自动化扫码贴标装箱一体化设备的制作方法
1.本实用新型涉及自动化包装设备领域,尤其涉及自动化扫码贴标装箱一体化设备。
背景技术:
2.目前,随着自动化生产和产品生产中的问题分析和追溯,在生产过程中,通常需要对物料标记,以便于之后的物料跟踪和数据分析,所以目前针对各个零部件或者中间产品,都需要进行贴码标记,便于生产前的扫码记录。
3.现有技术分主要有两种扫码方式:第一种,人工手持扫码枪扫码,即人工手持扫码枪扫码,然后记录数据。第二种,采用扫码流水线,即把扫码镜头固定于流水线上方,产品依次通过扫码。但是目前第一种的手工扫码方式出错率高,且效率低。第二种的扫码流水线也无法做到扫码装箱贴标的一体化,仍然需要人工转运。
技术实现要素:
4.本实用新型目的是在于提供一种自动扫码、成品分类、装箱贴标一体化的,减少人力成本的设备。
5.自动化扫码贴标装箱一体化设备,包括:上机罩、下机架、固定在下机架上方的机架板、固定在下机架上的工控主机、固定在机架板上的托盘运输机构、固定在上机罩上的ccd识别模组、固定在机架板上的空箱运输机构、固定在机架板上的装箱机构、固定在机架板上的次品转运机构、固定在下机架侧边的升降机构、固定下机架上的满箱运输机构和固定在上机罩顶部的报警灯;
6.所述托盘运输机构用于运输物料托盘,所述ccd识别模组设置于托盘运输机构的线头上方,并固定在上机罩的顶盖内壁上;所述次品转运机构设置托盘运输机构一次侧边,所述装箱机构设置于托盘运输机构另一侧;所述空箱运输机构的线尾设置在装箱机构下方,所述升降机构用于连接空箱运输机构的线尾与满箱运输机构的线头;
7.所述托盘运输机构、ccd识别模组、次品转运机构、装箱机构、升降机构、满箱运输机构、空箱运输机构和报警灯均于工控主机信号连接。
8.进一步的,所述ccd说别模组包括连接板、悬臂、补光灯圈和 ccd识别头;所述连接板用于连接上机、所述悬臂用于连接连接板和补光灯圈,所述ccd识别头固定在连接板下方。
9.进一步的,所述次品转运机构包括:滑轨支架、连接支架、第一 x轴向梁、第一y轴向梁、第一z轴气缸、第一吸料吸盘;所述第一x轴向梁一端与滑轨支架滑动连接,另一端与第一y轴向梁固定连接。
10.进一步的,所述装箱机构包括支撑支架、固定在支撑支架上的第二x轴向梁、滑动连接在第二x轴向梁的第二z轴气缸、连接在第二z轴气缸末端的抓料盘和固定在抓料盘上的第二吸料吸盘。
11.进一步的,所述升降机构包括固定在下机架侧边的固定板,设置在固定板上的升降滑轨、滑动连接在升降滑轨上的升降平台和用于驱动升降平台的第一驱动电机。
12.进一步的,所述满箱运输机构包括与下机架固定的底部固定板、设置在底部固定板上的第一输送带、固定在第一输送带侧边的用于导料的取料护板、以及固定在底部固定板上用于驱动第一输送带的第二驱动电机。
13.进一步的,所述空箱运输机构包括固定在机架板上的运输支架、设置在运输支架上的第二输送带、固定在第二输送带侧边的放料护板,以及固定在运输支架下方的用于驱动第二输送带的第三驱动电机。
14.本实用新型的有益效果是:
15.本实用新型具体工作过程中,托盘运输机构作为主要运输方式,用于对物料托盘进行运输工作,空箱运输机构用于运输空的物料箱;托盘运输机构的入料端的顶部设置有ccd识别模组,所述ccd识别模组用于对物料托盘中的物料进行扫码,并识别外观不良的产品, ccd识别模组将识别数据传输至工控主机,由工控主机将数据分析并编码,控制次品转运机构,驱动次品转运机构对不良产品进行分拣,转运至指定不良区,与此同时下一组物料托盘继续扫码识别,次品转运机构使用下一组合格产品,补齐上组物料托盘不良品空位,物料托盘补齐后,被输送至指定位,工控主机驱动装箱机构,对满盘合格品的物料托盘进行搬箱工作,装箱结束后,工控主机控制贴标机,对满箱的物料箱进行贴标作业,再由升降机构将满箱的物料箱降至满箱输送机构上,进行满箱转运;在运行过程中,各个机构发生故障时,工控主机会控制报警灯闪烁,提醒工作人员检修维护;
16.采用本实用新型,由ccd识别模组配合工控主机,实现扫码识别一体,通过次品转运机构,完成不良品的转运,良品满盘的作业,通过装箱机构搬运良品,物料箱满箱后,工控主机控制自动贴标,升降机构配合满箱转运机构,完成满箱物料流转;实现自动化,无人化的扫码识别,优良分拣,装箱贴标一体的设备。
附图说明
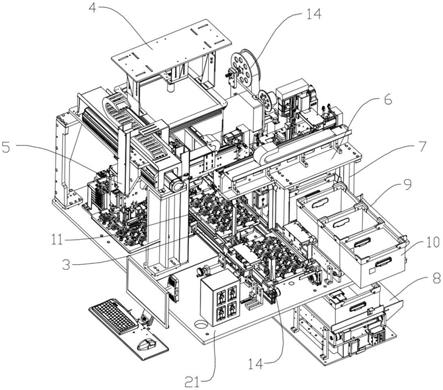
17.图1是本实用新型的整体结构示意图;
18.图2是本实用新型的内部结构示意图;
19.图3是本实用新型的ccd识别模组结构示意图;
20.图4是本实用新型的次品转运机构结构示意图;
21.图5是本实用新型的装箱机构结构示意图;
22.图6是本实用新型的升降机构结构示意图;
23.图7是本实用新型的满箱运输机构结构示意图;
24.图8是本实用新型的空箱运输机构结构示意图;
25.附图标记:1
‑
上机罩、2
‑
下机架、21
‑
机架板、3
‑
托盘运输机构、 4
‑
ccd识别模组、41
‑
连接板、42
‑
悬臂、43
‑
补光灯圈、44
‑
ccd识别头、5
‑
次品转运机构、51
‑
滑轨支架、52
‑
第一x轴向梁、53
‑
第一y 轴向梁、54
‑
第一z轴气缸、55
‑
第一吸料吸盘、6
‑
装箱机构、61
‑
支撑支架、62
‑
第二x轴向梁、63
‑
第二z轴向气缸、64
‑
抓料盘、65
‑
第二吸料吸盘、7
‑
升降机构、71
‑
固定板、72
‑
升降平台、73
‑
升降滑轨、74
‑ꢀ
第一驱动电机、8
‑
满箱运输机构、81
‑
底部固定板、82
‑
取料护板、83
‑ꢀ
第二驱动电机、84
‑
第一输送带、9
‑
空箱运输机构、91
‑
放料护板、92
‑ꢀ
运
输支架、93
‑
第三驱动电机、94
‑
第二输送带、10
‑
物料箱、11
‑
物料托盘、12
‑
工控主机、13
‑
报警灯。
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
27.参考图1
‑
8,自动化扫码贴标装箱一体化设备,包括:上机罩1、下机架2、固定在下机架2上方的机架板21、固定在下机架2上的工控主机12、固定在机架板21上的托盘运输机构3、固定在上机罩1 上的ccd识别模组4、固定在机架板21上的空箱运输机构9、固定在空箱运输机构9后端的贴标机14、固定在机架板21上的装箱机构 6、固定在机架板21上的次品转运机构5、固定在下机架2侧边的升降机构7、固定下机架2上的满箱运输机构8和固定在上机罩1顶部的报警灯13;
28.所述托盘运输机构3用于运输物料托盘11,所述ccd识别模组 4设置于托盘运输机构3的端头上方,并固定在上机罩1的顶盖内壁上;所述次品转运机构5设置托盘运输机构3一次侧边,所述装箱机构6设置于托盘运输机构另一侧;所述空箱运输机构9的线尾设置在装箱机构6下方,所述升降机构7用于连接空箱运输机构9的线尾与满箱运输机构8的线头;
29.所述托盘运输机构3、ccd识别模组4、次品转运机构5、装箱机构6、升降机构7、满箱运输机构8、空箱运输机构9、贴标机14 和报警灯13均于工控主机12信号连接。
30.本实用新型具体工作过程中,托盘运输机构3作为主要运输方式,用于对物料托盘11进行运输工作,空箱运输机构9用于运输空的物料箱10;托盘运输机构3的入料端的顶部设置有ccd识别模组 4,所述ccd识别模组4用于对物料托盘中的物料进行扫码,并识别外观不良的产品,ccd识别模组4将识别数据传输至工控主机12,由工控主机12将数据分析并编码,控制次品转运机构5,驱动次品转运机构5对不良产品进行分拣,转运至指定不良区,与此同时下一组物料托盘11继续扫码识别,次品转运机构5使用下一组合格产品,补齐上组物料托盘11不良品空位,物料托盘补齐后,被输送至指定位,工控主机12驱动装箱机构6,对满盘合格品的物料托盘11进行搬箱工作,装箱结束后,工控主机12控制贴标机14,对满箱的物料箱10进行贴标作业,再由升降机构7将满箱的物料箱10降至满箱输送机构8上,进行满箱转运;在运行过程中,各个机构发生故障时,工控主机12会控制报警灯13闪烁,提醒工作人员检修维护;
31.采用本实用新型,由ccd识别模组4配合工控主机12,实现扫码识别一体,通过次品转运机构5,完成不良品的转运,良品满盘的作业,通过装箱机构6搬运良品,物料箱10满箱后,工控主机12控制自动贴标,升降机构7配合满箱转运机构8,完成满箱物料流转;实现自动化,无人化的扫码识别,优良分拣,装箱贴标一体的设备。
32.参考图1
‑
8,自动化扫码贴标装箱一体化设备,进一步的,所述ccd说别模组4包括连接板41、悬臂42、补光灯圈43和ccd识别头44;所述连接板41用于连接上机罩1、所述悬臂42用于连接连接板41和补光灯圈43,所述ccd识别头44固定在连接板41下方;
33.本实施例中,进一步的,所述次品转运机构5包括:滑轨支架 51、连接支架56、第一x轴向梁52、第一y轴向梁53、第一z轴气缸54、第一吸料吸盘55;所述第一x轴向梁52一端与
滑轨支架 51滑动连接,另一端与第一y轴向梁53固定连接;
34.所述次品转运机构5为常见的三轴悬臂结构,用于对物料托盘 11中的不良品的转运;所述次品转运机构5中的滑动连接均为由工控主机12控制的伺服电机驱动的滑动运动。
35.本实施例中,进一步的,所述装箱机构6包括支撑支架61、固定在支撑支架61上的第二x轴向梁62、滑动连接在第二x轴向梁 62的第二z轴气缸63、连接在第二z轴气缸63末端的抓料盘64和固定在抓料盘64上的第二吸料吸盘65;
36.装箱机构6为常见的双轴十字悬臂结构,用于将满盘的良品物料托盘11装入物料箱中10;所述装箱机构中的滑动连接均为由工控主机12控制的伺服电机驱动的滑动运动。
37.本实施例中,进一步的,所述升降机构7包括固定在下机架2侧边的固定板71,设置在固定板71上的升降滑轨73、滑动连接在升降滑轨73上的升降平台72和用于驱动升降平台72的第一驱动电机74;
38.所述升降机构中的滑动连接均为由工控主机12控制的伺服电机驱动的滑动运动。
39.本实施例中,进一步的,所述满箱运输机构8包括与下机架2固定的底部固定板81、设置在底部固定板81上的第一输送带84、固定在第一输送带84侧边的用于导料的取料护板82、以及固定在底部固定板81上用于驱动第一输送带84的第二驱动电机83;
40.本实施例中,进一步的,所述空箱运输机构9包括固定在机架板 21上的运输支架92、设置在运输支架92上的第二输送带94、固定在第二输送带94侧边的放料护板91,以及固定在运输支架92下方的用于驱动第二输送带94的第三驱动电机93。
41.本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1