一种筒体结构的金属类零件检测装置
1.本实用新型涉及超声波检测装置的技术领域,具体来说,是指一种筒体结构的金属类零件检测装置。
背景技术:
2.筒体类零件广泛的应用在各种机械设备之中,在精密制造领域,对筒体类零件的加工制造要求较严格,但受限于材料和加工条件,筒体零件在生产过程中表面会产生划痕、裂缝,内部可能产生裂纹等缺陷。传统的人工检测效率低下且容易漏检已经被逐步淘汰,而通过软件分析的外表面拍照自动化技术和灯检自动化技术只能检测筒体的外表面的划痕和裂缝,不能对内部的缺陷进行检测。目前国内的超声波自动化检测技术已经非常成熟,能够运用此技术实现对筒体零件的内外整体进行全方位检测,且检测的精度高,效率高,能够完成对筒体零件的检测要求。
技术实现要素:
3.本实用新型提出了一种筒体结构的金属类零件检测装置,包括
4.水箱,内部充满水作为超声波传播介质;
5.进料机构,设置于所述水箱上方,所述进料机构将筒体运送至所述尼龙转盘;
6.尼龙转盘,设置在所述水箱内,所述尼龙转盘在其圆周方向设置筒体仓,所述尼龙转盘能够绕其中心旋转,所述筒体仓用于承装待检测筒体;
7.旋转进给机构,位于所述尼龙转盘的下方,所述尼龙转盘带动筒体仓旋转至旋转进给机构的上方,所述旋转进给机构拨动位于所述筒体仓中的筒体使得筒体落入所述旋转进给机构中,所述旋转进给机构能够带动筒体实现旋转直线运动;
8.超声波检测机构,设置于所述旋转进给机构的上方用于对所述旋转进给机构中的筒体进行超声波检测;
9.出料分选机构,设于所述旋转进给机构的末端用于带动筒体上行并对完成检测的筒体进行分选收集;
10.钣金罩,设置于最外侧用于防护和支撑。
11.进一步的,所述进料机构包括进料滑道、进料挡板、进料推杆,所述进料挡板设置于所述进料滑道末端,所述进料推杆设置于进料滑道一侧用于将待检测筒体推入所述尼龙转盘。
12.进一步的,所述旋转进给机构包括辊棒、第一固定法兰、第二固定法兰、链条拨杆部,所述第一固定法兰位于辊棒动力输入端,所述第二固定法兰位于所述链条拨杆部动力输入端,所述带拨杆链条设置在辊棒下方。
13.进一步的,所述辊棒包括两根并列放置且转向相同的辊轴,所述第一固定法兰焊接在所述水箱外侧与所述水箱内的带座轴承共同作用保证辊轴的安装精度,所述第二固定法兰焊接在所述水箱外侧与所述水箱内的带座轴承共同作用保证所述链条拨杆部动力输
入端的安装精度,所述链条拨杆部从动端设置第一链条拉紧器保证所述带拨杆链条张紧,所述链条拨杆部与所诉水箱靠定位销孔定位。
14.进一步的,所述出料分选机构包括料框、提升链条、料框提升部、分选部,所述料框提升部固定在所述水箱上,所述分选部设置于料框提升部的一侧用于接收筒体并对筒体进行分选。
15.进一步的,所述料框设置为喇叭张口,所述料框提升部从动端设置第二链条拉紧器保证所述提升链条张紧,所述分选部采用指针式分选方法。
16.与现有技术相比,本实用新型具有的有益效果是:
17.本实用新型可用于金属筒体结构零件探伤检测,辊棒驱动端,链条拨杆部动力输入端穿过焊接在水箱上的法兰,并与安装在法兰上的带座轴承配合,同时与水箱内轴承座配合,水箱内轴承座与接触面通过定位销定位,形成安装基准保证辊棒与链条拨杆部的安装精度,旋转进给机构与出料分选机构中设置有链条张紧器便于调节链条的松紧程度,避免了链条过松、过紧造成链条抖动现象,料框张口设置成喇叭状保证筒体从辊棒末端精准的滑落至料框中,从而保证了筒体精准运动完成对筒体的360度外表面和内部的检测,实现对筒体高精度、高效率的检测。
附图说明
18.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
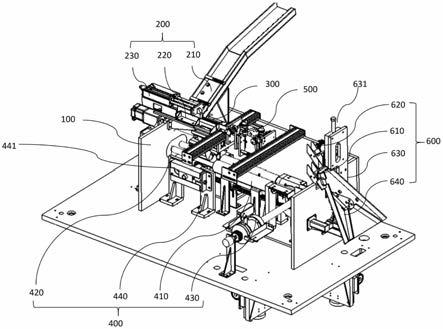
19.图1为本实用新型的示意图;
20.图2为本实用新型的尼龙转盘的示意;
21.图3为本实用新型的轴测示意图;
22.图4为本实用新型的链条拨杆部的示意图;
23.图5为本实用新型的辊棒与第一链条拉紧器的示意图;
24.图6为本实用新型的带拨杆链条的示意图;
25.图7为本实用新型的出料分选机构的示意图;
26.图8为本实用新型的钣金罩的示意图;
27.图9为本实用新型的筒体的示意图。
28.其中,上述附图包括以下附图标记:100-水箱,200-进料机构,210-进料滑道,220-进料挡板,230-进料推杆,300-尼龙转盘,310-筒体仓,400-旋转进给机构,410-辊棒,411-辊轴,420-第一固定法兰,430-第二固定法兰,440-链条拨杆部,441-第一链条拉紧器,442-带拨杆链条,500-超声波检测机构,600
‑ꢀ
出料分选机构,610-料框,620-提升链条,630-料框提升部,631-第二链条拉紧器,640-分选部,700-钣金罩,800-筒体。
具体实施方式
29.为使本技术的目的、技术方案和优点更加清楚,下面将结合本技术具体实施例及相应的附图对本技术技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
30.实施例1:
31.图1示意性地显示了根据本技术的一个实施例的一种金属类筒体结构零件检测装置。如图1所示,包括水箱100、进料机构200、尼龙转盘300、旋转进给机构400、超声波检测机构500、出料分选机构600和钣金罩700;其中,
32.进料机构200,设置于水箱100上方,进料机构200的作用是将筒体800运送至尼龙转盘300;
33.尼龙转盘300,设置在水箱100内,尼龙转盘300在其圆周方向设置筒体仓310,尼龙转盘300能够绕其中心旋转,所述筒体仓310用于承装待检测筒体800;
34.旋转进给机构400,位于尼龙转盘300的下方,尼龙转盘300带动筒体仓 310旋转至旋转进给机构400的上方,旋转进给机构400里链条拨杆部440拨动位于筒体仓310中的筒体800使得筒体落入旋转进给机构400的辊棒410上,旋转进给机构400能够带动筒体800实现旋转直线运动;
35.超声波检测机构500,设置于旋转进给机构400的上方用于对旋转进给机构 400中进行旋转直线运动的筒体800进行超声波检测;
36.出料分选机构600,设于旋转进给机构400的末端用于带动筒体800上行并对完成检测的筒体800进行分选收集;
37.钣金罩700,设置于最外侧用于防护和支撑。
38.具体的,进料机构200包括进料滑道210、进料挡板220、进料推杆230,进料挡板220设置于进料滑道210末端,进料推杆230设置于进料滑道210一侧右气缸提供动力,工人将待检测的筒体800零件放入进料滑道210中,在重力的作用下筒体800零件滚落到进料挡板220处,进料推杆230在气缸的作用下将待检测筒体800推入尼龙转盘300的筒体仓310中。
39.具体的,旋转进给机构400包括辊棒410、第一固定法兰420、第二固定法兰430、链条拨杆部440,第一固定法兰420位于辊棒动力输入端,第二固定法兰430位于所述链条拨杆部动力输入端,链条拨杆部440设置在辊棒410下方。
40.具体的,辊棒410包括两根并列放置且转向相同的辊轴411,第一固定法兰 420焊接在所述水箱100外侧,辊轴411安装时穿过焊接在水箱100外侧的第一固定法兰420并与第一固定法兰420上的带座轴承配合,辊轴411另一端与水箱100内轴承座配合,两者同时保证辊轴411的安装精度,第二固定法兰430 焊接在所述水箱100外侧,链条拨杆部440动力输入端安装时穿过第二固定法兰430并与第二固定法兰430上的带座轴承配合,同时与水箱100内的轴承座配合保证链条拨杆部440动力输入端的安装精度,所述链条拨杆部440从动端设置第一链条拉紧器441保证所述带拨杆链条442张紧,链条拨杆部440与水箱400底部靠定位销孔定位,带拨杆链条442拨动筒体仓310中的筒体800到辊棒410上,两根辊轴411同向旋转带动筒体800旋转,带链条拨杆442带动筒体800直线运动,在此过程中超声波检测机构500对筒体800进行360度检测,检测过后筒体800继续前进滑落到料框610中。
41.具体的,出料分选机构600包括料框610、提升链条620、料框提升部630、分选部640,料框提升部630固定在水箱100,分选部640设置于料框提升部630 的一侧用于接收筒体800并对筒体800进行分选。
42.具体的,料框610设置为喇叭张口,料框提升部630从动端设置第二链条拉紧器631保证料框提升部630的链条张紧,辊棒410中的筒体800滑入料框 610中,在料框提升部630
的带动下提升,到达分选部640的高度由于没有水箱 100的阻挡料框610中的筒体在重力的作用下滑入分选部640中,分选部640对筒体800通过指针摆动的方式进行分选。
43.以上所述仅为本技术的实施例而已,并不用于限制本技术。对于本领域技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1