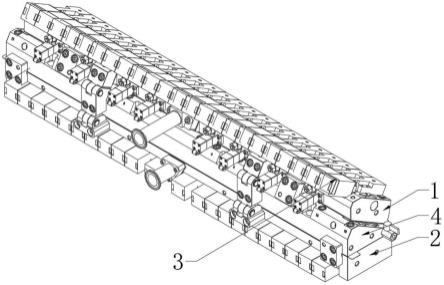
66.图1为本技术的实施例中所提供的一种涂布模头的结构示意图;
67.图2为图1中所提供的主视图;
68.图3为图2沿a-a方向的剖视图;
69.图4为本技术的实施例中所提供的涂布模头中第一调节机构的结构示意图;
70.图5为本技术的实施例中所提供的涂布模头中凸轮组件的结构示意图;
71.图6为本技术的实施例中所提供的另一种涂布模头的结构示意图;
72.图7为图6中所提供的主视图;
73.图8为图7沿b-b方向的剖视图;
74.图9为本技术的实施例中所提供的涂布模头中第一调节机构的另一种结构示意图;
75.图10为图9的俯视图;
76.图11为图10沿c-c方向的剖视图;
77.图12为本技术的实施例中所提供的涂布模头中采用陶瓷构件和支撑壳体相互拼接方式连接的结构示意图;
78.附图标记说明:
79.1-上模;11-第一陶瓷构件;12-第一支撑壳体;
80.2-下模;21-第二陶瓷构件;22-第二支撑壳体;
81.3-第一调节机构;
82.31-驱动件;32-输出轴;32-第一调节件;321-杆体;322-截流块;
83.33-换向组件;331-凸轮组件;3311-凸轮座;3312-滑动件;3313-凸轮体;3314-交叉滚子导轨;3315-轴承;3316-光栅尺;3317-光栅尺读头;3318-位移测量件;
84.332-第二楔形随动组件;
85.3321-丝杆;3322-螺母座;3323-第一楔形块;3324-第二楔形块;3325-弹性件;3326-第一滑轨;3327-第二滑轨;
86.34-驱动板;
87.35-安装壳体;
88.4-中模。
具体实施方式
89.下面将结合附图对本技术的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
90.在本技术的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
91.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
92.此外,下面所描述的本技术不同实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
93.实施例1
94.本实施例提供一种涂布模头,如图1和图2所示,包括:呈相对设置的上模1、下模2以及第一调节机构3。其中,上模1和下模2共同形成适于浆料流通的涂布狭缝;第一调节机
构3包括:驱动件31、第一调节件32以及换向组件33;驱动件31沿第一方向设置在上模1和下模2上;沿第二方向设置在上模1和下模2上,第一方向与第二方向呈夹角,第一调节件32连接于驱动件31,第一调节件32具有在驱动件31的作用下伸入涂布狭缝内的第一状态;换向组件33设置在驱动件31和第一调节件32之间,换向组件33用以改变驱动件31作用于第一调节件32上的作用力的方向。
95.本实施例提供的涂布模头,通过设置换向组件33将驱动件31沿第一方向的输出换向第二方向的运动,使得第一调节机构3能够依据使用需求进行安装,避免增加整机的高度,减少了第一调节机构3在整机高度方向的空间占用,方便包装、转运,也能够避免遭到碰撞而造成损坏。
96.本实施例中,如图1、图2和图3所示,第一调节机构3固定于上模1和下模2上,不改变现有涂布模头的尺寸上,仅需要在模头上开设固定孔,以固定第一调节机构3。本实施例提供的第一调节机构3的固定方式对于涂布模头的改变较小,无需对模头进行大量的切削,涂布模头外可以设置罩体,将所有第一调节机构3罩于其中,罩体起到对于整机的保护和防尘作用。
97.在其他可选的实施方式中,图6、图7和图8所示,上模1以及下模2上设有容置槽,容置槽内固定若干第一调节机构3,容置槽的开口处设置罩体,将所有流量自动调节装置罩于其中;具体来说,模头的长度方向上设置凸梁,凸梁的上开设供驱动件31的输出轴311穿过的通孔,电机固定于凸梁的一侧,换向组件33固定于凸梁的另一侧,从而,流量自动调节装置嵌入式固定于模头上,节约模头空间,方便进行固定,同样进行罩体保护。
98.具体在本实施例中,如图4所示,涂布模头还包括第一调节机构3包括驱动板34,驱动板34与驱动件31通信连接,以实现驱动板34对驱动件31的电控制。
99.在本实施例中,如图4所示,换向组件33为凸轮组件331,凸轮组件331包括:凸轮座3311、滑动件3312以及凸轮体3313。其中,滑动件3312滑动设置于凸轮座3311上,滑动件3312与第一调节件32连接;凸轮体3313可转动地嵌设于滑动件3312内,凸轮体3313固定于驱动件31的输出端上。具体来说,驱动件31选用电机,电机的输出端为输出轴311,当电机的输出轴311转动时,可以带动凸轮体3313旋转,而凸轮体3313旋转时,则进一步带动滑动件3312在凸轮座3311内做往复运动。从而,实现了滑动件3312在凸轮座3311上可往复运动,滑动件3312带动调节件沿涂布模头的高度方向运动以调节涂布面密度。提高了调节件的运动流畅性,提升了涂布的均一性。
100.本实施例中,凸轮座3311上设有交叉滚子导轨3314,滑动件3312通过交叉滚子导轨3314与凸轮座3311滑动连接。采用交叉滚子导轨3314,有利于滑动件3312更顺畅的滑动。
101.在其他可选的实施方式中,凸轮座3311可开设有滑槽,滑动件3312通过滑槽与凸轮座3311滑动连接。
102.本实施例中,第一调节件32可以选用截面呈t型的块状结构,具体来说,第一调节件32包括杆体321和截流块322,杆体321的一端连接凸轮座3311,另一端固定连接截流块322,本实施例中,所述截流块322与杆体321一体成型。
103.具体在本实施例中,如图4所示,换向组件33还包括位移测量件3318,位移测量件3318设置在凸轮座3311上,以检测滑动件3312相对于凸轮座3311的位移量。具体来说,如图4所示,位移测量件3318为位移传感器,位移传感器设置于凸轮座3311上并与驱动板34通信
连接。例如:位移传感器可以采用lvdt位移传感器。当然,在其他可选的实施方式中,也可以选用其他位置检测件,只要能够检测滑动件3312相对于凸轮座3311之间的位移即可。
104.在其他可选的实施方式中,位移测量件3318包括光栅尺3316和光栅尺3316读头,光栅尺3316设置于滑动件3312与凸轮座3311之间,光栅尺3316读头设于光栅尺3316上并与驱动板34通信连接。
105.本实施例中,如图4所示,换向组件33还包括安装壳体35,所述凸轮组件331安装于所述安装壳体35内,所述安装壳体35内还嵌入轴承3315,所述电机的输出轴311的穿过轴承3315连接所述凸轮体3313,通过加装轴承3315,进一步限制电机的输出轴311远端的偏心转动。
106.作为换向组件33的第一种替代实施方式,驱动件31为直线驱动器;换向组件33为第一楔形随动组件,第一楔形随动组件包括:楔形块、随动轮以及自恢复弹性轴。其中,楔形块的一端与直线驱动件31的输出轴311连接;随动轮与楔形块的斜面抵接;自恢复弹性轴的第一端与随动轮连接固定,自恢复弹性轴的第二端与第一调节件32连接;
107.作为换向组件33的第二种替代实施方式,如图9、图10以及图11所示,换向组件33为第二楔形随动组件332,第二楔形随动组件332包括:丝杆3321、螺母座3322、第一楔形块3323、第二楔形块3324、弹性件3325、第一滑轨3326和第二滑轨3327。其中,丝杆3321与驱动件31的输出轴311连接;螺母座3322设于丝杆3321上;第一楔形块3323固定于螺母座3322上;第二楔形块3324与第一楔形块3323适配,第二楔形块3324与第一调节件32连接;弹性件3325拉紧第一楔形块3323与第二楔形块3324;螺母座3322设于第一滑轨3326上,第一滑轨3326沿第一方向延伸;第二楔形块3324设于第二滑轨3327上,第二滑轨3327沿第二方向延伸。
108.实施例2
109.本实施例提供了一种涂布模头,其与实施例1中提供的涂布模头相比,存在的区别之处在于,
110.本实施例中的涂布模头中,仅在上模1上设置第一调节机构3,下模2包括第一变形部和第一基部;
111.在下模2上设置第二调节机构,第二调节机构包括推拉件,推拉件与第一变形部连接,推拉杆具有在外力的驱动下驱动第一变形部靠近或远离第一基部的第二状态,在第二状态下,下模2的下唇口相对于上模1的上唇口翘曲。
112.在第二状态下,推拉杆的推拉动作可以实现涂布模头下模2唇口的变形,进而调节凸部狭缝的出口处的间隙,进而改变涂布的局部厚度,进一步实现调节涂布的均一性。而采用本实施例中的上模1与下模2的双调节的方式,在满足不额外增加整机高度的基础上,实现了对涂布厚度的调节,进一步提高涂布模头的适用性。
113.实施例3
114.本实施例提供了一种涂布模头,其与实施例1或实施例2中提供的涂布模头相比,存在的区别之处在于,
115.本实施例中,第一调节机构3设置在下模2上,上模1上设置有第三调节机构,第三调节机构包括第二调节件和第三调节件,第二调节件与第二变形部固定连接,第二调节件的第一旋接部旋接于第三调节件的第二旋接部,第三调节件的第三旋接部旋接于第二基部
的第四旋接部;第三调节件具有在外力的作用下带动第二变形部靠近或远离第二基部的第三状态,在第三状态下,上模1的上唇口相对于下模2的下唇口翘曲。
116.具体来说,第二调节件和第三调节件均为螺栓,对应地,旋接部均为螺纹面。
117.在本实施例中,当第三调节件转动时,第三调节件将带动第二调节件朝向靠近或远离第二基部方向运动,进而,对于上模1来说,第二变形部在第二调节件的带动下朝向靠近或远离第二基部的方向运动,也即实现上模1头唇口处的翘曲。
118.实施例4
119.本实施例提供了一种涂布模头,其与实施例1-实施例3中任一个实施例中提供的涂布模头相比,存在的区别之处在于,
120.下模2上设有第一调节机构3,上模1上设有第四调节机构,第四调节调节机构包括:动力传输件和第四调节件,动力传输件的输出端与第四调节件连接;第四调节件具有第四状态,第四调节状态为受动力传输件驱动以往返于涂布狭缝内。
121.本实施例中,动力传输件为微分头,微分头的输出端通过联轴器连接第四调节件,本实施例中的第四调节件的结构与实施例1中的第一调节件32的结构类似,均为截面呈t型的块体结构。
122.本实施例提供的涂布模头,通过手动旋转微分头的方式,实现第四调节件伸入涂布狭缝,进而第四调节件实现通过截流的方式调节涂布狭缝内的流量。
123.实施例5
124.本实施例提供了一种涂布模头,其与实施例1-实施例4中任一个实施例中提供的涂布模头相比,存在的区别之处在于,
125.形成涂布狭缝的狭缝成型面的材料为陶瓷材料;上模1和下模2均为陶瓷材料的一体结构;本技术提供的涂布模头,通过保证涂布狭缝的狭缝成型面的材料采用陶瓷材料,使得浆料在涂布过程中,涂布狭缝的狭缝成型面的耐磨性能以及耐腐蚀性能均有较大的提高;即使有较少的陶瓷材料磨损进入浆料,对浆料的影响亦是微乎其微的,不会影响电池极片的性能,从而有效保证了成品电池极片的良品率。此外,采用整体结构设置上模1以及下模2,进一步提高了整体结构的一体型,避免材料脱落的问题出现。
126.本实施例中,陶瓷材料为金属陶瓷材料,具体来说,金属陶瓷材料为氧化物基金属陶瓷、碳化物基金属陶瓷、氮化物基金属陶瓷、硼化物基金属陶瓷、硅化物基金属陶瓷中的一种。
127.当选用氧化物基金属陶瓷时,以氧化铝、氧化锆、氧化镁、氧化铍等为基体,与金属钨、铬或钴复合而成,具有耐高温、抗化学腐蚀、导热性好、机械强度高等特点,
128.当选用碳化物基金属陶瓷时,以碳化钛、碳化硅、碳化钨等为基体,与金属钴、镍、铬、钨、钼等金属复合而成,具有高硬度、高耐磨性、耐高温等特点。
129.当选用氮化物基金属陶瓷时,以氮化钛、氮化硼、氮化硅和氮化钽为基体,具有超硬性、抗热振性和良好的高温蠕变性。
130.当选用硼化物基金属陶瓷时,以硼化钛、硼化钽、硼化钒、硼化铬、硼化锆、硼化钨、硼化钼、硼化铌、硼化铪等为基体,并与部分金属材料复合而成。
131.当选用硅化物基金属陶瓷时,以硅化锰、硅化铁、硅化钴、硅化镍、硅化钛、硅化锆、硅化铌、硅化钒、硅化铌、硅化钽、硅化钼、硅化钨、硅化钡等为基体,与部分或微量金属材料
复合而成。当然,选择何种陶瓷材料制成涂布模头,仅依据具体情况进行选择。
132.当然,在可选的实施方式中,也可以选用非金属陶瓷材料,非金属材料为氧化硅或碳化硅。
133.实施例6
134.本实施例提供了一种涂布模头,其与实施例5中提供的涂布模头相比,存在的区别之处在于,
135.如图12所示,上模1和下模2的材料选择发生变化,在本实施例的上模1和下模2中,二者中至少一个包括:陶瓷构件和支撑壳体,陶瓷构件和支撑壳体固定连接,陶瓷构件远离支撑壳体的一侧为形成狭缝成型面。
136.具体来说,上模1具有第一支撑壳体12和第一陶瓷构件11,第一支撑壳体12上设有第一支撑槽,第一陶瓷构件11安装在第一支撑槽内。具体来说,第一支撑壳体12呈的截面呈l形,第一陶瓷构件11固定安装在l形的第一支撑槽内。
137.下模2具有第二支撑壳体22和第二陶瓷构件21,第二支撑壳体22上设有第二支撑槽,第二陶瓷构件21安装在第二支撑槽内。例如,第二支撑槽为开口槽,第二陶瓷构件21卡装在开口槽内。
138.当然,支撑槽的形状可以依据具体情况进行选用,如选用v型或其他不规则形状,选取依据使用用途以及安装便捷进行调整,需要保证的是,支撑壳体与陶瓷构件的连接可靠即可。
139.作为本实施例的其他可替换的实施方式,上模1可以单独采用陶瓷材料成型,下模2则采用金属材料和陶瓷材料相拼装的方式;类似地,下模2可以单独采用陶瓷材料成型,上模1则采用金属材料和陶瓷材料相拼装的方式;上述两种可选的实施方式,同样能够保证形成涂布狭缝的狭缝成型面的材料为陶瓷材料。
140.作为本实施例的一种变形实施方式,支撑壳体和陶瓷构件均为平板结构,陶瓷构件的板面与支撑壳体的板面相互连接。上述平板结构的设置方式,实现了支撑壳体与陶瓷构件的直拼,减少模头的切削量。具体在本实施例中,支撑壳体为金属板,金属板可以采用一体成型方式制成。
141.实施例7
142.本实施例提供了一种涂布模头,其与实施例1-实施例6中任一项提供的涂布模头相比,存在的区别之处在于,
143.如图1所示,本实施例提供的涂布模头还包括中模4,中模4设置在上模1和下模2之间。中模4和上模1之间形成第一涂布狭缝,中模4和下模2之间形成第二涂布狭缝;本实施例中的中模4的材料为陶瓷材料。通过中模4的设置,实现了模头的双层涂布。
144.具体来说,作为实施例对应的陶瓷构件和支撑壳体的拼接方式,上模1具有第一支撑壳体12和第一陶瓷构件11,第一支撑壳体12上设有第一支撑槽,第一陶瓷构件11安装在第一支撑槽内。下模2具有第二支撑壳体22和第二陶瓷构件21,第二支撑壳体22上设有第二支撑槽,第二陶瓷构件21安装在第二支撑槽内。例如,第二支撑槽为开口槽,第二陶瓷构件21卡装在开口槽内。
145.通过中模4的材料选用陶瓷材料,进一步保证模头涂布的过程中,每个涂布狭缝的狭缝成型面的耐磨性能以及耐腐蚀性能均有较大的提高;即使有较少的陶瓷材料磨损进入
浆料,对浆料的影响亦是微乎其微的,不会影响电池极片的性能,从而保证了成品电池极片的良品率。
146.实施例8
147.本实施例提供了一种涂布设备,包括实施例1-实施例7中任一个实施例提供的涂布模头。
148.显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本技术的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1