一种全自动称重装置的制作方法
1.本实用新型涉及一种重量检测装置,尤其是涉及一种全自动称重装置。
背景技术:
2.在一些精细化学品的生产过程中,需要对化学品进行灌装。一些产品对重量要求较为严格,因此,在出厂前的最后一个环节需要对重量进行检测,将不符合要求的产品剔除。
3.目前,称重环节大多采用人工称重分拣方式,此种方式效率低下,且工人长时间工作容易发生分拣错乱,将不合格产品误放入合格产品中,从而影响出厂产品的品质。
技术实现要素:
4.本实用新型的目的就是为了克服上述现有技术存在的缺陷而提供一种高效称重并自动剔除不合格产品的全自动称重装置。
5.本实用新型的目的可以通过以下技术方案来实现:
6.一种全自动称重装置,该装置包括传送台,所述的传送台上设有传送带,所述的传送台沿其传送方向依次布置:用于将产品分离并逐个向前传输的分离机构、用于分离后传输引导的入口引导机构、用于自动称重的称重机构、用于将重量异常产品剔除的剔除机构以及用于将重量正常产品传输引导并排出的出口引导机构,所述的分离机构、入口引导机构、称重机构、剔除机构和出口引导机构通过控制器互联控制。
7.优选地,所述的分离机构包括两个对称设置在传送台两侧的分离轮,所述的分离轮连接转速调节器,所述的转速调节器连接所述的控制器。
8.优选地,所述的入口引导机构和出口引导机构分别包括对称分布在传送台上方两侧的皮带传送件,当引导产品传送时,传送的产品位于在两个皮带传送件之间,所述的皮带传送件与产品摩擦接触并带动产品向前移动。
9.优选地,所述的皮带传送件包括主动转轴、从动转轴、传送皮带和驱动电机,所述的主动转轴和从动转轴沿传送带传送方向依次布置,所述的传送皮带绕设在主动转轴和从动转轴外侧形成皮带传送形式,所述的驱动电机连接所述的主动转轴,所述的驱动电机连接所述的控制器。
10.优选地,所述的称重机构包括重力传感器,所述的重力传感器设置在称重区域的传送带下方。
11.优选地,所述的称重区域设有用于遮挡异物的遮挡罩。
12.优选地,所述的称重机构还包括用于实时显示产品重量的显示柜,所述的显示柜设置在传送台侧面。
13.优选地,所述的剔除机构包括对称分布在传送台上异常产品剔除区域两侧的推板和容纳箱,所述的推板连接有驱动件,所述的驱动件连接所述的控制器。
14.优选地,所述的驱动件包括气缸。
15.优选地,所述的控制器包括工业plc控制器。
16.与现有技术相比,本实用新型具有如下优点:
17.(1)本实用新型全自动称重装置通过分离、入口传输引导、称重、异常剔除、出口传输引导等功能结构的设计,实现了产品的全自动化称重与异常分拣,保证了效率,同时能够准确将异常产品分拣出来,具有较高的精确度;
18.(2)本实用新型分离机构将产品一个一个向前传输,可以通过控制器进行互联控制,保证一次只有一个产品进入称重区域进行称重;
19.(3)本实用新型装置结构紧凑,各个功能结构协调工作,易于大批量产品的流水线检测,适用于大型生产工厂,大大提高生产效率。
附图说明
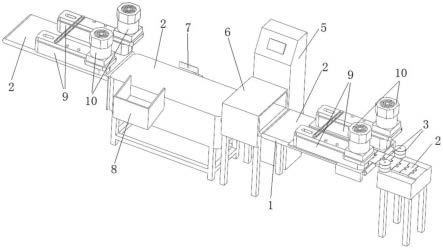
20.图1为本实用新型实施例中一种全自动称重装置的结构示意图一;
21.图2为本实用新型实施例中一种全自动称重装置的结构示意图二;
22.图3为本实用新型实施例中一种全自动称重装置的结构示意图三;
23.图4为本实用新型实施例中一种全自动称重装置的结构示意图四;
24.图中,1为传送台,2为传送带,3为分离轮,4为皮带传送件,5为显示柜,6为遮挡罩,7为推板,8为容纳箱,9为传送皮带,10为驱动电机。
具体实施方式
25.下面结合附图和具体实施例对本实用新型进行详细说明。注意,以下的实施方式的说明只是实质上的例示,本实用新型并不意在对其适用物或其用途进行限定,且本实用新型并不限定于以下的实施方式。
26.实施例
27.如图1~图4所示,本实施例提供一种全自动称重装置,该装置包括传送台1,传送台1上设有传送带2,传送台1沿其传送方向依次布置:用于将产品分离并逐个向前传输的分离机构、用于分离后传输引导的入口引导机构、用于自动称重的称重机构、用于将重量异常产品剔除的剔除机构以及用于将重量正常产品传输引导并排出的出口引导机构,分离机构、入口引导机构、称重机构、剔除机构和出口引导机构通过控制器互联控制,控制器包括工业plc控制器。
28.分离机构设置在距离传送带2起始端的一定距离位置处,分离机构包括两个对称设置在传送台1两侧的分离轮3,分离轮3连接转速调节器,转速调节器连接所述的控制器。产品在传送带2的起始端堆积,当堆积至分离机构位置时,转动轮的转动带动产品向前移动,且由于分离轮3为圆柱状,与产品线接触,一次只能带动一个产品向前移动,从而实现了产品的分离。
29.入口引导机构和出口引导机构分别包括对称分布在传送台1上方两侧的皮带传送件4,当引导产品传送时,传送的产品位于在两个皮带传送件4之间,皮带传送件4与产品摩擦接触并带动产品向前移动。皮带传送件4包括主动转轴、从动转轴、传送皮带9和驱动电机10,主动转轴和从动转轴沿传送带2传送方向依次布置,传送皮带9绕设在主动转轴和从动转轴外侧形成皮带传送形式,驱动电机10连接主动转轴,驱动电机10连接控制器,通过入口
引导机构和出口引导机构实现了产品向前方传送带2上的引导传送,实现了稳固传送。
30.称重机构包括重力传感器,重力传感器设置在称重区域的传送带2下方,称重机构还包括用于实时显示产品重量的显示柜5,显示柜5设置在传送台1侧面。称重区域设有用于遮挡异物的遮挡罩6,遮挡罩6能够防止异物掉落至称重你区域的传送带2上,从而影响称重的准确性。
31.剔除机构包括对称分布在传送台1上异常产品剔除区域两侧的推板7和容纳箱8,推板7连接有驱动件,驱动件连接控制器,驱动件包括气缸,当称重出现重量异常产品时,产品随着传送带2向前运输,通过计算确定气缸动作时间,使得异常产品运动至容纳箱8位置时,气缸工作,推板7将重量异常的产品推出,然后气缸退回等待下一次动作。
32.本实用新型的全自动称重装置的具体工作原理为:
33.产品在传送带2的起始端堆积,当堆积至分离机构位置时,分离机构将产品逐个分离并向前传输,进入产品进入到入口引导机构的两个皮带传送件4之间,在皮带传送件4的带动下,产品稳固向前传输,产品继续传输至称重区域,重力传感器感应产品重力,并在显示柜5上实时显示并存储历史称重记录,若当前产品重量异常,则判定为重量异常产品,传送带2继续将产品向前传输,当异常产品运动至容纳箱8位置时,气缸工作,推板7将重量异常的产品推出,然后气缸退回等待下一次动作,实现异常产品的剔除;若当前产品重量正常,则气缸不动作,传送带2带动产品继续向前传输至出口引导机构,与入口引导机构的工作方式一致,出口引导机构将产品稳固向前传输至传送带2的出口端将产品输出。
34.上述实施方式仅为例举,不表示对本实用新型范围的限定。这些实施方式还能以其它各种方式来实施,且能在不脱离本实用新型技术思想的范围内作各种省略、置换、变更。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1