一种食品自动对切设备及其控制方法与流程
1.本发明涉及食品加工设备技术领域,具体而言,涉及一种食品自动对切设备及其控制方法。
背景技术:
2.油豆腐是用豆腐油炸而成并深受消费者喜爱的一类食品,颜色金黄,可以和各种食材搭配进行炒、炖,油豆腐福袋是由油豆腐对切后充填馅料扎口后的新型产品,常用于火锅、关东煮等,近年来福袋深受年轻消费者喜爱,油豆腐吸满汤汁,搭配内馅,可以添加年糕、紫菜、鸡肉等各类产品,口感丰富。但现有的油豆腐对切大多依靠人工或简易手持切割机来完成,操作不便,效率低,人工成本较高,且切口粗糙不平整,并不适用于大量生产。
技术实现要素:
3.为解决上述问题中的至少一个方面,本发明首先提供一种食品自动对切设备,包括主控制器,还包括:料仓机构,包括用于放置待对切食品的放料仓和用于运输所述待对切食品的第一传送带;剔除机构,包括用于拍摄所述第一传送带上的所述待对切食品的状态信息的视觉摄像头和用于剔除所述第一传送带上不合格的所述待对切食品的吹气组件,所述视觉摄像头和所述吹气组件均与所述主控制器电连接;对切机构,包括用于切割所述第一传送带上合格的所述待对切食品的切刀和用于驱动所述切刀工作的第一驱动组件,所述第一驱动组件与所述主控制器电连接;理料机构,包括用于接收所述第一传送带上对切后食品的收料仓、用于驱动所述收料仓移动的第二驱动组件,所述第二驱动组件与所述主控制器电连接。
4.可选地,所述放料仓设有供所述待对切食品落至所述第一传送带上的通槽,所述第一传送带设有用于给所述待对切食品定位的挡块。
5.可选地,所述放料仓的数量为两个,两个所述放料仓均连接有挡板和用于驱动所述挡板移入所述通槽或移出所述通槽的伺服电缸,所述伺服电缸与所述主控制器电连接。
6.可选地,所述吹气组件包括吹气口和与所述吹气口连接的空压机,所述空压机与所述主控制器电连接。
7.可选地,所述第一驱动组件包括用于驱动所述切刀旋转的第一伺服电机和用于驱动所述切刀沿轴向移动的第二伺服电机。
8.可选地,所述对切机构还包括用于防止所述待对切食品跑偏的压紧组件,所述压紧组件包括用于压紧所述待对切食品的下压绳带和用于驱动所述下压绳带移动的轴承。
9.可选地,所述第二驱动组件包括传送链和用于驱动所述传送链转动的第三伺服电机,所述收料仓的数量为两个,两个所述收料仓间隔安装于所述传送链。
10.可选地,还包括:前推机构,包括待压缩平台和用于推动所述收料仓内的所述对切后食品进入所述待压缩平台的第一气缸,所述第一气缸与所述主控制器电连接;压缩机构,包括压缩板、料框挡板、用于推动所述压缩板压缩所述待压缩平台内的所述对切后食品的
第二气缸和用于推动压缩后的所述对切后食品进入所述料框挡板的第三气缸,所述第二气缸和所述第三气缸均与所述主控制器电连接。
11.可选地,还包括:自动落框机构,包括用于供料框放置的料框支架和用于驱动所述料框支架移动以使所述料框落下的第四伺服电机,所述第四伺服电机与所述主控制器连接;料框移动机构,包括用于将落下的所述料框移动至所述料框挡板下方的第二传送带和用于驱动所述料框挡板移动的第四气缸,所述第四气缸与所述主控制器电连接。
12.相对于现有技术,本发明中的食品自动对切设备,依次设置料仓机构、剔除机构、对切机构和理料机构,以依次实现待对切食品的下料、检测、对切及收集操作,自动化程度较高,操作方便,人工成本低,效率高,耗时短,有助于大量生产,且对切均匀,切口平整。
13.另外,本发明提供一种食品自动对切设备的控制方法,基于如上所述的食品自动对切设备,包括步骤:放料仓内的待对切食品落至第一传送带上;视觉摄像头拍摄所述第一传送带上的所述待对切食品的状态信息,主控制器根据所接收到的所述状态信息判断所述待对切食品是否合格;若不合格,则控制吹气组件剔除所述待对切食品;若合格,则根据所述状态信息控制第一驱动组件驱动切刀切割所述待对切食品;控制第二驱动组件驱动收料仓移动以接收所述第一传送带上对切后食品。
14.相对于现有技术,本发明所述的食品自动对切设备与上述食品自动对切设备相对于现有技术所具有的优势相同,在此不再赘述。
附图说明
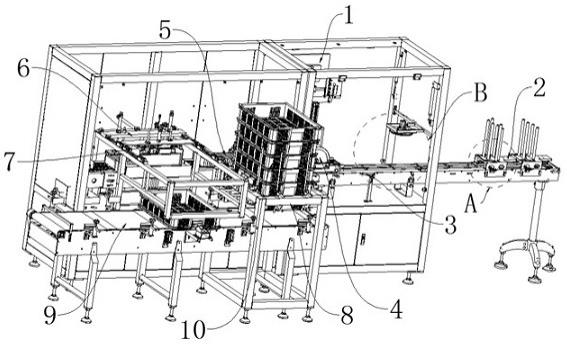
15.图1为本发明实施例的食品自动对切设备的结构图;图2为图1中a部的放大图;图3为图1中b部的放大图;图4为本发明实施例的料仓机构和理料机构的结构图;图5为图4中c部的放大图;图6为本发明实施例的理料机构、前推机构、压缩机构、自动落框机构及料框移动机构的结构图;图7为图6中d部的放大图。
16.附图标记说明:1、主控制器;2、料仓机构;21、放料仓;211、通槽;22、第一传送带;221、挡块;23、挡板;24、伺服电缸;3、剔除机构;31、视觉摄像头;32、吹气组件;321、吹气口;4、对切机构;41、切刀;42、第一驱动组件;421、第一伺服电机;422、第二伺服电机;43、压紧组件;431、下压绳带;432、轴承;5、理料机构;51、收料仓;52、第二驱动组件;521、传送链;522、第三伺服电机;6、前推机构;61、待压缩平台;62、第一气缸;7、压缩机构;71、压缩板;72、第二气缸;73、第三气缸;8、自动落框机构;81、料框支架;82、第四伺服电机;9、料框移动机构;91、第二传送带;92、第四气缸;10、料框。
具体实施方式
17.为使本发明的上述目的、特征和优点能够更为明显易懂,下面结合附图对本发明的具体实施例做详细的说明。
18.在本发明的描述中,需要理解的是,术语“上”、“下”等指示的方位或位置关系为基于产品正常使用时的方位或位置关系。
19.术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。
20.本发明实施例提供了一种食品自动对切设备,结合图1至图5所示,包括主控制器1,还包括:料仓机构2,包括用于放置待对切食品的放料仓21和用于运输所述待对切食品的第一传送带22;剔除机构3,包括用于拍摄所述第一传送带22上的所述待对切食品的状态信息的视觉摄像头31和用于剔除所述第一传送带22上不合格的所述待对切食品的吹气组件32,所述视觉摄像头31和所述吹气组件32均与所述主控制器1电连接;对切机构4,包括用于切割所述第一传送带22上合格的所述待对切食品的切刀41和用于驱动所述切刀41工作的第一驱动组件42,所述第一驱动组件42与所述主控制器1电连接;理料机构5,包括用于接收所述第一传送带22上对切后食品的收料仓51、用于驱动所述收料仓51移动的第二驱动组件52,所述第二驱动组件52与所述主控制器1电连接。
21.其中,主控制器1具有触控显示屏,用于控制食品自动对切设备的工作及实时显示设备的工作状态,以便用户及时监控设备运行情况;本实施例中待对切食品为油豆腐,油豆腐的形状为长方形结构,放料仓21内能叠加放置多个油豆腐,油豆腐受自身重力作用能掉至位于放料仓21下方的第一传送带22上,第一传送带22在主控制器1的控制下能进行转动传动,从而带动油豆腐移动至下一工序;视觉摄像头31实时拍摄第一传动带上的每个油豆腐的状态信息,主控制器1能根据该状态信息判断油豆腐的位置是否合格,合格的状态一般为第一传送带22上的一个位置上摆放一个油豆腐且按一定的角度位置摆放在,不合格的状态一般为多个油豆腐叠放在一个位置上或者油豆腐摆放角度太倾斜;主控制器1会根据判断结构控制吹气组件32进行工作,如判断油豆腐的状态信息是不合格状态时,吹气组件32会启动工作,并将不合格状态的油豆腐从第一传送带22吹出至指定位置;状态信息包含油豆腐的具体位置信息,合格状态的油豆腐在第一传送带22的带动下继续移动至对切机构4,主控制器1根据油豆腐的具体位置信息控制第一驱动组件42驱动切刀41工作,以确保切刀41能准确将每个油豆腐对切成两半;切刀41为锋利的齿轮,使得对切后的油豆腐的切口平整;本实施例中收料仓51的仓位数量为36个,每个仓位用于收纳一个对切后的油豆腐,对切后的油豆腐在第一传送带22的带动下逐个进入收料仓51的仓位内,第二驱动组件52在主控制器1的控制下能带动收料仓51移动,使得收料仓51的每个仓位能接收到一个油豆腐。
22.本实施例中的食品自动对切设备,依次设置料仓机构2、剔除机构3、对切机构4和理料机构5,以依次实现待对切食品的下料、检测、对切及收集操作,自动化程度较高,操作方便,人工成本低,效率高,耗时短,有助于大量生产,且对切均匀,切口平整。
23.可选地,结合图1、图2、图3所示,所述放料仓21设有供所述待对切食品落至所述第一传送带22上的通槽211,所述第一传送带22设有用于给所述待对切食品定位的挡块221。
24.其中,通槽211的形状与油豆腐的外形一致,油豆腐经过通槽211掉入到第一传送带22上;挡块221的数量为多个,多个挡块221间隔均匀设置在第一传送带22上,本实施例中的第一传送带22的数量为两条,两条第一传送带22并排间隔设置,两个第一传送带22上分别对应设有一个挡块221以组合形成一个卡位,以实现对一个油豆腐进行定位,定位效果
好,且能确保第一传送带22能带动油豆腐一起移动;通槽211的边缘四周设有档杆,以便油豆腐能叠加放入放料仓21内;第一传送带22连接有调速电机,可以调节传送速度,提高效率。
25.可选地,结合图2、图3、图4所示,所述放料仓21的数量为两个,两个所述放料仓21均连接有挡板23和用于驱动所述挡板23移入所述通槽211或移出所述通槽211的伺服电缸24,所述伺服电缸24与所述主控制器1电连接。
26.其中,两个放料仓21沿第一传送带22长度方向间隔设置;放料仓21的油豆腐主要由人工进行放料,当两个放料仓21满料后设备启动工作,主控制器1控制其中一个放料仓21的伺服电缸24工作,以驱使对应的挡板23从通槽211移出,实现该放料仓21内的油豆腐进行下料,当该放料仓21无料后在主控制器1的控制下自动切换至另一放料仓21进行下料,即主控制器1控制伺服电缸24工作并驱动对应的挡板23从通槽211移出,而前一个已经下完料的放料仓21的挡板23在主控制器1的控制下重新移入通槽211内,并由人工进行补料,循环动作;挡板23移入通槽211内时,挡板23能支撑油豆腐,并防止油豆腐掉入第一传送带22上;放料仓21还设有红外传感器,其能检测放料仓21内的油豆腐是否无料,检测到无料时主控制器1控制伺服电缸24带动挡板23移入通槽211内,有料时,控制伺服电缸24带动挡板23移出通槽211。本实施例中,采用双放料仓21循环动作,人工仅需一人,成本低,效率高。
27.可选地,结合图1、图3所示,所述吹气组件32包括吹气口321和与所述吹气口321连接的空压机,所述空压机与所述主控制器1电连接。
28.其中,空压机能产生一定压强的气体,当主控制器1判断出由视觉摄像头31拍摄的产品不合格时,发送信号给吹气组件32并使得空压机工作产生气体从吹气口321吹出,此时吹气口321正好对准不合格状态的油豆腐,然后将该油豆腐从第一传送带22上吹出并落至指定位置,以方便后续回收。
29.本实施例中,油豆腐依靠第一传送带22上的挡块221的定位自动前进,进入视觉摄像头31的拍摄范围,主控制器1根据视觉摄像头31所拍摄的状态信息判断油豆腐是否为合格产品,判断合格后油豆腐进入对切定位,判断不合格后则控制吹气组件32进行吹气剔除。视觉摄像头31对每片油豆腐拍照上传,主控制器1进行视觉判断,判断油豆腐是否残缺、规格大小是否合格、是否叠片、位置摆放是否偏移,当判断不合格后吹气剔除,不合格状态指油豆腐残缺、规格大小不合格、叠片或位置摆放偏移。
30.可选地,结合图4、图5所示,所述第一驱动组件42包括用于驱动所述切刀41旋转的第一伺服电机421和用于驱动所述切刀41沿轴向移动的第二伺服电机422。
31.其中,轴向方向是指与第一传送带22上合格状态的油豆腐的对切中心线垂直的方向;第一伺服电机421和第二伺服电机422均与主控制器1电连接,由主控制器1控制进行工作;切刀41为齿轮,第一伺服电机421能驱动切刀41高速旋转,以确保切刀41能利索将油豆腐切断;另外由于每个从放料仓21掉落的油豆腐在第一传送带22上的位置不一样,因此设置能驱动切刀41沿切刀41轴向方向移动的第二伺服电机422,使得每个合格状态的油豆腐都能被沿着中心线进行对切,这种具有定位功能的设计,不仅确保各个油豆腐对切均匀,且油豆腐的切口也很平整。
32.可选地,结合图4、图5所示,所述对切机构4还包括用于防止所述待对切食品跑偏的压紧组件43,所述压紧组件43包括用于压紧所述待对切食品的下压绳带431和用于驱动
所述下压绳带431移动的轴承432。
33.其中,下压绳带431的数量为两组,两组下压绳带431间隔设置,切刀41位于两组下压绳带431之间,以方便切刀41在第二伺服电机422的驱动下能沿着轴向移动;两组下压绳带431分别要在油豆腐的两端,并将油豆腐压紧在第一传送带22上,防止对切操作时油豆腐的位置发生偏斜;压紧组件43连接有能带动下压绳带431上下移动的气缸,压紧组件43起到压紧对切时的油豆腐的作用以及给对切后的油豆腐提供动力导向以进入收料仓51。
34.可选地,结合图4所示,所述第二驱动组件52包括传送链521和用于驱动所述传送链521转动的第三伺服电机522,所述收料仓51的数量为两个,两个所述收料仓51间隔安装于所述传送链521。
35.其中,每个收料仓51具有36个仓位,每个仓位之间利用隔板隔开设置,以确保每个仓位接收一片油豆腐,方便后续加工整理;第三伺服电机522与主控制器1电连接,第三伺服电机522在主控制器1的控制下能驱动传送链521进行寸动移动,从而也实现收料仓51的寸动移动;油豆腐对切完成后,其中一个收料仓51在传送链521的带动下进行转动收料,当36个仓位都满料后,另一个收料仓51衔接继续收料,实现循环动作。
36.本实施例中,两个收料仓51转动收料,实现循环收料不间断,效率高,且油豆腐基本无损坏。
37.可选地,结合图1、图6、图7所示,还包括:前推机构6,包括待压缩平台61和用于推动所述收料仓51内的所述对切后食品进入所述待压缩平台61的第一气缸62,所述第一气缸62与所述主控制器1电连接;压缩机构7,包括压缩板71、料框挡板23、用于推动所述压缩板71压缩所述待压缩平台61内的所述对切后食品的第二气缸72和用于推动压缩后的所述对切后食品进入所述料框挡板23的第三气缸73,所述第二气缸72和所述第三气缸73均与所述主控制器1电连接。
38.其中,收料仓51接收油豆腐满仓后,在传动链的带动下移动至指定位置,该指定位置与待压缩平台61的位置对应,此时主控制器1控制第一气缸62启动工作,以推动收料仓51内的油豆腐进入待压缩平台61上;压缩板71的数量为两个,两个压缩板71分别位于整组36片油豆腐的两侧,且两个压缩板71均与油豆腐平行,主控制器1控制第二气缸72推动两个压缩板71相互靠近以将36片油豆腐相互夹紧;然后主控制器1在控制第三气缸73推动压缩后的油豆腐进入料框挡板23,料框挡板23位于料框10的上方,以便后续料框挡板23收集满四组油豆腐后统计将油豆腐收纳至料框10内;然后主控制器1控制第三气缸73回退至原始位置。
39.可选地,结合图1、图6、图7所示,还包括:自动落框机构8,包括用于供料框10放置的料框支架81和用于驱动所述料框支架81移动以使所述料框10落下的第四伺服电机82,所述第四伺服电机82与所述主控制器1连接;料框移动机构9,包括用于将落下的所述料框10移动至所述料框挡板23下方的第二传送带91和用于驱动所述料框挡板23移动的第四气缸92,所述第四气缸92与所述主控制器1电连接。
40.其中,当料框挡板23收集满四组油豆腐后,主控制器1控制第四气缸92驱动料框挡板23分开,使得四组油豆腐落入料框10内,主控制器1控制第二传送带91转动以带动该装满油豆腐的料框10移动至指定位置;料框支架81上预先叠放有多个料框10,主控制器1控制第四伺服电机82工作以控制料框支架81松开,从而使得最下端的料框10能落至第二传送带91
上,同时第四伺服电机82再切换夹紧位与该最下端的料框10相邻的料框10,以防止料框10掉落;掉落至第二传送带91的料框10在第二传送带91的带动下移动至料框挡板23的下方,等待接收下一循环生产出的油豆腐,以实现循环操作。
41.本发明另一实施例提供了一种食品自动对切设备的控制方法,基于如上所述的食品自动对切设备,包括步骤:放料仓21内的待对切食品落至第一传送带22上;视觉摄像头31拍摄所述第一传送带22上的所述待对切食品的状态信息,主控制器1根据所接收到的所述状态信息判断所述待对切食品是否合格;若不合格,则控制吹气组件32剔除所述待对切食品;若合格,则根据所述状态信息控制第一驱动组件42驱动切刀41切割所述待对切食品;控制第二驱动组件52驱动收料仓51移动以接收所述第一传送带22上对切后食品。
42.本实施例中的食品自动对切设备的控制方法,依次设置料仓机构2、剔除机构3、对切机构4和理料机构5,以依次实现待对切食品的下料、检测、对切及收集操作,自动化程度较高,操作方便,人工成本低,效率高,耗时短,有助于大量生产,且对切均匀,切口平整。
43.虽然本公开披露如上,但本公开的保护范围并非仅限于此。本领域技术人员在不脱离本公开的精神和范围的前提下,可进行各种变更与修改,这些变更与修改均将落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1