一种油液回收及返回装置的制作方法
1.一种油液回收及返回装置,属于净油设备技术领域。
背景技术:
2.现有离心式净油机(闭式)在清理离心筒内部污染物时,需要将离心筒及纳污盒内部油液放出后(每次清理大约放出20l油液),才能拆下离心筒进行清理工作;在现场生产中,通过手动控制阀门放出的油液当成废油处理,造成极大的浪费。离心式净油机由于转速太高(>10000r/min),高转速下离心筒内部机械密封处也有少量油液流出,也会造成油液的浪费。在现有技术背景下及现场生产中这些油液当成废油处理,造成极大的浪费,不利于企业节能降耗与节能减排。现有技术背景,通过手动打开阀门放油,操作繁琐,易出现操作失误及跑油漏油事故,人为因素大。
技术实现要素:
3.本实用新型要解决的技术问题是:克服现有技术的不足,提供一种能够对油液回收再利用,达到节能降耗效果,降低生产成本油液回收及返回装置。
4.本实用新型解决其技术问题所采用的技术方案是:该油液回收及返回装置,其特征在于:包括回收装置以及返回装置,回收装置设置在离心式净油机的离心筒的机封漏油盘的下侧,回收装置的顶部设置有承接油液的回收口,回收装置还与离心筒相连通,返回装置设置在回收装置与油箱之间,返回装置的进油口与回收装置相连通,返回装置的出油口与离心式净油机主回路的油箱相连通。
5.优选的,所述的返回装置包括返回隔膜泵以及返回电磁阀,返回隔膜泵的进油口与回收装置相连通,返回隔膜泵的出油口串联返回电磁阀后与油箱连通。
6.优选的,所述的返回装置还包括滤芯,滤芯设置在回收装置内,返回隔膜泵的进油口通过滤芯与回收装置相连通。
7.优选的,所述的回收装置包括泄油盒,回收口设置在泄油盒的顶部,所述离心筒与泄油盒的中上部相连通。
8.优选的,还包括回收隔膜泵以及回收电磁阀,回收隔膜泵的进油口串联回收电磁阀后与所述离心筒连通,回收隔膜泵的出油口与泄油盒的中上部相连通。
9.优选的,还包括控制装置与液位检测装置,液位检测装置设置在回收装置内,液位检测装置的信号输出端与控制装置的信号输入端相连,控制装置的信号输出端与返回装置相连。
10.优选的,所述的液位检测装置为液位传感器。
11.与现有技术相比,本实用新型所具有的有益效果是:
12.本油液回收及返回装置的回收装置既能够通过回收口承接机封漏油盘泄漏的油液,离心筒内的油液也进入到回收装置内,完成油液的回收,避免在清理离心筒内部污染物时需要将离心筒及纳污盒油液当成废油处理的问题,返回装置能够将油液送回油箱内回收
再利用,达到节能降耗,降低生产成本,可广泛应用于各行各业的液体、粉末固体的回收及返回,针对不同的液体,泵和电磁阀的选型及应用、管路的选型、电路的控制、液位传感器以及回收装置容积等各方面略有差异;而用于现有的离心式净油机中是用于收集离心筒和离心筒机封处泄漏量较少的油液,避免油液的浪费。
附图说明
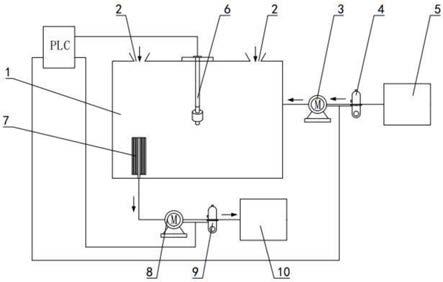
13.图1为油液回收及返回装置的结构示意图。
14.图中:1、泄油盒 2、回收口 3、回收隔膜泵 4、回收电磁阀 5、离心筒 6、液位传感器 7、滤芯 8、返回隔膜泵 9、返回电磁阀 10、油箱。
具体实施方式
15.图1是本实用新型的最佳实施例,下面结合附图1对本实用新型做进一步说明。
16.一种油液回收及返回装置,包括回收装置以及返回装置,回收装置设置在离心式净油机的离心筒5的机封漏油盘的下侧,回收装置的顶部设置有承接油液的回收口2,回收装置还与离心筒5相连通,返回装置设置在回收装置与油箱10之间,返回装置的回收口与回收装置相连通,返回装置的出油口与离心式净油机主回路的油箱10相连通。本油液回收及返回装置的回收装置既能够通过回收口承接机封漏油盘泄漏的油液,离心筒5内的油液也进入到回收装置内,完成油液的回收,避免在清理离心筒5内部污染物时需要将离心筒5及纳污盒油液当成废油处理的问题,返回装置能够将油液送回油箱10内回收再利用,达到节能降耗,降低生产成本,可广泛应用于各行各业的液体、粉末固体的回收及返回,针对不同的液体,泵和电磁阀的选型及应用、管路的选型、电路的控制、液位传感器以及回收装置容积等各方面略有差异;而用于现有的离心式净油机中是用于收集离心筒5和离心筒5机封处泄漏量较少的油液,避免油液的浪费。
17.下面结合具体实施例对本实用新型做进一步说明,然而熟悉本领域的人们应当了解,在这里结合附图给出的详细说明是为了更好的解释,本实用新型的结构必然超出了有限的这些实施例,而对于一些等同替换方案或常见手段,本文不再做详细叙述,但仍属于本技术的保护范围。
18.具体的:如图1所示:回收装置包括泄油盒1,泄油盒1为长方体箱体,泄油盒1的顶部设置有回收口2,泄油盒1设置在离心式净油机的离心筒5的机封漏油盘的正下方,机封流出的油液通过回收口2进入到泄油盒1内,从而实现了对机械密封处泄漏的油液的回收。
19.本油液回收及返回装置还包括回收隔膜泵3以及回收电磁阀4,回收隔膜泵3的出油口通过管道与泄油盒1的中上部相连通,回收隔膜泵3的进油口通过管路串联回收电磁阀4后与离心筒5相连通。通过回收隔膜泵3能够将离心筒5内的油液泵入到泄油盒1内,避免在清理离心筒5内部污染物时,需要将离心筒5及纳污盒内部油液放出当成废油的问题。
20.返回装置包括返回隔膜泵8、返回电磁阀9以及滤芯7,滤芯7设置在泄油盒1内,并位于泄油盒1的底部,返回隔膜泵8的进油口通过管路与泄油盒1的底部相连通,且与返回隔膜泵8的进油口连通的管路通过滤芯7与泄油盒1相连通。返回隔膜泵8的出油口通过管路串联返回电磁阀9后与油箱10相连通,并将泄油盒1内的油液泵入到油箱10内。油箱10为离心式净油机的主回路油箱。
21.本油液回收及返回装置还包括控制装置以及液位检测装置,在本实施例中,控制装置为plc控制器,液位检测装置为液位传感器6,液位传感器6伸入到泄油盒1内,并检测泄油盒1内的油液的液位,液位传感器6的信号输出端通过线路与plc控制器的信号输入端相连。plc控制器的信号输出端通过线路分别与回收隔膜泵3、回收电磁阀4、返回隔膜泵8以及返回电磁阀发9相连。
22.本油液回收及返回装置的工作过程如下:在自然重力作用下,机封泄漏的油液通过回收口2流入泄油盒1中;当离心式净油机需要清理离心筒5时,需要做离心筒5排油工作,通过触摸屏和plc控制器发出信号,信号流经线路控制回收隔膜泵3和回收电磁阀4同时工作,油液由离心筒5经过回收电磁阀4和回收隔膜泵3流入泄油盒1中,将离心筒5内部油液的回收至泄油盒1中。
23.当泄油盒1中的油位上升,且油位到达液位传感器6规定位置时,液位传感器6发出信号,信号通过线路传送给plc控制器,plc控制器发出信号,信号通过线路控制返回隔膜泵8和返回电磁阀9同时工作,油液通过滤芯7、返回隔膜泵8和返回电磁阀9返回净油机主回路的油箱10中,油液净化后重复利用。
24.该油液回收及返回装置中泄油盒1、油箱10以及液位传感器6都是采用不锈钢材质,管路采用硅胶管,电磁阀及隔膜泵内部密封圈采用氟橡胶材质,抗腐蚀性强。
25.管路中选用电磁阀,使用过程中通过电磁阀安装的正反方向和隔膜泵有机配合,保证离心筒5和主回路的油箱10的密封性及两者内部压强,防止油液回流。
26.通过计算离心筒5的容积、机封的泄漏量以及回收隔膜泵3、回收电磁阀4、返回隔膜泵8和返回电磁阀9的流量,按照一定的加权系数设计泄油盒1的体积,保证使用过程中泄油盒1无油液溢出。
27.以上所述,仅是本实用新型的较佳实施例而已,并非是对本实用新型作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本实用新型技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1