一种针体质量自检测设备的制作方法
1.本实用新型涉及检测领域,具体为一种针灸针的针体质量自检测设备。
背景技术:
2.现有的针灸针包括针体和管体。使用时,由中医对准人体上的穴位后扎入穴位进行针灸。针灸针在加工时需要对针体进行磨尖和抛光,然后对其质量进行检测,检测合格后才将其装配至管体内。
3.针体的检测内容包括其直径,长度,针尖角度,表面抛光度等等,现有的检测都是靠人眼进行识别判断,不仅效率低,而且没有统一标准,故而产品质量无法得到保证。
技术实现要素:
4.本实用新型的目的在于提供一种针体质量自检测设备,实现对针体质量的自动检测,自动剔除不良品,提高检测效率,确保产品质量。
5.为实现上述目的,本实用新型提供如下技术方案:一种针体质量自检测设备,包括机架,固定在机架上的控制柜,安装在控制柜侧壁上的圆盘送料组件、上料组件、下料组件、视觉检测组件及不良品剔除组件,其中:
6.圆盘送料组件包括送料圆盘,侧挡料块,下挡料块及步进电机,送料圆盘套装在步进电机的输出轴上,由步进电机控制其一步一步的旋转,所述送料圆盘的侧壁上等间隔设有放置针体的弧形槽,所述侧挡料块位于送料圆盘侧边,侧挡料块的一端为弧形面,贴合送料圆盘的侧壁,所述下挡料块位于送料圆盘底部,其上端面为弧形面,贴合送料圆盘的侧壁;
7.所述上料组件包括上料盒,所述上料盒通过支架固定在电控柜上,上料盒的底部为倾斜设置,低的一端设有出料槽口正对送料圆盘,将针体送至弧形槽内;
8.所述下料组件具有装料板,该装料板的一端延伸至送料圆盘处,位于下挡料块的上方,另一端向上弯折形成挡料区;
9.不良品剔除组件包括安装在机架上的不良品料盒,以及位于送料圆盘背面的吹气管,吹气口正对不良品料盒,利用压缩空气将弧形槽内不合格的针体吹落至不良品料盒内,实现自动剔除。
10.优选的,所述圆盘送料组件还包括上挡料块,通过滑座安装在上料组件后方,上挡料块的下端面为弧形面,贴合送料圆盘的侧壁,阻挡多余的针体。
11.优选的,侧挡料块与下挡料块通过表面的腰圆孔安装在控制柜侧壁上。
12.优选的,所述上料盒出料槽口处安装有挡料板,所述挡料板的安装位置可上下调节。
13.优选的,所述装料板通过托架固定在电控柜侧壁上,装料板的一侧设有背板作为下档的侧阻挡。
14.优选的,所述视觉检测组件包括多个ccd相机,多个ccd相机通过固定架安装在控
制柜侧壁上的不同位置。
15.与现有技术相比,本实用新型所揭示的一种针体质量自检测设备,具有如下有益效果:
16.设置倾斜的上料盒配合挡料板实现针体的自动上料,同时设置的上挡料块可以避免多个针体同步进入,而出现卡壳的问题,开放式的装料板加大了下料区域,使得该区域的针体利用自重自动掉落,实现自动下料;
17.旋转的送料圆盘实现针体从上料至检测,再到下料的传送,配合位置可调的侧挡料块和下挡料块,避免针体的掉落;
18.利用多个ccd相机实现对针体质量参数的自动检测,确保检测产品的质量;
19.不良品剔除组件可以实现不合格品的自动剔除,自动化程度高,整体检测效率高。
附图说明
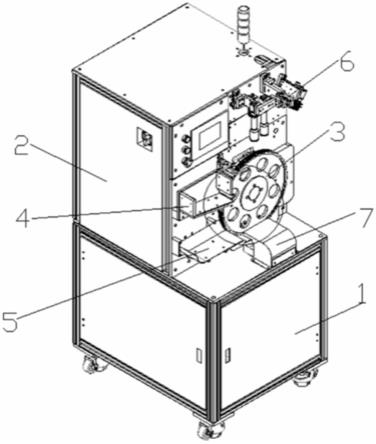
20.图1为本实用新型实施例的整体结构图;
21.图2为本实用新型实施例的局部主视图
22.图3为本实用新型实施例的局部侧视图;
23.图4为本实用新型实施例的局部俯视图;
24.图5为图1中局部放大图。
25.图中:1-机架,2-控制柜,3-圆盘送料组件,4-上料组件,5-下料组件, 6-视觉检测组件,7-不良品剔除组件,31-送料圆盘,32-上挡料块,33-侧挡料块,34-下挡料块,35-弧形槽,36-滑座,41-上料盒,42-挡料板,43-支架,51-装料板,52-背板,53-托架,54-安装架,55-挡料区,61-ccd相机, 62-固定架,71-不良品料盒,72-吹气管。
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
27.请参阅图1-5,本实用新型提供的一种针体质量自检测设备,利用视觉检测装置对产品质量的进行自动检测,并对不合格品进行自动剔除,具体结构包括机架1,固定在机架上的控制柜2,以及安装在控制柜侧壁上的圆盘送料组件3,上料组件4,下料组件5、视觉检测组件6及不良品剔除组件7,圆盘送料组件位于中间,上料组件,视觉检测组件,不良品剔除组件及下料组件依次环设在圆盘送料组件四周,上料组件位于圆盘送料组件的左上方,将整体逐一送至圆盘送料组件的送料圆盘内,针体随着送料圆盘旋转,到达视觉检测组件处进行表面质量检测,对于不合格的针体,在到达不良品剔除组件位置进行自动剔除,良品则继续旋转至位于左下方的下料组件从进行下料。
28.具体说来,所述圆盘送料组件包括送料圆盘31,上挡料块32,侧挡料块 33,下挡料块34及步进电机,步进电机安装在控制柜内,其输出轴伸出控制柜,送料圆盘套装在步进电机的输出轴上,由步进电机控制其一步一步的旋转,所述送料圆盘的侧壁上等间隔设有放置针体的弧形槽35,针体从上料组件滑落至弧形槽内,跟随送料圆盘旋转,由于上料组件内
堆放有多个针体,故而在上料点位置会出现多根针体同步上料,控制弧形槽宽度稍大于针体直径,确保一次只能有一个针体落入弧形槽内,为了避免多余的针体堆积导致卡壳的情况,在上料点处设置上挡料块,上挡料块通过滑座36固定在控制柜侧壁上,上挡料块的下端面是与送料圆盘外表面相配合的弧形面,装配时将上挡料块的下端面贴合送料圆盘的侧壁,从而阻挡多余的针体。
29.侧挡料块位于送料圆盘侧边,侧挡料块的一端为弧形面,与送料圆盘的弧度一致,弧形面抵住送料圆盘的侧壁从而对整体进行侧面阻挡,防止其掉落,下挡料块位于送料圆盘底部,其上端面也为弧形面,整个作用和原理与侧挡料块一致。
30.侧挡料块与下挡料块通过表面的腰圆孔安装在控制柜侧壁上,腰圆孔的作用是为了调节挡料块与送料圆盘之间的距离,以确保不同直径的针体顺畅通过。
31.所述上料组件包括上料盒41和挡料板42,上料盒通过支架43固定在电控柜上,上料盒的底部为倾斜设置,低的一端设有出料槽口44正对送料圆盘,挡料板安装在出料槽口处,安装位置可以上下移动,从而调节出料槽口的大小,针体整齐的码放在上料盒内,由于上料盒底部为倾斜结构,整体则在自重下向出料槽口处滚动,并滚落至送料圆盘的弧形槽内,实现自动上料。
32.所述下料组件包括装料板51,背板52,托架53和安装架54,背板通过安装架固定在控制柜侧壁,装料板通过托架固定在控制柜的侧壁上,背板与装料板的侧边贴合,形成对针体的侧边阻挡,装料板的一端延伸至送料圆盘处,并贴合下挡料块的端部,另一端向上弯折形成挡料区55,针体随着送料圆盘旋转,待其脱离下挡料块的阻挡就进入装料板的下料区,在自重作用下,针体逐个掉落至装料板上实现自动下料。
33.所述视觉检测组件包括多个ccd相机61,通过固定架62安装在控制柜侧壁上,多个ccd相机分布在不同位置,配合视觉检测软件实现对针体质量的检测判断,ccd相机视觉检测为现有技术,在此不对其原理等进行阐述,可参照现有技术。
34.不良品剔除组件包括不良品料盒71和吹气管72,不良品料盒安装在机架上,吹气管置于送料圆盘的背面,吹气口正对不良品料盒,利用压缩空气将弧形槽内不合格的针体吹落至不良品料盒内,实现自动剔除。
35.本实用新型所揭示的一种针体质量自检测设备,其工作原理为:堆码在上料盒内的针体逐一送至送料圆盘的弧形槽内,随着送料圆盘的旋转,针体逐一送至各个ccd相机处进行质量检测,然后逐步向下继续运行,不合格品在不良品剔除组件位置提出,合格品转动至下料处下料,在这个过程中,工人只需要进行上料和下料操作,整个过程自动检测,可以确保针体的质量。
36.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1