一种人造石英石板生产用真空成型机的制作方法
1.本实用新型涉及真空成型加工技术领域,尤其涉及一种人造石英石板生产用真空成型机。
背景技术:
2.人造石英石的成型原理是将树脂与石英砂及粉搅拌好的浆料进行真空震动加压成型,树脂在其中起到粘结的作用,石英石砂及粉在其中是主要的骨架及填充,在进行抽取真空之后,使用之浆料中的气泡排出,同时通过高压震动,将树脂与石英砂及粉紧密结合。
3.但是实际进行施工中出现的问题还是较多的,由于时代技术水平有限,使得传统的加工设备对于机械的压力和真空度的把握不充分,造成生产中结构的紧实度不足,尤其是难以对不同精度的石英石进行分级筛选,导致树脂与石英石之间的连接缺乏紧密型,使得整体的吸水性和防污性存在问题,严重影响产品品质。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中难以对树脂与石英石进行紧密结合的问题,而提出的一种人造石英石板生产用真空成型机。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.一种人造石英石板生产用真空成型机,包括开设有进口与出口的机体,所述机体外固定设置有电机,且机体中分别转动设置有由电机驱动的第一转轴、第二转轴与第三转轴,所述第一转轴、第二转轴与第三转轴上分别固定套设有依次啮合连接的第一齿轮、第二齿轮与第三齿轮,且第一转轴、第二转轴与第三转轴上均固定套装有偏心设置的增压凸轮,所述机体中分别设置有第一机台、第二机台与第三机台,且第一机台、第二机台与第三机台上均设置有由增压凸轮驱动的成型总成。
7.优选地,开设有进口与出口的机体,其特征在于,所述机体外固定设置有电机,且机体中分别转动设置有由电机驱动的第一转轴、第二转轴与第三转轴,所述第一转轴、第二转轴与第三转轴上分别固定套设有依次啮合连接的第一齿轮、第二齿轮与第三齿轮,且第一转轴、第二转轴与第三转轴上均固定套装有偏心设置的增压凸轮,所述机体中分别设置有第一机台、第二机台与第三机台,且第一机台、第二机台与第三机台上均设置有由增压凸轮驱动的成型总成。
8.优选地,所述第一机台水平设置于第一转轴与第二转轴之间,且第二机台水平设置于第二转轴与第三转轴之间,所述第三机台水平设置于第三转轴下方位置。
9.优选地,所述成型总成包括设置于机体内壁上的强力弹簧,且强力弹簧下端固定连接有成型筛板,所述成型筛板中倾斜开设有通孔,且成型筛板中滑动套设有升降杆,所述升降杆上分别连接有复位弹簧与升降增压板。
10.优选地,所述强力弹簧竖直设置,且上方两个成型筛板依次活动设置于第二转轴与第三转轴上方位置,且下方一个成型筛板固定设置于第三转轴下方位置,所述成型筛板
与位于其下方的增压凸轮活动相抵。
11.优选地,所述复位弹簧固定套设于升降杆上端位置,且固定连接于升降杆顶端上的升降增压板与位于其上方的增压凸轮活动相抵。
12.与现有技术相比,本实用新型具备以下优点:
13.1、本实用新型通过在机体中依次设置由电机驱动旋转第一转轴、第二转轴与第三转轴,并利用依次啮合连接的第一齿轮、第二齿轮与第三齿轮实现第一转轴、第二转轴与第三转轴不同速的持续旋转,以驱动增压凸轮进行同步旋转。
14.2、本实用新型在机体内利用强力弹簧设置与增压凸轮活动相抵的成型筛板,在增压凸轮的施压作用下震动的成型筛板可加速树脂与石英石的运动实现分级筛选;同时利用增压凸轮对由复位弹簧弹性支撑的升降增压板进行驱动,以利用升降增压板对成型筛板上的树脂与石英石进行压实。
15.综上所述,本实用新型依次设置由电机驱动旋转第一转轴、第二转轴与第三转轴,并利用依次啮合连接的第一齿轮、第二齿轮与第三齿轮实现第一转轴、第二转轴与第三转轴不同速的持续旋转,以驱动增压凸轮进行同步旋转;利用强力弹簧设置与增压凸轮活动相抵的成型筛板,在增压凸轮的施压作用下震动的成型筛板可加速树脂与石英石的运动实现分级筛选;同时利用增压凸轮对由复位弹簧弹性支撑的升降增压板进行驱动,以利用升降增压板对成型筛板上的树脂与石英石进行压实。
附图说明
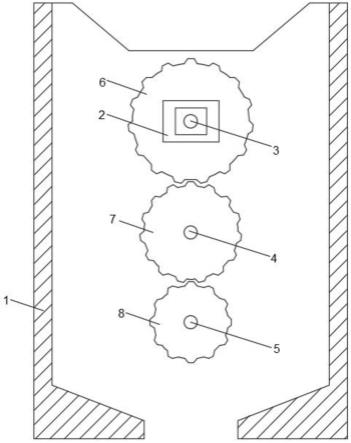
16.图1为本实用新型提出的一种人造石英石板生产用真空成型机的结构示意图;
17.图2为本实用新型提出的一种人造石英石板生产用真空成型机的剖视图;
18.图3为本实用新型提出的一种人造石英石板生产用真空成型机的a部分结构放大示意图。
19.图中:1机体、2电机、3第一转轴、4第二转轴、5第三转轴、 6第一齿轮、7第二齿轮、8第三齿轮、9第一机台、10第二机台、 11第三机台、12增压凸轮、13强力弹簧、14成型筛板、15通孔、 16升降杆、17复位弹簧、18升降增压板。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
21.参照图1-3,一种人造石英石板生产用真空成型机,包括开设有进口与出口的机体1,机体1外固定设置有电机2,电机2采用产品型号为mr-j2s-40b的伺服电机,且机体1中分别转动设置有由电机 2驱动的第一转轴3、第二转轴4与第三转轴5,第一转轴3、第二转轴4与第三转轴5上分别固定套设有依次啮合连接的第一齿轮6、第二齿轮7与第三齿轮8,参照说明书附图1可知,第一齿轮6、第二齿轮7与第三齿轮8依次设置,且第一转轴3、第二转轴4与第三转轴5上均固定套装有偏心设置的增压凸轮12,需要说明的是,增压凸轮12在旋转过程中既可对成型筛板14进行挤压,以使得成型筛板 14在震动过程中加速树脂与石英石进行分筛运动,以对不同大小的石英石进行分筛。
22.需要说明的是,人造石英石的致密性与在进行成型的过程中的真空度及压制频率及压力直接相关,成型过程必须保证压制的真空度,真空度在-0.098mpa以内,否则人造石英石的表面将出现气孔,直接影响石英石的致密性,本方案利用第一齿轮6、第二齿轮7与第三齿轮8实现依次传动,且第一齿轮6、第二齿轮7与第三齿轮8依次减小,使得第一转轴3根据大颗粒石英石板的挑选需要转速控制在2800 ~3100r/min之间,第二转轴4根据中颗粒石英石板的挑选需要转速控制在2800~3300r/min之间,而第三转轴5根据细颗粒石英石板的挑选需要转速控制在2800~3500r/min之间。机体1中分别设置有第一机台9、第二机台10与第三机台11,且第一机台9、第二机台 10与第三机台11上均设置有由增压凸轮12驱动的成型总成,据说明书附图2所示,通过设置不同等级的第一机台9、第二机台10与第三机台11可对不同精度的石英石板进行加工。
23.第一转轴3、第二转轴4与第三转轴5自上而下水平设置于机体 1内,且第一转轴3与电机2输出端相连接,利用电机2可对第一转轴3、第二转轴4与第三转轴5进行统一驱动,且通过第一齿轮6、第二齿轮7与第三齿轮8可实现不同速度的旋转运动。
24.具体参照说明书附图2可知,第一机台9水平设置于第一转轴3 与第二转轴4之间,且第二机台10水平设置于第二转轴4与第三转轴5之间,第三机台11水平设置于第三转轴5下方位置,可对大颗粒石英石板、中颗粒石英石板与颗粒石英石板进行分级加工。
25.成型总成包括设置于机体1内壁上的强力弹簧13,且强力弹簧 13下端固定连接有成型筛板14,成型筛板14中倾斜开设有通孔15,且成型筛板14中滑动套设有升降杆16,升降杆16上分别连接有复位弹簧17与升降增压板18,在增压凸轮12的驱动作用下可使得成型筛板14上下移动,以对不同精度的大颗粒石英石板、中颗粒石英石板与颗粒石英石板进行分选。
26.强力弹簧13竖直设置,且上方两个成型筛板14依次活动设置于第二转轴4与第三转轴5上方位置,且下方一个成型筛板14固定设置于第三转轴5下方位置,成型筛板14与位于其下方的增压凸轮12 活动相抵。
27.复位弹簧17固定套设于升降杆16上端位置,且固定连接于升降杆16顶端上的升降增压板18与位于其上方的增压凸轮12活动相抵,利用增压凸轮12可对升降增压板18进行施压,使得其在上下移动过程中实现紧密压实,整个压制过程控制在1.5~3分钟内。检测压制后的毛板是否合格,可通过对压制后的毛板是否出浆进行判定,出浆代表已压制合格,具体表现是用手按压压制后的板材表面,其会有像按压豆腐块的挪动。
28.本实用新型可通过以下操作方式阐述其功能原理:
29.将树脂与不同精度的石英石板导入机体1中,并控制电机2开启;
30.电机2输出端带动第一转轴3进行旋转,第一转轴3通过第一齿轮6与第二齿轮7带动第二转轴4进行旋转,第二转轴4通过第二齿轮7与第三齿轮8带动第三转轴5进行旋转;
31.第二转轴4与第三转轴5上的增压凸轮12在旋转过程中分别对两个成型筛板14进行挤压,使得成型筛板14在强力弹簧13的弹力作用下上下移动,并通过通孔15实现不同等级筛分;
32.第一转轴3、第二转轴4与第三转轴5通过增压凸轮12分别对三个升降增压板18进行加压,使得升降增压板18在下移过程中与上移的成型筛板14接触,进而实现压实操作。
33.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不
局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1