一种基于图像识别的印刷制品质量智能化质检系统的制作方法
[0001]
本发明涉及印刷品质检技术领域,具体涉及一种基于图像识别的印刷制品质量智能化质检系统。
背景技术:
[0002]
印刷品时印刷的各种产品,是使用印刷技术生产的各种成品的总称,在日常生活中,人们所接触到的报纸、书刊杂志、地图、海报、广告、信封、信笺、档案袋、商标、标签、名片、请柬、钞票、贺卡、台历、挂历、画册、各种证卡、包装盒、礼盒、电路板等等,应有尽有,都属于印刷品的范畴。印刷品几乎充满在人们的衣、食、住、行领域之中,它与人们生活十分密切,因此对于完成印刷的印刷制品质量检测尤为重要,合格的印刷制品才能被人们所使用。
[0003]
目前,印刷制品质量智能化质检过程中所存在的以下难题:a.传统的印刷制品质量检测大多依靠人工质检,这种方式工作强度大,效率低,检验人员长时间工作存在精神疲劳,使得质检效果降低,存在漏检,失误率升高;b.现有的利用摄像头拍照图像,检验人员将其与标准的图像进行对比,将不合格的产品取走,合格产品进行码放,这种方式依旧需要人工操作控制,依然存在漏检错检现象,从而使得不合格产品流进市场中。
技术实现要素:
[0004]
(一)要解决的技术问题
[0005]
本发明提供了一种基于图像识别的印刷制品质量智能化质检系统,可以解决印刷制品质量智能化质检过程中所存在的以下难题:a.传统的印刷制品质量检测大多依靠人工质检,这种方式工作强度大,效率低,检验人员长时间工作存在精神疲劳,使得质检效果降低,存在漏检,失误率升高;b.现有的利用摄像头拍照图像,检验人员将其与标准的图像进行对比,将不合格的产品取走,合格产品进行码放,这种方式依旧需要人工操作控制,依然存在漏检错检现象,从而使得不合格产品流进市场中。
[0006]
(二)技术方案
[0007]
为了实现上述目的,本发明采用以下技术方案:一种基于图像识别的印刷制品质量智能化质检系统,包括输送带、扫描架、推送机构以及码垛机构,所述的输送带上运输有完成印刷的印刷制品,所述输送带上方设置有扫描架,所述扫描架右侧方向上设置有推送机构,且位于输送带上方,所述输送带最右端设置有码垛机构,所述扫描架底部设置有中控机构,所述推送机构通过电连接方式与中控机构相连接,所述扫描架顶部下端面安装有扫描相机;其中:
[0008]
所述的推送机构包括支撑杆、固定板、升降气缸、升降板、固定块、转动丝杆、转动电机、推送板、挡板以及废品收集框,所述的输送带前后端方向上均设置有两个所述支撑杆,所述固定板下端面四个拐角固定安装在所述支撑杆的顶端,所述固定板下端面中部固定有升降气缸,所述升降气缸的输出端固定在升降板上端面上,所述升降板四个拐角滑动套设在所述支撑杆上,所述的升降板下端面靠近前后端位置处固定安装有固定块,所述转
动丝杆两端通过轴承固定安装在固定块,所述转动丝杆一端通过联轴器与转动电机输出端相连接,所述转动电机通过电机座固定在所述固定块上,所述推送板通过螺纹啮合方式套设在所述转动丝杆上,所述升降板下端面靠近右侧处设置有挡板,所述挡板上设置有位置传感器,所述的输送带前方设置有废品收集框,所述废品收集框位于推送板的前方。
[0009]
所述的码垛机构包括底板、立板、辅助支链、挡块、安装槽、安装轴、压簧、滑动块、升降组件、安装座、堆放块以及整理板,所述的底板前后端竖直固定有立板,两个所述立板相对内侧壁上设置有多个所述辅助支链,所述底板右侧端从前往后竖直固定有多个所述挡块,所述底板上端面开设有安装槽,所述安装槽从前往后等间距设置有多个所述安装轴,所述安装轴两端固定在所述安装槽的左右侧壁上,所述安装轴上套设有压簧,所述压簧两端固定在所述滑动块上,所述滑动块滑动套设在所述安装轴上,所述滑动轴上端转动连接有升降组件,所述堆放块下端面设置有安装座,所述安装座与升降组件相连接,所述堆放块右端固定有整理板。
[0010]
优选的,所述的辅助支链包括转动槽、转动轴以及滚筒,两个所述立板相对内侧壁上均匀开设有若干所述转动槽,所述转动槽内设置有转动轴,所述转动轴上下端固定在转动槽的上下端面,所述转动轴上转动套设有滚筒。
[0011]
优选的,所述的升降组件包括一号升降块、二号升降块和固定轴,所述的一号升降块一端转动固定在所述压簧一端的滑动块上,所述一号升降块另一端与另一个所述一号升降块一端相转动连接,另一个所述一号升降块另一端转动连接在所述安装座上,所述二号升降块一端转动固定在所述压簧另一端的滑动块上,所述二号升降块另一端与另一个所述二号升降块一端相转动连接,另一个所述二号升降块另一端转动连接在所述安装座上,所述一号升降块中部与二号升降块中部通过固定轴转动连接。
[0012]
优选的,所述的推送板上端面固定有t型滑块,所述升降板下端面开设有t型滑槽,所述推送板通过t型滑块与t型滑槽配合滑动安装在升降板上。
[0013]
优选的,所述的堆放块上端面设置为便于印刷制品滑动码放的斜面,所述斜面为左高右底。
[0014]
优选的,所述的整理板右侧面竖直方向上设置有燕尾型滑块,所述挡块左侧面上开设有燕尾型滑槽,所述整理板通过燕尾型滑块与燕尾型滑槽配合在挡块上上下滑动。
[0015]
优选的,所述的中控机构包括中央控制模块、气缸控制模块、电机控制模块、图像对比识别模块、图像接收模块、传感器接收模块以及按键控制模块,所述的气缸控制模块、电机控制模块、图像对比识别模块、图像接收模块、传感器接收模块以及按键控制模块均通过电连接方式与中央控制模块相连接,所述升降气缸与气缸控制模块电连接,所述转动电机与电机控制模块电连接,所述扫描相机与图像接收模块电连接,所述位置传感器与传感器接收模块电连接,所述控制按键与按键控制模块电连接。
[0016]
(三)有益效果
[0017]
1.本发明提供了一种基于图像识别的印刷制品质量智能化质检系统,可以解决印刷制品质量智能化质检过程中所存在的以下难题:a.传统的印刷制品质量检测大多依靠人工质检,这种方式工作强度大,效率低,检验人员长时间工作存在精神疲劳,使得质检效果降低,存在漏检,失误率升高;b.现有的利用摄像头拍照图像,检验人员将其与标准的图像进行对比,将不合格的产品取走,合格产品进行码放,这种方式依旧需要人工操作控制,依
然存在漏检错检现象,从而使得不合格产品流进市场中。
[0018]
2.本发明设计的推送机构针对质检不合格的印刷制品进行推送移走,通过升降板下方的挡板对不合格制品进行阻挡,同时触发挡板上的位置传感器,将信息传输给中控机构,进而控制转动电机启动,转动丝杆转动,使得推送板推动印刷制品,将其推送到废品收集框中,实现对不合格印刷制品区别并移走。
[0019]
3.本发明设计的码垛机构对合格印刷品进行自动码放升降,印刷制品在输送带的带动下移动到堆放块,通过立板上的辅助支链将印刷制品码放整齐,堆放块倾斜设置,确保印刷制品在搬运移动过程中不会掉落,堆放块下方设置升降组件,可以调节堆放块的高度,实现印刷制品在码放过程中能够自动调节高度,确保印刷制品能够平稳的移动到堆放块上,同时在升降组件下移调节高度时,使得压簧开始受力进行拉伸,当堆放块上的印刷制品移走后,在压簧的作用下,通过升降组件使得堆放块回到初始位置处。
附图说明
[0020]
下面结合附图和实施例对本发明进一步说明。
[0021]
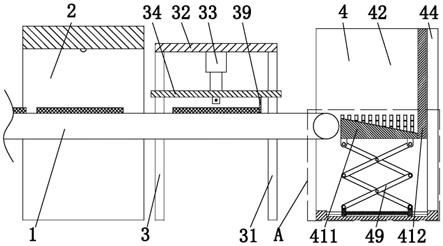
图1是本发明的主视图;
[0022]
图2是本发明的俯视图;
[0023]
图3是本发明说明书推送机构的剖视图;
[0024]
图4是本发明说明书附图1的a向局部放大图;
[0025]
图5是本发明说明书升降板与推送板的配合结构图;
[0026]
图6是本发明说明书辅助支链的剖视图;
[0027]
图7是本发明说明书整理板与挡块的配合结构图;
[0028]
图8是本发明的(电气)示意图。
具体实施方式
[0029]
下面参考附图对本发明的实施例进行说明。在此过程中,为确保说明的明确性和便利性,我们可能对图示中线条的宽度或构成要素的大小进行夸张的标示。
[0030]
另外,下文中的用语基于本发明中的功能而定义,可以根据使用者、运用者的意图或惯例而不同。因此,这些用语基于本说明书的全部内容进行定义。
[0031]
如图1至图8所示,一种基于图像识别的印刷制品质量智能化质检系统,包括输送带1、扫描架2、推送机构3以及码垛机构4,所述的输送带1上运输有完成印刷的印刷制品,所述输送带1上方设置有扫描架2,所述扫描架2右侧方向上设置有推送机构3,且位于输送带1上方,所述输送带1最右端设置有码垛机构4,所述扫描架2底部设置有中控机构,所述推送机构3通过电连接方式与中控机构相连接,所述扫描架2顶部下端面安装有扫描相机。
[0032]
所述的推送机构3包括支撑杆31、固定板32、升降气缸33、升降板34、固定块35、转动丝杆36、转动电机37、推送板38、挡板39以及废品收集框30,所述的输送带1前后端方向上均设置有两个所述支撑杆31,所述固定板32下端面四个拐角固定安装在所述支撑杆31的顶端,所述固定板32下端面中部固定有升降气缸33,所述升降气缸33的输出端固定在升降板34上端面上,所述升降板34四个拐角滑动套设在所述支撑杆31上,所述的升降板34下端面靠近前后端位置处固定安装有固定块35,所述转动丝杆36两端通过轴承固定安装在固定块
35,所述转动丝杆36一端通过联轴器与转动电机37输出端相连接,所述转动电机37通过电机座固定在所述固定块35上,所述推送板38通过螺纹啮合方式套设在所述转动丝杆36上,所述的推送板38上端面固定有t型滑块,所述升降板34下端面开设有t型滑槽,所述推送板38通过t型滑块与t型滑槽配合滑动安装在升降板34上,所述升降板34下端面靠近右侧处设置有挡板39,所述挡板39上设置有位置传感器,所述的输送带1前方设置有废品收集框30,所述废品收集框30位于推送板38的前方。
[0033]
具体工作时,当输送带1上的印刷制品移动到扫描架2中后,扫描相机捕捉印刷制品图像,并将信息传输给中控机构,中控机构识别,当产品不合格后,中控机构控制升降气缸33下移,升降气缸33推动升降板34同步下移,同时升降板34四个拐角在支撑杆31向下滑动,当升降板34上的挡板39接近输送带1时停止下移,当不合格印刷制品移动到挡板39处时,位置传感器将信息反馈给中控机构,中控机构控制转动电机37启动,转动电机37带动转动丝杆36转动,从而带动推送板38移动,推送板38通过t型滑块在升降板34上的t型滑槽内滑动,确保推送板38平稳的移动,同时推送板38将推动印刷制品向着废品收集框30方向移动,直至将其推送到废品收集框30中为止,完成推送之后,转动电机37反转,使得推送块回到初始位置,然后通过升降气缸33,将升降板34上移,避免挡板39影响合格制品通过。
[0034]
所述的码垛机构4包括底板41、立板42、辅助支链43、挡块44、安装槽45、安装轴46、压簧47、滑动块48、升降组件49、安装座410、堆放块411以及整理板412,所述的底板41前后端竖直固定有立板42,两个所述立板42相对内侧壁上设置有多个所述辅助支链43;所述的辅助支链43包括转动槽431、转动轴432以及滚筒433,两个所述立板42相对内侧壁上均匀开设有若干所述转动槽431,所述转动槽431内设置有转动轴432,所述转动轴432上下端固定在转动槽431的上下端面,所述转动轴432上转动套设有滚筒433;所述底板41右侧端从前往后竖直固定有多个所述挡块44,所述底板41上端面开设有安装槽45,所述安装槽45从前往后等间距设置有多个所述安装轴46,所述安装轴46两端固定在所述安装槽45的左右侧壁上,所述安装轴46上套设有压簧47,所述压簧47两端固定在所述滑动块48上,所述滑动块48滑动套设在所述安装轴46上,所述滑动轴上端转动连接有升降组件49,所述堆放块411上端面设置为便于印刷制品滑动码放的斜面,所述斜面为左高右底,所述堆放块411下端面设置有安装座410,所述安装座410与升降组件49相连接;所述的升降组件49包括一号升降块491、二号升降块492和固定轴493,所述的一号升降块491一端转动固定在所述压簧47一端的滑动块48上,所述一号升降块491另一端与另一个所述一号升降块491一端相转动连接,另一个所述一号升降块491另一端转动连接在所述安装座410上,所述二号升降块492一端转动固定在所述压簧47另一端的滑动块48上,所述二号升降块492另一端与另一个所述二号升降块492一端相转动连接,另一个所述二号升降块492另一端转动连接在所述安装座410上,所述一号升降块491中部与二号升降块492中部通过固定轴493转动连接;所述堆放块411右端固定有整理板412,所述的整理板412右侧面竖直方向上设置有燕尾型滑块,所述挡块44左侧面上开设有燕尾型滑槽,所述整理板412通过燕尾型滑块与燕尾型滑槽配合在挡块44上上下滑动。
[0035]
具体工作时,当输送带1上的合格印刷制品移动到堆放块411上时,制品在立板42上滚筒433协助下,使得印刷制品整齐的码放在堆放块411,将堆放块411上端面倾斜设置,确保印刷制品能够完全码放在堆放块411上,避免存在印刷制品不能够移动到堆放块411
上,同时可以确保在搬运移动的过程中,避免出现印刷制品掉落现象,堆放块411上码放印刷制品,使其重力增加,从而使得堆放块411在下方的一号升降块491和二号升降块492的作用下下移,同时一号升降块491和二号升降块492带动滑动块48在安装轴46上向着两侧移动,使得压簧47开始受力拉伸,同时堆放块411右端的整理板412通过燕尾型滑块在挡块44上的燕尾型滑槽中移动,确保堆放块411下移时能够平稳的进行,避免出现抖动,从而使得码放好的印刷制品歪斜散乱;当堆放块411上的印刷制品搬走后,在压簧47的作用下,使得压簧47两端的滑动块48向着压簧47方向移动,从而在一号升降块491和二号升降块492的作用下,使得堆放块411向上移动,同时整理板412也通过燕尾滑块向上移动,直至燕尾滑块移动到燕尾滑槽的顶部,同时堆放块411也回到初始位置。
[0036]
所述的中控机构包括中央控制模块、气缸控制模块、电机控制模块、图像对比识别模块、图像接收模块、传感器接收模块以及按键控制模块,所述的气缸控制模块、电机控制模块、图像对比识别模块、图像接收模块、传感器接收模块以及按键控制模块均通过电连接方式与中央控制模块相连接,所述升降气缸33与气缸控制模块电连接,所述转动电机37与电机控制模块电连接,所述扫描相机与图像接收模块电连接,所述位置传感器与传感器接收模块电连接,所述控制按键与按键控制模块电连接;中央控制模块可以为单片机或者plc,通过中央控制模块对中控机构各模块进行精准控制,提高基于图像识别的印刷制品质量智能化质检系统的智能化,同时提高了稳定性和及时性,其中气缸控制模块控制气缸的启停,此处用于控制升降气缸33工作,电机控制模块控制电机的启停,此处用于控制转动电机37工作,图像对比识别模块对中央控制模块传输的图像进行比对,然后将比对结果反馈给中央控制模块,图像接收模块用来接收图像信息,此处用于接收扫描相机捕捉的图像信息,传感器接收模块用于接收传感器的信息,此处用于接收位置传感器的检测信息,按键控制模块用于控制按键的启停,此处用于控制控制按键工作。
[0037]
本发明在工作时的使用步骤:
[0038]
第一步:输送带1上完成印刷的印刷制品移动到扫描架2中,通过扫描相机捕捉图像传输给中控机构,中控机构进行对比识别;
[0039]
第二步:检测出不合格印刷制品时,通过推送机构3将不合格印刷制品推送移走;
[0040]
第三步:当印刷制品合格后,通过输送带1将其运输到码垛机构4上。
[0041]
以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1