一种框架全自动检测机的制作方法
1.本实用新型涉及检测机技术领域,具体来说,涉及一种框架全自动检测机。
背景技术:
2.目前汽车安全带框架金属件的出货前检测的检测方式,是有工人对产品进行目视或治具进行检测,有工人判断检测项目是否合格,一个产品有一组员工分别对不同的检测项目进行分开检测,根据框架结构不同,使用人力6-9个人,使用人力较多,切工人检测判断时容易疲劳,容易误判断,给出货带来很大的品质隐患。
3.针对相关技术中的问题,目前尚未提出有效的解决方案。
技术实现要素:
4.针对相关技术中的问题,本实用新型提出一种框架全自动检测机,以克服现有相关技术所存在的上述技术问题。
5.为此,本实用新型采用的具体技术方案如下:
6.一种框架全自动检测机,包括工作台,所述工作台的顶端设置有送料机构、入料机构和出料机构,所述送料机构位于所述入料机构的一侧,所述出料机构位于所述入料机构的一端。
7.进一步的,所述入料机构由挡块、红外感应器、等待位、修正气缸和入料输送带构成,所述红外感应器位于所述挡块的一侧,所述等待位位于所述挡块一侧的顶端,所述修正气缸位于所述等待位的两侧,所述入料机构的一侧设置有两轴入料机械手,所述两轴入料机械手的一侧设置有气缸一,所述气缸一的一侧设置有夹手一。
8.进一步的,所述入料机构远离所述挡块的一侧设置有小抓高度检测机构,所述小抓高度检测机构由小抓高度检测块和气缸二构成,所述气缸二位于所述小抓高度检测块的底端。
9.进一步的,所述出料机构由三轴出料机械手、气缸三、夹手二和电机一构成,所述气缸三位于所述夹手二的一侧,所述电机一位于所述气缸三一侧的顶端,所述三轴出料机械手位于所述电机一的一侧,所述出料机构的底端设置有出料输送带,所述出料输送带的一侧设置有电机二。
10.进一步的,所述送料机构位于所述小抓高度检测机构的一侧,所述送料机构由转盘和治具构成,所述治具位于所述转盘的顶端,所述转盘底端的中部设置有电机四,所述转盘的一侧设置有两边侧漏孔及铆压点高度检测机构,所述两边侧漏孔及铆压点高度检测机构由固定气缸一、框架固定块、铆压高度检测通止块、插针、检测板一、检测板二和检测气缸构成,所述检测板一位于所述铆压高度检测通止块的一侧,所述检测板二位于所述铆压高度检测通止块的另一侧,所述插针位于所述检测板二靠近所述铆压高度检测通止块的一侧,所述框架固定块位于所述铆压高度检测通止块的顶端,所述固定气缸一位于所述框架固定块的顶端,所述检测气缸位于所述框架固定块的底端。
11.进一步的,所述两边侧漏孔及铆压点高度检测机构的一侧设置有螺牙检测机构,所述螺牙检测机构由固定气缸二、框架固定柱一、攻牙电机、滑轨、电机三和螺丝刀构成,所述滑轨位于所述电机三的一侧,所述攻牙电机位于所述滑轨的一侧,所述螺丝刀位于所述攻牙电机的顶端,所述框架固定柱一位于所述螺丝刀的顶端,所述固定气缸二位于所述框架固定柱一的顶端。
12.进一步的,所述螺牙检测机构的一侧设置有tv框中部变形及主体缺料检测机构,所述tv框中部变形及主体缺料检测机构由固定气缸三、框架固定柱二、主体缺料激光感应器和tv框中部变形激光感应器构成,所述主体缺料激光感应器位于所述tv框中部变形激光感应器的一侧,所述框架固定柱二位于所述tv框中部变形激光感应器的顶端,所述固定气缸三位于所述框架固定柱二的顶端。
13.进一步的,所述tv框中部变形及主体缺料检测机构的一侧设置有tv 框变形及侧边耳变检测机构,所述tv框变形及侧边耳变检测机构由固定气缸四、框架固定柱三、气缸四和tv框检测通止块构成,所述tv框检测通止块的两侧设置有所述气缸四,所述框架固定柱三位于所述tv框检测通止块的顶端,所述固定气缸四位于所述固定柱三的顶端,所述tv框变形及侧边耳变检测机构的一侧,所述工作台的一侧设置有不良品箱。
14.本实用新型的有益效果为:通过设置由两边侧漏孔及铆压点高度检测机构、固定气缸一、框架固定块、铆压高度检测通止块、插针、检测板一、检测板二和检测气缸构成的一种框架全自动检测机,从而通过使用自动框架检测机,将所需的人工减少到原来的三到四倍,减少用人压力,检测效率与目前方式相当,检测判断准确率比原来成倍提高,工人疲劳强度大幅降低,基本满足出货需要。
附图说明
15.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
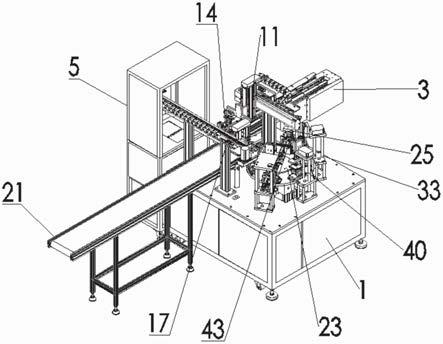
16.图1是根据本实用新型实施例的一种框架全自动检测机的结构示意图;
17.图2是根据本实用新型实施例的一种框架全自动检测机中三轴出料机械手的结构示意图;
18.图3是根据本实用新型实施例的一种框架全自动检测机中输送带的结构示意图;
19.图4是根据本实用新型实施例的一种框架全自动检测机中两边侧漏孔及铆压点高度检测机构的结构示意图;
20.图5是根据本实用新型实施例的一种框架全自动检测机中螺牙检测机构的结构示意图;
21.图6是根据本实用新型实施例的一种框架全自动检测机中tv框中部变形及主体缺料检测机构的结构示意图;
22.图7是根据本实用新型实施例的一种框架全自动检测机中入料机构的结构示意图;
23.图8是根据本实用新型实施例的一种框架全自动检测机中两轴入料机械手的结构
示意图;
24.图9是根据本实用新型实施例的一种框架全自动检测机中tv框变形及侧边耳变检测机构的结构示意图;
25.图10是根据本实用新型实施例的一种框架全自动检测机的放大图;
26.图11是根据本实用新型实施例的一种框架全自动检测机中小抓高度检测机构的结构示意图。
27.图中:
28.1、工作台;2、送料机构;3、入料机构;4、出料机构;5、不良品箱; 6、挡块;7、红外感应器;8、等待位;9、修正气缸;10、入料输送带;11、两轴入料机械手;12、气缸一;13、夹手一;14、小抓高度检测机构;15、小抓高度检测块;16、气缸二;17、三轴出料机械手;18、气缸三;19、夹手二;20、电机一;21、出料输送带;22、电机二;23、转盘;24、治具; 25、两边侧漏孔及铆压点高度检测机构;26、固定气缸一;27、框架固定块; 28、铆压高度检测通止块;29、插针;30、检测板一;31、检测板二;32、检测气缸;33、螺牙检测机构;34、固定气缸二;35、框架固定柱一;36、攻牙电机;37、滑轨;38、电机三;39、螺丝刀;40、tv框中部变形及主体缺料检测机构;41、固定气缸三;42、框架固定柱二;43、tv框变形及侧边耳变检测机构;44、tv框中部变形激光感应器;45、固定气缸四;46、固定柱三;47、气缸四;48、tv框检测通止块;49、主体缺料激光感应器; 50、电机四。
具体实施方式
29.为进一步说明各实施例,本实用新型提供有附图,这些附图为本实用新型揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理,配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本实用新型的优点,图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
30.根据本实用新型的实施例,提供了一种框架全自动检测机。
31.实施例一:
32.如图1-11所示,根据本实用新型实施例的框架全自动检测机,包括工作台1,所述工作台1的顶端设置有送料机构2、入料机构3和出料机构4,所述送料机构2位于所述入料机构3的一侧,所述出料机构4位于所述入料机构3的一端。
33.借助于上述技术方案,通过设置由两边侧漏孔及铆压点高度检测机构25、固定气缸一26、框架固定块27、铆压高度检测通止块28、插针29、检测板一30、检测板二31和检测气缸32构成的一种框架全自动检测机,从而通过使用自动框架检测机,将所需的人工减少到原来的三到四倍,减少用人压力,检测效率与目前方式相当,检测判断准确率比原来成倍提高,工人疲劳强度大幅降低,基本满足出货需要。
34.实施例二:
35.如图1-11所示,所述工作台1的顶端设置有送料机构2、入料机构3 和出料机构4,所述送料机构2位于所述入料机构3的一侧,所述出料机构4位于所述入料机构3的一端,所述送料机构2位于所述小抓高度检测机构14的一侧,所述送料机构2由转盘23和治具(24)构成,所述治具(24) 位于所述转盘23的顶端,所述转盘23底端的中部设置有电机四50,所述转盘23的一侧设置有两边侧漏孔及铆压点高度检测机构25,所述两边侧漏孔及铆压点高度
检测机构25由固定气缸一26、框架固定块27、铆压高度检测通止块28、插针29、检测板一30、检测板二31和检测气缸32构成,所述检测板一30位于所述铆压高度检测通止块28的一侧,所述检测板二31位于所述铆压高度检测通止块28的另一侧,所述插针29位于所述检测板二31靠近所述铆压高度检测通止块28的一侧,所述框架固定块27 位于所述铆压高度检测通止块28的顶端,所述固定气缸一26位于所述框架固定块27的顶端,所述检测气缸32位于所述框架固定块27的底端,所述两边侧漏孔及铆压点高度检测机构25的一侧设置有螺牙检测机构33,所述螺牙检测机构33由固定气缸二34、框架固定柱一35、攻牙电机36、滑轨37、电机三38和螺丝刀39构成,所述滑轨37位于所述电机三38的一侧,所述攻牙电机36位于所述滑轨37的一侧,所述螺丝刀39位于所述攻牙电机36的顶端,所述框架固定柱一35位于所述螺丝刀39的顶端,所述固定气缸二34位于所述框架固定柱一35的顶端,所述螺牙检测机构33 的一侧设置有tv框中部变形及主体缺料检测机构40,所述tv框中部变形及主体缺料检测机构40由固定气缸三41、框架固定柱二42、主体缺料激光感应器49和tv框中部变形激光感应器44构成,所述主体缺料激光感应器49位于所述tv框中部变形激光感应器44的一侧,所述框架固定柱二42位于所述tv框中部变形激光感应器44的顶端,所述固定气缸三 41位于所述框架固定柱二42的顶端,所述tv框中部变形及主体缺料检测机构40的一侧设置有tv框变形及侧边耳变检测机构43,所述tv框变形及侧边耳变检测机构43由固定气缸四45、框架固定柱三46、气缸四47和 tv框检测通止块48构成,所述tv框检测通止块48的两侧设置有所述气缸四47,所述框架固定柱三46位于所述tv框检测通止块48的顶端,所述固定气缸四45位于所述固定柱三46的顶端,所述tv框变形及侧边耳变检测机构43的一侧,所述工作台1的一侧设置有不良品箱5。
36.实施例三:
37.如图1-11所示,所述工作台1的顶端设置有送料机构2、入料机构3 和出料机构4,所述送料机构2位于所述入料机构3的一侧,所述出料机构4位于所述入料机构3的一端,所述送料机构2位于所述小抓高度检测机构14的一侧,所述送料机构2由转盘23和治具24构成,所述治具24 位于所述转盘23的顶端,所述转盘23底端的中部设置有电机四50,所述转盘23的一侧设置有两边侧漏孔及铆压点高度检测机构25,所述两边侧漏孔及铆压点高度检测机构25由固定气缸一26、框架固定块27、铆压高度检测通止块28、插针29、检测板一30、检测板二31和检测气缸32构成,所述检测板一30位于所述铆压高度检测通止块28的一侧,所述检测板二31位于所述铆压高度检测通止块28的另一侧,所述插针29位于所述检测板二31靠近所述铆压高度检测通止块28的一侧,所述框架固定块27 位于所述铆压高度检测通止块28的顶端,所述固定气缸一26位于所述框架固定块27的顶端,所述检测气缸32位于所述框架固定块27的底端,所述两边侧漏孔及铆压点高度检测机构25的一侧设置有螺牙检测机构33,所述螺牙检测机构33由固定气缸二34、框架固定柱一35、攻牙电机36、滑轨37、电机三38和螺丝刀39构成,所述滑轨37位于所述电机三38的一侧,所述攻牙电机36位于所述滑轨37的一侧,所述螺丝刀39位于所述攻牙电机36的顶端,所述框架固定柱一35位于所述螺丝刀39的顶端,所述固定气缸二34位于所述框架固定柱一35的顶端,所述螺牙检测机构33 的一侧设置有tv框中部变形及主体缺料检测机构40,所述tv框中部变形及主体缺料检测机构40由固定气缸三41、框架固定柱二42、主体缺料激光感应器49和tv框中部变形激光感应器44构成,所述主体缺料激光感应器49位于所述tv框中部变形激光感应器44的一侧,所述框
架固定柱二42位于所述tv框中部变形激光感应器44的顶端,所述固定气缸三 41位于所述框架固定柱二42的顶端,所述tv框中部变形及主体缺料检测机构40的一侧设置有tv框变形及侧边耳变检测机构43,所述tv框变形及侧边耳变检测机构43由固定气缸四45、框架固定柱三46、气缸四47和 tv框检测通止块48构成,所述tv框检测通止块48的两侧设置有所述气缸四47,所述框架固定柱三46位于所述tv框检测通止块48的顶端,所述固定气缸四45位于所述固定柱三46的顶端,所述tv框变形及侧边耳变检测机构43的一侧,所述工作台1的一侧设置有不良品箱5。
38.为了方便理解本实用新型的上述技术方案,以下就本实用新型在实际过程中的工作原理或者操作方式进行详细说明。
39.在实际应用时,人手把框架放进入料机构3,电机一20驱动入料输送带 10把框架送到等待位8,挡块6挡住框架不让它掉落,红外感应器7感应到框架到位后,两侧的修正气缸9带动修正块往内一夹,完成修正,两轴入料机械手11运动到等待位8,气缸一12带动夹手一13夹住框架,把框架送到小抓高度检测机构14上,气缸二16带动小抓高度检测块15来回插一下,检测小抓是否正常,然后两轴入料机械手11过来把框架送到转盘23上的第一个工位,如不正常会记录下来,等到最后一步由三轴出料机械手17取走放到不良品箱5,如正常则由三轴出料机械手17放到出料输送带21上,转盘23由电机四50带动,一共有六个工位,每个工位上设有一个放置框架的治具24,其中框架放上去的第一个工位时不进行任何检测,旋转到第二、三、四、五位都会进行检测,旋转到第六个位为出料位,也不进行检测,转盘23转动过来后,首先固定气缸一26带动框架固定块27压住框架,完成固定,然后两侧的固定气缸一26带动插针29向框架的漏孔来回插一下,检测漏孔是否能通过,同时四块凹字型铆压高度检测通止块28向框架的边缘来回插一下,检测边缘是否合格,如不正常会记录下来,等到最后一步由三轴出料机械手17取走放到不良品箱5,如正常则三轴出料机械手17放到出料输送带21,电机四50带动转盘23转动到工位三,转盘23转动过来后,首先固定气缸二34带动框架固定柱一35压住框架,完成固定,然后电机三 38带动滑轨37带动螺丝刀39对框架的螺纹旋转,检测螺纹是否正常,如不正常会记录下来,等到最后一步由三轴出料机械手17取走放到不良品箱 5,如正常则三轴出料机械手17放到出料输送带21,电机四50带动转盘 23转动到工位四,转盘23转动过来后,首先固定气缸三41带动框架固定柱二42压住框架,完成固定,然后两个tv框中部变形激光感应器44对 tv框中部照射,感应位置是否符合,同时主体缺料激光感应器49对主体照射,感应是否缺料,即照射的位置无金属则不符合,如不正常会记录下来,等到最后一步由三轴出料机械手17取走放到不良品箱5,如正常则三轴出料机械手17放到出料输送带21上,电机四50带动转盘23转动到工位五,转盘23转动过来后,首先固定气缸四45带框架固定柱三46压住框架,完成固定,然后气缸四47带动tv框检测通止块48来回插一下,检测tv框是否变形,能顺利来回通过则无变形,如不正常会记录下来,等到最后一步由三轴出料机械手17取走放到不良品箱5,如正常则三轴出料机械手17放到出料输送带21,电机四50带动转盘23转动到工位六,三轴出料机械手17运动过来夹住框架,把有不正常记录的框架放到不良品箱5;无不正常记录的框架则放到出料输送带21,送到尽头后人工取出即可。
40.综上所述,借助于本实用新型的上述技术方案,通过设置由两边侧漏孔及铆压点高度检测机构25、固定气缸一26、框架固定块27、铆压高度检测通止块28、插针29、检测板一
30、检测板二31和检测气缸32构成的一种框架全自动检测机,从而通过使用自动框架检测机,将所需的人工减少到原来的三到四倍,减少用人压力,检测效率与目前方式相当,检测判断准确率比原来成倍提高,工人疲劳强度大幅降低,基本满足出货需要。
41.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1