一种智能制造用具有警报功能的产品质检装置的制作方法
1.本发明涉及一种质检装置,尤其涉及一种智能制造用具有警报功能的产品质检装置。
背景技术:
2.目前人们对于同种的物料通常都是大批量进行制作,而其中会存在一些不合格的物料,如此就需要人们对其进行检测,人工检测效率较低且质检效果较差,而现有的检测装置,通常结构复杂,且需要人工将物料一块一块的放置于检测装置内,如此在操作时就较为不便,加之在检查完成后,合格的物料和不合格的物料都是从同一个出口被运出,如此就不便于人们对不同物料的收集,稍有疏忽就容易使合格的物料和不合格的物料混合。
3.因此,我们粗腰研发一种便于人们对不同物料进行收集和能够提醒工作人员有不合格的物料出现的智能制造用具有警报功能的产品质检装置。
技术实现要素:
4.为了克服现有技术结构复杂、需要人工将物料一块一块的放置于检测装置内和不便于人们对不同物料的收集的缺点,本发明的目的是提供一种便于人们对不同物料进行收集和能够提醒工作人员有不合格的物料出现的智能制造用具有警报功能的产品质检装置。
5.本发明的技术实施方案为:一种智能制造用具有警报功能的产品质检装置,包括:底板,底板上设有多个支撑柱;工作台组件,支撑柱上设有工作台组件;推进机构,底板上设有推进机构。
6.作为上述方案的改进,工作台组件包括:台板,支撑柱上部之间设有台板;侧板,台板上设有两个侧板;合格品导向架,台板底部设有合格品导向架,合格品导向架上方的台板上开有圆槽;残次品导向架,台板一侧与底板之间设有残次品导向架。
7.作为上述方案的改进,推进机构包括:第一固定架,底板上设有第一固定架;气缸,第一固定架上设有气缸;弧形推块,气缸伸缩杆上设有弧形推块。
8.作为上述方案的改进,还包括活动卡块机构,活动卡块机构包括:安装盒,台板的圆槽四周均设有安装盒;第一弹簧,安装盒内均对称设有第一弹簧;滑动卡块,安装盒内均滑动式设有滑动卡块,滑动卡块与第一弹簧连接。
9.作为上述方案的改进,还包括挤压检测机构,挤压检测机构包括:导轨架,台板上对称设有导轨架;第二弹簧,导轨架内顶部均设有第二弹簧;滑动板架,导轨架之间滑动式设有滑动板架,滑动板架与第二弹簧连接;挤压架,滑动板架上滑动式设有挤压架;第三弹簧,挤压架与滑动板架之间设有第三弹簧。
10.作为上述方案的改进,还包括联动机构,联动机构包括:第一连接架,弧形推块上设有第一连接架,第一连接架在相近的侧板上滑动;第一齿条架,第一连接架上设有第一齿条架;第一轴承座,台板上设有第一轴承座;第一传动轴,第一轴承座上设有第一传动轴;单向离合器,第一传动轴上设有单向离合器;第一齿轮,单向离合器上设有第一齿轮,第一齿
轮与第一齿条架啮合;第二轴承座,底板上设有第二轴承座;第二传动轴,第二轴承座上设有第二传动轴;第一传动皮带组,第二传动轴与第一传动轴之间设有第一传动皮带组;第二固定架,台板上设有第二固定架;锥齿轮组,第二固定架与第二传动轴之间设有锥齿轮组,锥齿轮组与第二固定架转动式连接;第二传动皮带组,锥齿轮组上设有第二传动皮带组;第三固定架,台板上对称设有第三固定架,第三固定架与第二传动皮带组转动式连接;第二齿轮,第二传动皮带组上对称设有第二齿轮;第二齿条架,滑动板架上对称设有第二齿条架,第二齿条架与第二齿轮啮合。
11.作为上述方案的改进,还包括间隔下料机构,间隔下料机构包括:第四固定架,台板上设有多个第四固定架;储料桶,第四固定架之间设有储料桶;第一导向块,储料桶上对称设有第一导向块;第一滑动挡板,第一导向块均与储料桶之间滑动式设有第一滑动挡板;第二导向块,储料桶上设有多个第二导向块;第二滑动挡板,同侧的两个第二导向块之间均滑动式设有第二滑动挡板,第二滑动挡板在储料桶底部滑动,第二滑动挡板与第二导向块支架设有弹性件;中轴架,第二导向块上均设有中轴架;开槽连杆,中轴架上均转动式设有开槽连杆,第二滑动挡板和第一滑动挡板均与开槽连杆滑动式连接;楔形块,第二滑动挡板底部均设有楔形块;第二连接架,弧形推块上对称设有第二连接架;活动推块,第二连接架上均转动式设有活动推块,活动推块与楔形块配合;第一涡卷弹簧,第二连接架与活动推块之间设有第一涡卷弹簧。
12.作为上述方案的改进,还包括警报机构,警报机构包括:连接座,一侧的侧板上对称设有连接座;活动块,连接座上转动式设有活动块;触发杆,连接座之间转动式设有触发杆,触发杆与活动块连接;第二涡卷弹簧,触发杆与上侧的连接座之间设有第二涡卷弹簧;控制器,台板上设有控制器;电线,控制器上设有电线;支撑杆,台板上设有支撑杆;声响发生器,支撑杆上设有声响发生器;报警灯,声响发生器上设有报警灯,电线通过支撑杆与声响发生器和报警灯相通。
13.1、本发明通过工作台组件实习对物料的放置,接着在推进机构的配合下,实现对物料的快速检测,其中通过设有合格品导向架和残次品导向架,进而便于人们对不同的物料进行收集。
14.2、通过设有活动卡块机构,进而使得物料更好的被检测。
15.3、通过挤压检测机构与联动机构配合,实现对物料的自动向下推动,如此就可更加高效的检测物料。
16.4、通过设有间隔下料机构,在推进机构的配合下,实现对物料的间歇下料。
17.5、通过设有警报机构,如此当检测出不合格物料时,就可更好的提醒工作人员。
附图说明
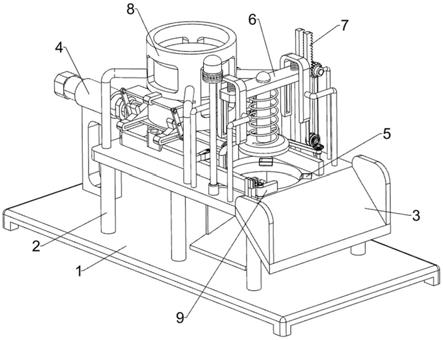
18.图1为本发明的第一种立体结构示意图。
19.图2为本发明的第二种立体结构示意图。
20.图3为本发明的第三种立体结构示意图。
21.图4为本发明的第四种立体结构示意图。
22.图5为本发明活动卡块机构的立体结构示意图。
23.图6为本发明a部分的放大图。
24.图7为本发明b部分的放大图。
25.图8为本发明c部分的放大图。
26.图中标号名称:1、底板,2、支撑柱,3、工作台组件,31、台板,32、侧板,33、合格品导向架,34、残次品导向架,4、推进机构,41、第一固定架,42、气缸,43、弧形推块,5、活动卡块机构,51、安装盒,52、第一弹簧,53、滑动卡块,6、挤压检测机构,61、导轨架,62、第二弹簧,63、滑动板架,64、挤压架,65、第三弹簧,7、联动机构,71、第一连接架,72、第一齿条架,73、第一轴承座,74、第一传动轴,75、单向离合器,76、第一齿轮,77、第一传动皮带组,78、第二轴承座,79、第二传动轴,710、锥齿轮组,711、第二固定架,712、第二传动皮带组,713、第三固定架,714、第二齿轮,715、第二齿条架,8、间隔下料机构,81、第四固定架,82、储料桶,83、第一导向块,84、第一滑动挡板,85、第二导向块,86、第二滑动挡板,87、中轴架,88、开槽连杆,89、楔形块,810、第二连接架,811、第一涡卷弹簧,812、活动推块,9、警报机构,91、连接座,92、第二涡卷弹簧,93、活动块,94、触发杆,95、控制器,96、电线,97、支撑杆,98、声响发生器,99、报警灯。
具体实施方式
27.以下结合具体实施例对上述方案做进一步说明。应理解,这些实施例是用于说明本申请而不限于限制本申请的范围。实施例中采用的实施条件可以根据具体厂家的条件做进一步调整,未注明的实施条件通常为常规实验中的条件。
28.实施例1
29.一种智能制造用具有警报功能的产品质检装置,如图1、图2和图3所示,包括有底板1、支撑柱2、工作台组件3和推进机构4,底板1上设有多个支撑柱2,支撑柱2上设有工作台组件3,底板1上设有推进机构4。
30.当人们需要使用本装置时,首先人们将物料放置于推进机构4右侧的工作台组件3上,接着人们就可启动推进机构4,使推进机构4推动物料向右移动,待物料移动至工作台组件3右侧时,合格的物料会由工作台组件3向下滑落,而不合格的物料则会停留在工作台组件3上,如此就可快速对物料进行检测,而待人们不需要使用本装置时,关闭推进机构4即可。
31.工作台组件3包括有台板31、侧板32、合格品导向架33和残次品导向架34,支撑柱2上部之间设有台板31,台板31上设有两个侧板32,台板31底部右侧设有合格品导向架33,合格品导向架33上方的台板31上开有圆槽,台板31右侧与底板1之间设有残次品导向架34。
32.推进机构4包括有第一固定架41、气缸42和弧形推块43,底板1顶部右侧设有第一固定架41,第一固定架41上设有气缸42,气缸42伸缩杆上设有弧形推块43。
33.首先人们将物料放置于台板31左侧,接着人们就可启动气缸42,使气缸42伸缩杆带动弧形推块43向右移动,弧形推块43带动物料向右移动,待物料移动至与圆槽重合时,合格的会由圆槽落至合格品导向架33上,而不合格的则会停留在台板31上,待弧形推块43再次向右推动物料后,不合格的物料被挤落至残次品导向架34上,如此人们只需在残次品导向架34和合格品导向架33旁放置收集工具就可对不同的物料进行收集,当人们不需要使用本装置时,关闭气缸42即可。
34.实施例2
35.在实施例1的基础之上,如图1、图2、图3、图4、图5、图6、图7和图8所示,还包括活动卡块机构5,活动卡块机构5包括有安装盒51、第一弹簧52和滑动卡块53,台板31的圆槽四周均设有安装盒51,安装盒51内均对称设有第一弹簧52,安装盒51内均滑动式设有滑动卡块53,滑动卡块53与第一弹簧52连接。
36.由于第一弹簧52的力较大,因此当物料移动至圆槽上方时,滑动卡块53会挡住物料,然后人们就可将物料向下推动,其中合格的物料会向下滑落,而不合格的则不会向下掉落,当物料向下掉落时,滑动卡块53被挤压,第一弹簧52被压缩,而待物料与滑动卡块53分离后,第一弹簧52带动滑动卡块53复位。
37.还包括挤压检测机构6,挤压检测机构6包括有导轨架61、第二弹簧62、滑动板架63、挤压架64和第三弹簧65,台板31顶部右侧前后对称设有导轨架61,导轨架61内顶部均设有第二弹簧62,导轨架61之间滑动式设有滑动板架63,滑动板架63与第二弹簧62连接,滑动板架63上滑动式设有挤压架64,挤压架64与滑动板架63之间设有第三弹簧65。
38.当物料移动至挤压架64下方时,人们就可将滑动板架63向下推动,滑动板架63带动挤压架64向下移动,第二弹簧62被拉伸,而待挤压架64移动至与物料接触时,挤压架64推动物料向下移动,第三弹簧65被压缩,待检测完成,人们就可松开滑动板架63,使第二弹簧62带动滑动板架63复位,滑动板架63带动挤压架64向上移动,当挤压架64与物料分离时,第三弹簧65复位。
39.还包括联动机构7,联动机构7包括有第一连接架71、第一齿条架72、第一轴承座73、第一传动轴74、单向离合器75、第一齿轮76、第一传动皮带组77、第二轴承座78、第二传动轴79、锥齿轮组710、第二固定架711、第二传动皮带组712、第三固定架713、第二齿轮714和第二齿条架715,弧形推块43后侧设有第一连接架71,第一连接架71在相近的侧板32上滑动,第一连接架71上设有第一齿条架72,台板31顶部后侧设有第一轴承座73,第一轴承座73上设有第一传动轴74,第一传动轴74上设有单向离合器75,单向离合器75上设有第一齿轮76,第一齿轮76与第一齿条架72啮合,底板1顶部右后侧设有第二轴承座78,第二轴承座78上设有第二传动轴79,第二传动轴79与第一传动轴74之间设有第一传动皮带组77,台板31顶部右后侧设有第二固定架711,第二固定架711与第二传动轴79之间设有锥齿轮组710,锥齿轮组710与第二固定架711转动式连接,锥齿轮组710上设有第二传动皮带组712,台板31顶部右后侧左右对称设有第三固定架713,第三固定架713与第二传动皮带组712转动式连接,第二传动皮带组712上对称设有第二齿轮714,滑动板架63后侧对称设有第二齿条架715,第二齿条架715与第二齿轮714啮合。
40.当弧形推块43向右移动时,弧形推块43通过第一连接架71带动第一齿条架72向右移动,待第一齿条架72向右移动至与第一齿轮76啮合时,在单向离合器75的作用下第一传动轴74不会转动,接着当弧形推块43向左移动时,第一齿条架72向左移动,此时第一齿条架72通过第一齿轮76带动第一传动轴74转动,第一传动轴74通过第一传动皮带组77带动第二传动轴79转动,第二传动轴79通过锥齿轮组710带动第二传动皮带组712转动,第二传动皮带组712通过第二齿轮714带动第二齿条架715向下移动,第二齿条架715带动滑动板架63向下移动,如此就可实现滑动板架63的自动向下移动,接着当第一齿条架72与第一齿轮76分离时,滑动板架63带动第二齿条架715复位。
41.还包括间隔下料机构8,间隔下料机构8包括有第四固定架81、储料桶82、第一导向
块83、第一滑动挡板84、第二导向块85、第二滑动挡板86、中轴架87、开槽连杆88、楔形块89、第二连接架810、第一涡卷弹簧811和活动推块812,台板31上设有多个第四固定架81,第四固定架81之间设有储料桶82,储料桶82上对称设有第一导向块83,第一导向块83均与储料桶82之间滑动式设有第一滑动挡板84,储料桶82四周均设有第二导向块85,同侧的两个第二导向块85之间均滑动式设有第二滑动挡板86,第二滑动挡板86在储料桶82底部滑动,第二滑动挡板86与第二导向块85支架设有弹性件,第二导向块85上均设有中轴架87,中轴架87上均转动式设有开槽连杆88,第二滑动挡板86和第一滑动挡板84均与开槽连杆88滑动式连接,第二滑动挡板86底部均设有楔形块89,弧形推块43上对称设有第二连接架810,第二连接架810上均转动式设有活动推块812,活动推块812与楔形块89配合,第二连接架810与活动推块812之间设有第一涡卷弹簧811。
42.首先人们将物料放置于储料桶82内,初始状态时第二滑动挡板86挡住物料,而当弧形推块43向右移动时,弧形推块43带动其上所有的部件向右移动,待活动推块812向右移动至与楔形块89接触时,活动推块812转动,第一涡卷弹簧811发生形变,接着待活动推块812越过楔形块89后,第一涡卷弹簧811带动活动推块812复位,而当弧形推块43向左移动时,活动推块812向左移动,待活动推块812向左移动至与楔形块89接触时,活动推块812将楔形块89向外挤压,楔形块89带动第二滑动挡板86向外移动,弹性件被压缩,进而使储料桶82内最下方时物料落至与弧形推块43接触,此时弧形推块43未完全落出,同时第二滑动挡板86通过开槽连杆88带动第一滑动挡板84向内移动,进而使第一滑动挡板84挡住剩余的物料,然后当弧形推块43复位后,物料落至台板31上,此时活动推块812与楔形块89分离,弹性件带动第二滑动挡板86和楔形块89复位,第二滑动挡板86通过开槽连杆88带动第一滑动挡板84复位,进而使得第一滑动挡板84不再挡住剩余的物料,如此就可实现对物料的间歇下料。
43.还包括警报机构9,警报机构9包括有连接座91、第二涡卷弹簧92、活动块93、触发杆94、控制器95、电线96、支撑杆97、声响发生器98和报警灯99,前侧的侧板32右侧对称设有连接座91,连接座91上转动式设有活动块93,连接座91之间转动式设有触发杆94,触发杆94与活动块93连接,触发杆94与上侧的连接座91之间设有第二涡卷弹簧92,台板31顶部右前侧设有控制器95,控制器95上设有电线96,台板31顶部右前侧设有支撑杆97,支撑杆97上设有声响发生器98,声响发生器98上设有报警灯99,电线96通过支撑杆97与声响发生器98和报警灯99相通。
44.当不合格的物料被向右推动至与活动块93接触时,活动块93带动触发杆94转动,第二涡卷弹簧92发生形变,待触发杆94转动至与控制器95接触时,控制器95被触发,进而通过电线96使得报警灯99发光,声响发生器98发出声响,如此就提醒工作人们有不合格的物料出现,而当不合格的物料与活动块93分离时,第二涡卷弹簧92带动活动块93和触发杆94复位,触发杆94不再挤压控制器95,进而使得声响发生器98不再发出声响,报警灯99关闭。
45.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1