针状焦风选分级系统的制作方法
1.本发明涉及针状焦风选技术领域,具体涉及一种针状焦风选分级系统。
背景技术:
2.针状焦是炭素材料中大力发展的一个优质品种,其外观为银灰色、有金属光泽的多孔固体,其结构具有明显流动纹理,孔大而少且略呈椭圆形,颗粒有较大的长宽比,有如纤维状或针状的纹理走向,摸之有润滑感,是生产超高功率电极、特种炭素材料、炭纤维及其复合材料等高端炭素制品的原料。根据生产原料的不同,针状焦可分为油系针状焦和煤系针状焦两种。以石油渣油为原料生产的针状焦为油系针状焦;以煤焦油沥青及其馏分为原料生产的针状焦为煤系针状焦。
3.油系针状焦生产方法是美国在上世纪50年代后期开发的,以热裂化渣油和催化裂化澄清油等石油加工厂重质馏分油为原料,经延迟焦化和煅烧等工艺过程制得成品油系针状焦。煤系针状焦生产方法是1979年由日本新日铁和三菱化成公司开发的,该法以煤炼焦副产品煤焦油沥青为原料,经原料预处理、延迟焦化和煅烧3个工艺过程制得成品煤系针状焦。
4.针状焦目前在国内外都属于稀缺产品,除了应用在电极方面,还可以在锂离子电池、电化学电容器、核石墨等方面得到应用。国际市场上,针状焦的价格一直在攀高,产品供不应求。
5.现有技术中,针状焦生产过程中没有完善的分级手段,导致生产的针状焦产品各种规格混杂在一起,无法实现不同规格的针状焦产品分级包装,影响了整体的生产效率。
技术实现要素:
6.本发明旨在提供一种针状焦风选分级系统,所要解决的技术问题包括如何高效迅速地对针状焦进行风选分级。
7.本发明的目的是解决现有技术的不足,提供一种针状焦风选分级系统,包括第一成品仓库、第二成品仓库、第一电液动三通分料器、第二电液动三通分料器、第一单元风选机、第二单元风选机、第一振动筛、第二振动筛、第三振动筛、第四振动筛,所述的第一成品仓库和第二成品仓库中均设置有针状焦,所述第一成品仓库中的针状焦被输送到所述的第一电液动三通分料器中,所述第二成品仓库中的针状焦被输送到所述的第二电液动三通分料器中;所述的第一电液动三通分料器用于将进入第一电液动三通分料器的针状焦中的一部分输送到5号带倾角波纹挡边皮带上,另一部分输送到6号带倾角波纹挡边皮带上;所述的第二电液动三通分料器用于将进入第二电液动三通分料器的针状焦中的一部分输送到5号带倾角波纹挡边皮带上,另一部分输送到6号带倾角波纹挡边皮带上;所述的5号带倾角波纹挡边皮带用于将输送到5号带倾角波纹挡边皮带上的针状焦输送到第二单元风选机中;所述的6号带倾角波纹挡边皮带用于将输送到6号带倾角波纹挡边皮带上的针状焦输送到第一单元风选机中;所述的第一单元风选机用于将进入第一单元风选机的针状焦分级为
第一精品针焦、第一中间针焦和第一泡沫焦,并将第一精品针焦输送到第一精品输送皮带上,将第一中间针焦输送到第一中间输送皮带上,将第一泡沫焦输送到第一泡沫输送皮带上;所述的第二单元风选机用于将进入第二单元风选机的针状焦分级为第二精品针焦、第二中间针焦和第二泡沫焦,并将第二精品针焦输送到第二精品输送皮带上,将第二中间针焦输送到第二中间输送皮带上,将第二泡沫焦输送到第二泡沫输送皮带上;所述的第一精品输送皮带用于将第一精品针焦输送到第一振动筛中;所述的第一中间输送皮带用于将第一中间针焦输送到第二振动筛中;所述的第一泡沫输送皮带用于将第一泡沫焦输送到泡沫焦汇总输送皮带上;所述的第二中间输送皮带用于将第二中间焦输送到第三振动筛中;所述的第二精品输送皮带用于将第二精品针焦输送到第四振动筛中;所述的第二泡沫输送皮带用于将第二泡沫焦输送到泡沫焦汇总输送皮带上;所述的第一振动筛用于将进入第一振动筛的第一精品针焦筛选分级为颗粒直径≤5mm的第一精品针焦、颗粒直径为5-15mm的第一精品针焦、颗粒直径为15-25mm的第一精品针焦和颗粒直径≥25 mm的第一精品针焦;所述的第二振动筛用于将进入第二振动筛的第一中间针焦筛选分级为颗粒直径≤5mm的第一中间针焦和颗粒直径>5mm的第一中间针焦,并将颗粒直径≤5mm的第一中间针焦输送到第五带倾角波纹挡边皮带上,将颗粒直径>5mm的第一中间针焦输送到第六带倾角波纹挡边皮带上;所述的第三振动筛用于将进入第三振动筛的第二中间焦筛选分级为颗粒直径>5mm的第二中间针焦和颗粒直径≤5mm的第二中间针焦,并将颗粒直径>5mm的第二中间针焦输送到第七带倾角波纹挡边皮带上,将颗粒直径≤5mm的第二中间针焦输送到第八带倾角波纹挡边皮带上;所述的第四振动筛用于将进入第四振动筛的第二精品针焦筛选分级为颗粒直径≥25 mm的第二精品针焦、颗粒直径为15-25mm的第二精品针焦、颗粒直径为5-15mm的第二精品针焦和颗粒直径≤5mm的第二精品针焦;所述的泡沫焦汇总输送皮带用于将第一泡沫焦和第二泡沫焦输送到第十三带倾角波纹挡边皮带上。
8.所述的第一振动筛还用于将颗粒直径≤5mm的第一精品针焦输送到第一带倾角波纹挡边皮带上,将颗粒直径为5-15mm的第一精品针焦输送到第二带倾角波纹挡边皮带上,将颗粒直径为15-25mm的第一精品针焦输送到第三带倾角波纹挡边皮带上,将颗粒直径≥25 mm的第一精品针焦输送到第四带倾角波纹挡边皮带上;所述的第四振动筛还用于将将颗粒直径≥25 mm的第二精品针焦输送到第九带倾角波纹挡边皮带上,将颗粒直径为15-25mm的第二精品针焦输送到第十带倾角波纹挡边皮带上,将颗粒直径为5-15mm的第二精品针焦输送到第十一带倾角波纹挡边皮带上,将颗粒直径≤5mm的第二精品针焦输送到第十二带倾角波纹挡边皮带上。
9.所述的第一成品仓库包括1号成品仓、2号成品仓、3号成品仓和4号成品仓,所述的第二成品仓库包括5号成品仓、6号成品仓、7号成品仓和8号成品仓;所述1号成品仓的下方设置有1号混凝土结构下钢构、1号手动平板闸门和1号振动给料机,所述的1号手动平板闸门连接在所述的1号混凝土结构下钢构和1号振动给料机之间;所述的1号混凝土结构下钢构用于将1号成品仓中的针状焦缓冲并引导到1号手动平板闸门和1号振动给料机中;所述的1号手动平板闸门用于控制和调节进入1号振动给料机的针状焦的流量;所述2号成品仓的下方设置有2号混凝土结构下钢构、2号手动平板闸门和2号振动给料机,所述的2号手动平板闸门连接在所述的2号混凝土结构下钢构和2号振动给料机之间;所述的2号混凝土结构下钢构用于将2号成品仓中的针状焦缓冲并引导到2号手动平板闸门和2号振动给料机
中;所述的2号手动平板闸门用于控制和调节进入2号振动给料机的针状焦的流量;所述3号成品仓的下方设置有3号混凝土结构下钢构、3号手动平板闸门和3号振动给料机,所述的3号手动平板闸门连接在所述的3号混凝土结构下钢构和3号振动给料机之间;所述的3号混凝土结构下钢构用于将3号成品仓中的针状焦缓冲并引导到3号手动平板闸门和3号振动给料机中;所述的3号手动平板闸门用于控制和调节进入3号振动给料机的针状焦的流量;所述4号成品仓的下方设置有4号混凝土结构下钢构、4号手动平板闸门和4号振动给料机,所述的4号手动平板闸门连接在所述的4号混凝土结构下钢构和4号振动给料机之间;所述的4号混凝土结构下钢构用于将4号成品仓中的针状焦缓冲并引导到4号手动平板闸门和4号振动给料机中;所述的4号手动平板闸门用于控制和调节进入4号振动给料机的针状焦的流量;所述的1号振动给料机和2号振动给料机用于将针状焦输送到1号输送皮带上;所述的3号振动给料机和4号振动给料机用于将针状焦输送到2号输送皮带上;所述的1号输送皮带和2号输送皮带用于将针状焦输送到3号输送皮带上;所述的3号输送皮带用于将针状焦输送到4号输送皮带上;所述的4号输送皮带用于将针状焦输送到所述的第一电液动三通分料器中。
10.所述5号成品仓的下方设置有5号混凝土结构下钢构、5号手动平板闸门和5号振动给料机,所述的5号手动平板闸门连接在所述的5号混凝土结构下钢构和5号振动给料机之间;所述的5号混凝土结构下钢构用于将5号成品仓中的针状焦缓冲并引导到5号手动平板闸门和5号振动给料机中;所述的5号手动平板闸门用于控制和调节进入5号振动给料机的针状焦的流量;所述6号成品仓的下方设置有6号混凝土结构下钢构、6号手动平板闸门和6号振动给料机,所述的6号手动平板闸门连接在所述的6号混凝土结构下钢构和6号振动给料机之间;所述的6号混凝土结构下钢构用于将6号成品仓中的针状焦缓冲并引导到6号手动平板闸门和6号振动给料机中;所述的6号手动平板闸门用于控制和调节进入6号振动给料机的针状焦的流量;所述7号成品仓的下方设置有7号混凝土结构下钢构、7号手动平板闸门和7号振动给料机,所述的7号手动平板闸门连接在所述的7号混凝土结构下钢构和7号振动给料机之间;所述的7号混凝土结构下钢构用于将7号成品仓中的针状焦缓冲并引导到7号手动平板闸门和7号振动给料机中;所述的7号手动平板闸门用于控制和调节进入7号振动给料机的针状焦的流量;所述8号成品仓的下方设置有8号混凝土结构下钢构、8号手动平板闸门和8号振动给料机,所述的8号手动平板闸门连接在所述的8号混凝土结构下钢构和8号振动给料机之间;所述的8号混凝土结构下钢构用于将8号成品仓中的针状焦缓冲并引导到8号手动平板闸门和8号振动给料机中;所述的8号手动平板闸门用于控制和调节进入8号振动给料机的针状焦的流量;所述的5号振动给料机、6号振动给料机、7号振动给料机和8号振动给料机用于将针状焦输送到第一输送皮带上;所述的第一输送皮带用于将针状焦输送到第二输送皮带上;所述的第二输送皮带用于将针状焦输送到所述的第二电液动三通分料器中。
11.所述的第一带倾角波纹挡边皮带的下方设置有第一规格仓,所述的第一带倾角波纹挡边皮带用于将颗粒直径≤5mm的第一精品针焦输送到第一规格仓中;所述的第二带倾角波纹挡边皮带的下方设置有第二规格仓,所述的第二带倾角波纹挡边皮带用于将颗粒直径为5-15mm的第一精品针焦输送到第二规格仓中;所述的第三带倾角波纹挡边皮带的下方设置有第三规格仓,所述的第三带倾角波纹挡边皮带用于将颗粒直径为15-25mm的第一精
品针焦输送到第三规格仓中;所述的第四带倾角波纹挡边皮带的下方设置有第四规格仓,所述的第四带倾角波纹挡边皮带用于将颗粒直径≥25 mm的第一精品针焦输送到第四规格仓中;所述的第五带倾角波纹挡边皮带的下方设置有第五规格仓,所述的第五带倾角波纹挡边皮带用于将颗粒直径≤5mm的第一中间针焦输送到第五规格仓中;所述的第六带倾角波纹挡边皮带的下方设置有第六规格仓,所述的第六带倾角波纹挡边皮带用于将颗粒直径>5mm的第一中间针焦输送到第六规格仓中;所述的第七带倾角波纹挡边皮带的下方设置有第七规格仓,所述的第七带倾角波纹挡边皮带用于将颗粒直径>5mm的第二中间针焦输送到第七规格仓中;所述的第八带倾角波纹挡边皮带的下方设置有第八规格仓,所述的第八带倾角波纹挡边皮带用于将颗粒直径≤5mm的第二中间针焦输送到第八规格仓中;所述的第九带倾角波纹挡边皮带的下方设置有第九规格仓,所述的第九带倾角波纹挡边皮带用于将颗粒直径≥25 mm的第二精品针焦输送到第九规格仓中;所述的第十带倾角波纹挡边皮带的下方设置有第十规格仓,所述的第十带倾角波纹挡边皮带用于将颗粒直径为15-25mm的第二精品针焦输送到第十规格仓中;所述的第十一带倾角波纹挡边皮带的下方设置有第十一规格仓,所述的第十一带倾角波纹挡边皮带用于将颗粒直径为5-15mm的第二精品针焦输送到第十一规格仓中;所述的第十二带倾角波纹挡边皮带的下方设置有第十二规格仓,所述的第十二带倾角波纹挡边皮带用于将颗粒直径≤5mm的第二精品针焦输送到第十二规格仓中;所述的第十三带倾角波纹挡边皮带的下方设置有第十三规格仓,所述的第十三带倾角波纹挡边皮带用于将第一泡沫焦和第二泡沫焦输送到第十三规格仓中。
12.所述第一规格仓的下方设置有第一成品包装机,所述第一成品包装机的下方设置有第一吨包袋,所述的第一成品包装机用于将第一规格仓中的颗粒直径≤5mm的第一精品针焦打包并输送到第一吨包袋中;所述第二规格仓的下方设置有第二成品包装机,所述第二成品包装机的下方设置有第二吨包袋,所述的第二成品包装机用于将第二规格仓中的颗粒直径为5-15mm的第一精品针焦输送到第二吨包袋中;所述第三规格仓的下方设置有第三成品包装机,所述第三成品包装机的下方设置有第三吨包袋,所述的第三成品包装机用于将第三规格仓中的颗粒直径为15-25mm的第一精品针焦输送到第三吨包袋中;所述第四规格仓的下方设置有第四成品包装机,所述第四成品包装机的下方设置有第四吨包袋,所述的第四成品包装机用于将第四规格仓中的颗粒直径≥25 mm的第一精品针焦输送到第四吨包袋中。
13.所述第五规格仓的下方设置有第一钢板仓下钢构、第一手动平板闸门、第一电动星型卸灰阀和第五吨包袋,所述的第一钢板仓下钢构用于将第五规格仓中的颗粒直径≤5mm的第一中间针焦缓冲并引导到第一手动平板闸门和第五吨包袋中;所述的第一手动平板闸门用于控制和调节进入第五吨包袋的第一中间针焦的流量;所述的第一电动星型卸灰阀用于卸灰;所述第六规格仓的下方设置有第二钢板仓下钢构、第二手动平板闸门、第二电动星型卸灰阀和第六吨包袋,所述的第二钢板仓下钢构用于将第六规格仓中的颗粒直径>5mm的第一中间针焦缓冲并引导到第二手动平板闸门和第六吨包袋中;所述的第二手动平板闸门用于控制和调节进入第六吨包袋的第一中间针焦的流量;所述的第二电动星型卸灰阀用于卸灰;所述第七规格仓的下方设置有第三钢板仓下钢构、第三手动平板闸门、第三电动星型卸灰阀和第七吨包袋,所述的第三钢板仓下钢构用于将第七规格仓中的颗粒直径>5mm的第二中间针焦缓冲并引导到第三手动平板闸门和第七吨包袋中;所述的第三手动平
板闸门用于控制和调节进入第七吨包袋的第二中间针焦的流量;所述的第三电动星型卸灰阀用于卸灰;所述第八规格仓的下方设置有第四钢板仓下钢构、第四手动平板闸门、第四电动星型卸灰阀和第八吨包袋,所述的第四钢板仓下钢构用于将第八规格仓中的颗粒直径≤5mm的第二中间针焦缓冲并引导到第四手动平板闸门和第八吨包袋中;所述的第四手动平板闸门用于控制和调节进入第八吨包袋的第二中间针焦的流量;所述的第四电动星型卸灰阀用于卸灰。
14.所述第九规格仓的下方设置有第五成品包装机,所述第五成品包装机的下方设置有第九吨包袋,所述的第五成品包装机用于将第九规格仓中的颗粒直径≥25 mm的第二精品针焦打包并输送到第九吨包袋中;所述第十规格仓的下方设置有第六成品包装机,所述第六成品包装机的下方设置有第十吨包袋,所述的第六成品包装机用于将第十规格仓中的颗粒直径为15-25mm的第二精品针焦输送到第十吨包袋中;所述第十一规格仓的下方设置有第七成品包装机,所述第七成品包装机的下方设置有第十一吨包袋,所述的第七成品包装机用于将第十一规格仓中的颗粒直径为5-15mm的第二精品针焦输送到第十一吨包袋中;所述第十二规格仓的下方设置有第八成品包装机,所述第八成品包装机的下方设置有第十二吨包袋,所述的第八成品包装机用于将第十二规格仓中的颗粒直径≤5mm的第二精品针焦输送到第十二吨包袋中。
15.所述第十三规格仓的下方设置有第五钢板仓下钢构、第五手动平板闸门、第五电动星型卸灰阀和第十三吨包袋,所述的第五钢板仓下钢构用于将第十三规格仓中的第一泡沫焦和第二泡沫焦缓冲并引导到第五手动平板闸门和第十三吨包袋中;所述的第五手动平板闸门用于控制和调节进入第十三吨包袋的第一泡沫焦和第二泡沫焦的流量;所述的第五电动星型卸灰阀用于卸灰。
16.所述的第一规格仓、第二规格仓、第三规格仓、第四规格仓、第五规格仓、第六规格仓、第七规格仓、第八规格仓、第九规格仓、第十规格仓、第十一规格仓、第十二规格仓和第十三规格仓中均设置有2台料位计和2台仓壁振动器。
17.有益效果与现有技术相比,本发明的有益效果是:本发明所述的针状焦风选分级系统采用振动给料机、电液动三通分料器、风选机、振动筛和成品包装机的协同作用,自动将针状焦分级,分级规格包括≤5mm精品针焦、5-15mm精品针焦、15-25mm精品针焦、≥25 mm精品针焦、≤5mm中间针焦、>5mm中间针焦和泡沫焦,并且能够将分级后的针状焦产品自动包装,提高了整体的生产效率。
附图说明
18.附图用来提供对本发明技术方案的进一步理解,并且构成说明书的一部分,与本技术的具体实施方式一起用于解释本发明的技术方案,并不构成对本发明技术方案的限制。
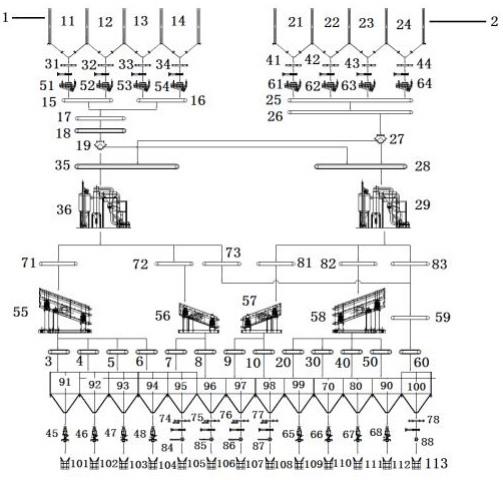
19.图1是本发明所述针状焦风选分级系统的整体结构示意图。
具体实施方式
20.在下文中更详细地描述了本发明以有助于对本发明的理解。
21.如图1所示,本发明所述的针状焦风选分级系统包括第一成品仓库1、第二成品仓库2、第一电液动三通分料器19、第二电液动三通分料器27、第一单元风选机36、第二单元风选机29、第一振动筛55、第二振动筛56、第三振动筛57、第四振动筛58,所述的第一成品仓库1和第二成品仓库2中均设置有针状焦,所述第一成品仓库1中的针状焦被输送到所述的第一电液动三通分料器19中,所述第二成品仓库2中的针状焦被输送到所述的第二电液动三通分料器27中;所述的第一电液动三通分料器19用于将进入第一电液动三通分料器19的针状焦中的一部分输送到5号带倾角波纹挡边皮带28上,另一部分输送到6号带倾角波纹挡边皮带35上;所述的第二电液动三通分料器27用于将进入第二电液动三通分料器27的针状焦中的一部分输送到5号带倾角波纹挡边皮带28上,另一部分输送到6号带倾角波纹挡边皮带35上;所述的5号带倾角波纹挡边皮带28用于将输送到5号带倾角波纹挡边皮带28上的针状焦输送到第二单元风选机29中;所述的6号带倾角波纹挡边皮带35用于将输送到6号带倾角波纹挡边皮带35上的针状焦输送到第一单元风选机36中;所述的第一单元风选机36用于将进入第一单元风选机的针状焦分级为第一精品针焦、第一中间针焦和第一泡沫焦,并将第一精品针焦输送到第一精品输送皮带71上,将第一中间针焦输送到第一中间输送皮带72上,将第一泡沫焦输送到第一泡沫输送皮带73上;所述的第二单元风选机29用于将进入第二单元风选机的针状焦分级为第二精品针焦、第二中间针焦和第二泡沫焦,并将第二精品针焦输送到第二精品输送皮带82上,将第二中间针焦输送到第二中间输送皮带81上,将第二泡沫焦输送到第二泡沫输送皮带83上;所述的第一精品输送皮带71用于将第一精品针焦输送到第一振动筛55中;所述的第一中间输送皮带72用于将第一中间针焦输送到第二振动筛56中;所述的第一泡沫输送皮带73用于将第一泡沫焦输送到泡沫焦汇总输送皮带59上;所述的第二中间输送皮带81用于将第二中间焦输送到第三振动筛57中;所述的第二精品输送皮带82用于将第二精品针焦输送到第四振动筛58中;所述的第二泡沫输送皮带83用于将第二泡沫焦输送到泡沫焦汇总输送皮带59上;所述的第一振动筛55用于将进入第一振动筛的第一精品针焦筛选分级为颗粒直径≤5mm的第一精品针焦、颗粒直径为5-15mm的第一精品针焦、颗粒直径为15-25mm的第一精品针焦和颗粒直径≥25 mm的第一精品针焦,并将颗粒直径≤5mm的第一精品针焦输送到第一带倾角波纹挡边皮带3上,将颗粒直径为5-15mm的第一精品针焦输送到第二带倾角波纹挡边皮带4上,将颗粒直径为15-25mm的第一精品针焦输送到第三带倾角波纹挡边皮带5上,将颗粒直径≥25 mm的第一精品针焦输送到第四带倾角波纹挡边皮带6上;所述的第二振动筛56用于将进入第二振动筛的第一中间针焦筛选分级为颗粒直径≤5mm的第一中间针焦和颗粒直径>5mm的第一中间针焦,并将颗粒直径≤5mm的第一中间针焦输送到第五带倾角波纹挡边皮带7上,将颗粒直径>5mm的第一中间针焦输送到第六带倾角波纹挡边皮带8上;所述的第三振动筛57用于将进入第三振动筛的第二中间焦筛选分级为颗粒直径>5mm的第二中间针焦和颗粒直径≤5mm的第二中间针焦,并将颗粒直径>5mm的第二中间针焦输送到第七带倾角波纹挡边皮带9上,将颗粒直径≤5mm的第二中间针焦输送到第八带倾角波纹挡边皮带10上;所述的第四振动筛58用于将进入第四振动筛的第二精品针焦筛选分级为颗粒直径≥25 mm的第二精品针焦、颗粒直径为15-25mm的第二精品针焦、颗粒直径为5-15mm的第二精品针焦和颗粒直径≤5mm的第二精品针焦,并将颗粒直径≥25 mm的第二精品针焦输送到第九带倾角波纹挡边皮带20上,将颗粒直径为15-25mm的第二精品针焦输送到第十带倾角波纹挡边皮带30上,将颗粒直径为5-15mm
的第二精品针焦输送到第十一带倾角波纹挡边皮带40上,将颗粒直径≤5mm的第二精品针焦输送到第十二带倾角波纹挡边皮带50上;所述的泡沫焦汇总输送皮带59用于将第一泡沫焦和第二泡沫焦输送到第十三带倾角波纹挡边皮带60上。
22.所述的第一成品仓库1包括1号成品仓11、2号成品仓12、3号成品仓13和4号成品仓14,所述的第二成品仓库2包括5号成品仓21、6号成品仓22、7号成品仓23和8号成品仓24;所述1号成品仓11的下方设置有1号混凝土结构下钢构31、1号手动平板闸门和1号振动给料机51,所述的1号手动平板闸门连接在所述的1号混凝土结构下钢构31和1号振动给料机51之间;所述的1号混凝土结构下钢构31用于将1号成品仓11中的针状焦缓冲并引导到1号手动平板闸门和1号振动给料机51中;所述的1号手动平板闸门用于控制和调节进入1号振动给料机51的针状焦的流量;所述2号成品仓12的下方设置有2号混凝土结构下钢构32、2号手动平板闸门和2号振动给料机52,所述的2号手动平板闸门连接在所述的2号混凝土结构下钢构32和2号振动给料机52之间;所述的2号混凝土结构下钢构32用于将2号成品仓12中的针状焦缓冲并引导到2号手动平板闸门和2号振动给料机52中;所述的2号手动平板闸门用于控制和调节进入2号振动给料机52的针状焦的流量;所述3号成品仓13的下方设置有3号混凝土结构下钢构33、3号手动平板闸门和3号振动给料机53,所述的3号手动平板闸门连接在所述的3号混凝土结构下钢构33和3号振动给料机53之间;所述的3号混凝土结构下钢构33用于将3号成品仓13中的针状焦缓冲并引导到3号手动平板闸门和3号振动给料机53中;所述的3号手动平板闸门用于控制和调节进入3号振动给料机53的针状焦的流量;所述4号成品仓14的下方设置有4号混凝土结构下钢构34、4号手动平板闸门和4号振动给料机54,所述的4号手动平板闸门连接在所述的4号混凝土结构下钢构34和4号振动给料机54之间;所述的4号混凝土结构下钢构34用于将4号成品仓14中的针状焦缓冲并引导到4号手动平板闸门和4号振动给料机54中;所述的4号手动平板闸门用于控制和调节进入4号振动给料机54的针状焦的流量;所述的1号振动给料机51和2号振动给料机52用于将针状焦输送到1号输送皮带15上;所述的3号振动给料机53和4号振动给料机54用于将针状焦输送到2号输送皮带16上;所述的1号输送皮带15和2号输送皮带16用于将针状焦输送到3号输送皮带17上;所述的3号输送皮带17用于将针状焦输送到4号输送皮带18上;所述的4号输送皮带18用于将针状焦输送到所述的第一电液动三通分料器19中。
23.所述5号成品仓21的下方设置有5号混凝土结构下钢构41、5号手动平板闸门和5号振动给料机61,所述的5号手动平板闸门连接在所述的5号混凝土结构下钢构41和5号振动给料机61之间;所述的5号混凝土结构下钢构41用于将5号成品仓21中的针状焦缓冲并引导到5号手动平板闸门和5号振动给料机61中;所述的5号手动平板闸门用于控制和调节进入5号振动给料机61的针状焦的流量;所述6号成品仓22的下方设置有6号混凝土结构下钢构42、6号手动平板闸门和6号振动给料机62,所述的6号手动平板闸门连接在所述的6号混凝土结构下钢构42和6号振动给料机62之间;所述的6号混凝土结构下钢构42用于将6号成品仓22中的针状焦缓冲并引导到6号手动平板闸门和6号振动给料机62中;所述的6号手动平板闸门用于控制和调节进入6号振动给料机62的针状焦的流量;所述7号成品仓23的下方设置有7号混凝土结构下钢构43、7号手动平板闸门和7号振动给料机63,所述的7号手动平板闸门连接在所述的7号混凝土结构下钢构43和7号振动给料机63之间;所述的7号混凝土结构下钢构43用于将7号成品仓23中的针状焦缓冲并引导到7号手动平板闸门和7号振动给料
机63中;所述的7号手动平板闸门用于控制和调节进入7号振动给料机63的针状焦的流量;所述8号成品仓24的下方设置有8号混凝土结构下钢构44、8号手动平板闸门和8号振动给料机64,所述的8号手动平板闸门连接在所述的8号混凝土结构下钢构44和8号振动给料机64之间;所述的8号混凝土结构下钢构44用于将8号成品仓24中的针状焦缓冲并引导到8号手动平板闸门和8号振动给料机64中;所述的8号手动平板闸门用于控制和调节进入8号振动给料机64的针状焦的流量;所述的5号振动给料机61、6号振动给料机62、7号振动给料机63和8号振动给料机64用于将针状焦输送到第一输送皮带25上;所述的第一输送皮带25用于将针状焦输送到第二输送皮带26上;所述的第二输送皮带26用于将针状焦输送到所述的第二电液动三通分料器27中。
24.所述的第一带倾角波纹挡边皮带3的下方设置有第一规格仓91,所述的第一带倾角波纹挡边皮带3用于将颗粒直径≤5mm的第一精品针焦输送到第一规格仓91中;所述的第二带倾角波纹挡边皮带4的下方设置有第二规格仓92,所述的第二带倾角波纹挡边皮带4用于将颗粒直径为5-15mm的第一精品针焦输送到第二规格仓92中;所述的第三带倾角波纹挡边皮带5的下方设置有第三规格仓93,所述的第三带倾角波纹挡边皮带5用于将颗粒直径为15-25mm的第一精品针焦输送到第三规格仓93中;所述的第四带倾角波纹挡边皮带6的下方设置有第四规格仓94,所述的第四带倾角波纹挡边皮带6用于将颗粒直径≥25 mm的第一精品针焦输送到第四规格仓94中;所述的第五带倾角波纹挡边皮带7的下方设置有第五规格仓95,所述的第五带倾角波纹挡边皮带7用于将颗粒直径≤5mm的第一中间针焦输送到第五规格仓95中;所述的第六带倾角波纹挡边皮带8的下方设置有第六规格仓96,所述的第六带倾角波纹挡边皮带8用于将颗粒直径>5mm的第一中间针焦输送到第六规格仓96中;所述的第七带倾角波纹挡边皮带9的下方设置有第七规格仓97,所述的第七带倾角波纹挡边皮带9用于将颗粒直径>5mm的第二中间针焦输送到第七规格仓97中;所述的第八带倾角波纹挡边皮带10的下方设置有第八规格仓98,所述的第八带倾角波纹挡边皮带10用于将颗粒直径≤5mm的第二中间针焦输送到第八规格仓98中;所述的第九带倾角波纹挡边皮带20的下方设置有第九规格仓99,所述的第九带倾角波纹挡边皮带20用于将颗粒直径≥25 mm的第二精品针焦输送到第九规格仓99中;所述的第十带倾角波纹挡边皮带30的下方设置有第十规格仓70,所述的第十带倾角波纹挡边皮带30用于将颗粒直径为15-25mm的第二精品针焦输送到第十规格仓70中;所述的第十一带倾角波纹挡边皮带40的下方设置有第十一规格仓80,所述的第十一带倾角波纹挡边皮带40用于将颗粒直径为5-15mm的第二精品针焦输送到第十一规格仓80中;所述的第十二带倾角波纹挡边皮带50的下方设置有第十二规格仓90,所述的第十二带倾角波纹挡边皮带50用于将颗粒直径≤5mm的第二精品针焦输送到第十二规格仓90中;所述的第十三带倾角波纹挡边皮带60的下方设置有第十三规格仓100,所述的第十三带倾角波纹挡边皮带60用于将第一泡沫焦和第二泡沫焦输送到第十三规格仓100中。
25.所述第一规格仓91的下方设置有第一成品包装机45,所述第一成品包装机45的下方设置有第一吨包袋101,所述的第一成品包装机45用于将第一规格仓91中的颗粒直径≤5mm的第一精品针焦打包并输送到第一吨包袋101中;所述第二规格仓92的下方设置有第二成品包装机46,所述第二成品包装机46的下方设置有第二吨包袋102,所述的第二成品包装机46用于将第二规格仓92中的颗粒直径为5-15mm的第一精品针焦输送到第二吨包袋102
中;所述第三规格仓93的下方设置有第三成品包装机47,所述第三成品包装机47的下方设置有第三吨包袋103,所述的第三成品包装机47用于将第三规格仓93中的颗粒直径为15-25mm的第一精品针焦输送到第三吨包袋103中;所述第四规格仓94的下方设置有第四成品包装机48,所述第四成品包装机48的下方设置有第四吨包袋104,所述的第四成品包装机48用于将第四规格仓94中的颗粒直径≥25 mm的第一精品针焦输送到第四吨包袋104中。
26.所述第五规格仓95的下方设置有第一钢板仓下钢构74、第一手动平板闸门、第一电动星型卸灰阀84和第五吨包袋105,所述的第一钢板仓下钢构74用于将第五规格仓95中的颗粒直径≤5mm的第一中间针焦缓冲并引导到第一手动平板闸门和第五吨包袋105中;所述的第一手动平板闸门用于控制和调节进入第五吨包袋的第一中间针焦的流量;所述的第一电动星型卸灰阀84用于卸灰;所述第六规格仓96的下方设置有第二钢板仓下钢构75、第二手动平板闸门、第二电动星型卸灰阀85和第六吨包袋106,所述的第二钢板仓下钢构75用于将第六规格仓96中的颗粒直径>5mm的第一中间针焦缓冲并引导到第二手动平板闸门和第六吨包袋106中;所述的第二手动平板闸门用于控制和调节进入第六吨包袋的第一中间针焦的流量;所述的第二电动星型卸灰阀85用于卸灰;所述第七规格仓97的下方设置有第三钢板仓下钢构76、第三手动平板闸门、第三电动星型卸灰阀86和第七吨包袋107,所述的第三钢板仓下钢构76用于将第七规格仓97中的颗粒直径>5mm的第二中间针焦缓冲并引导到第三手动平板闸门和第七吨包袋107中;所述的第三手动平板闸门用于控制和调节进入第七吨包袋的第二中间针焦的流量;所述的第三电动星型卸灰阀86用于卸灰;所述第八规格仓98的下方设置有第四钢板仓下钢构77、第四手动平板闸门、第四电动星型卸灰阀87和第八吨包袋108,所述的第四钢板仓下钢构77用于将第八规格仓98中的颗粒直径≤5mm的第二中间针焦缓冲并引导到第四手动平板闸门和第八吨包袋108中;所述的第四手动平板闸门用于控制和调节进入第八吨包袋的第二中间针焦的流量;所述的第四电动星型卸灰阀87用于卸灰。
27.所述第九规格仓99的下方设置有第五成品包装机65,所述第五成品包装机65的下方设置有第九吨包袋109,所述的第五成品包装机65用于将第九规格仓99中的颗粒直径≥25 mm的第二精品针焦打包并输送到第九吨包袋109中;所述第十规格仓70的下方设置有第六成品包装机66,所述第六成品包装机66的下方设置有第十吨包袋110,所述的第六成品包装机66用于将第十规格仓70中的颗粒直径为15-25mm的第二精品针焦输送到第十吨包袋110中;所述第十一规格仓80的下方设置有第七成品包装机67,所述第七成品包装机67的下方设置有第十一吨包袋111,所述的第七成品包装机67用于将第十一规格仓80中的颗粒直径为5-15mm的第二精品针焦输送到第十一吨包袋111中;所述第十二规格仓90的下方设置有第八成品包装机68,所述第八成品包装机68的下方设置有第十二吨包袋112,所述的第八成品包装机68用于将第十二规格仓90中的颗粒直径≤5mm的第二精品针焦输送到第十二吨包袋112中。
28.所述第十三规格仓100的下方设置有第五钢板仓下钢构78、第五手动平板闸门、第五电动星型卸灰阀88和第十三吨包袋113,所述的第五钢板仓下钢构78用于将第十三规格仓100中的第一泡沫焦和第二泡沫焦缓冲并引导到第五手动平板闸门和第十三吨包袋113中;所述的第五手动平板闸门用于控制和调节进入第十三吨包袋的第一泡沫焦和第二泡沫焦的流量;所述的第五电动星型卸灰阀88用于卸灰。
29.所述的第一规格仓91、第二规格仓92、第三规格仓93、第四规格仓94、第五规格仓95、第六规格仓96、第七规格仓97、第八规格仓98、第九规格仓99、第十规格仓70、第十一规格仓80、第十二规格仓90和第十三规格仓100中均设置有2台料位计和2台仓壁振动器。
30.以上描述了本发明优选实施方式,然其并非用以限定本发明。本领域技术人员对在此公开的实施方案可进行并不偏离本发明范畴和精神的改进和变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1