一种瓶盖正反筛选装置及包括该装置的包装瓶加工线的制作方法
1.本技术涉及包装瓶加工的领域,尤其是涉及一种包装瓶瓶盖热封装置。
背景技术:
2.目前塑料包装瓶由于其轻便耐腐蚀性强等诸多优点被广泛应用在食品、药品及化工领域,作为液体食品、药液及化学药剂的外包装用,包装瓶通常包括一个瓶身和一个瓶盖,瓶盖通过拧紧在瓶身的瓶口位置将瓶口密封;在液体包装流水加工的过程中,需要将液体提前灌装在包装瓶内,将瓶盖盖在瓶口处后,经拧盖机将瓶盖拧紧
‑‑
热封机对瓶盖热封
‑‑
贴标机在瓶身贴标的工序完成对液体的瓶装包装。
3.相关技术中,由于需要调整正反后再盖合在瓶口处,因此将瓶盖盖装在瓶身上的工作需要通过人工完成。
4.针对上述中的相关技术,发明人认为人工调整瓶盖再盖合在瓶身上人工成本较大。
技术实现要素:
5.为了降低瓶装包装加工的人工成本,本技术提供一种瓶盖正反筛选装置及包括该装置的包装瓶加工线。
6.第一方面,本技术提供一种瓶盖正反筛选装置,采用如下的技术方案:一种瓶盖正反筛选装置,包括机架;筛选台,设置在所述机架上,所述筛选台上设置有用于承载待筛选瓶盖的承载面,所述筛选台在所述承载面上设置有筛选孔、可供瓶盖通过的筛选通道及可供瓶盖漏下的出料孔;所述筛选孔和所述出料孔均与所述筛选通道连通;上料传送带,设置在所述机架上并且与所述筛选台相邻设置,所述上料传送带的传送平面与所述筛选台的承载面平齐,所述上料传送带用于将若干待筛选的瓶盖不断运送至所述承载面上;所述筛选通道的一端开口朝向所述上料传送带,所述筛选孔设置在所述筛选通道靠近所述上料传送带的一端,所述出料孔设置在所述筛选通道远离所述上料传送带的一端;转料台,架设在所述筛选台上方,设置有用于承载完成筛选的瓶盖的转料面;顶盖组件,设置在所述筛选台下方,包括设置正在所述机架上的顶盖驱动件及与所述顶盖驱动件输出端相连的顶销,所述顶销贯穿所述筛选孔,所述顶盖驱动件用于驱动所述顶销沿竖向方向运动,所述顶销用于将盖口朝上的瓶盖顶起至盖底与转料面平行的位置;推盖组件,用于将被所述顶销顶起的瓶盖推动至所述转料台的转料面上。
7.通过采用上述技术方案,将机架放置在与包装加工流水线相邻的位置,出料孔位于流水线上方,使得出料孔能够与流水线上的瓶身正对连通;将一批瓶盖码放在上料传送带上,上料传送带将瓶盖不断运送至筛分台的承载面上,处于承载面上的瓶盖在后续瓶盖
的推动下沿筛选通道导向方向运动并逐渐运动至筛选孔上方,顶盖驱动件驱动顶销向上运动将盖口朝上的瓶盖顶起至与转料台的转料面平行的位置,再由推盖组件将盖口向上的瓶盖推至转料台上;而盖口朝下的瓶盖运动至筛选孔上方时,向上运动的顶销在瓶盖内部运动,无法将瓶盖顶起,从而将盖口朝下的瓶盖留在筛分台上;筛选出来的盖口朝下的瓶盖沿筛选通道逐渐被推动至出料孔处,从出料孔漏下并直接盖合在处于出料口下方的瓶身的瓶口上,实现了正反不同瓶盖的筛分,无需人工手动调整瓶盖的正反,同时筛选出的瓶盖自动盖合在瓶身上,降低了人工盖合所产生的较高的人工成本。
8.可选的,所述筛选台上设置有阻挡组件,所述阻挡组件设置在所述筛选孔与所述上料传送带之间,所述阻挡组件用于在所述顶盖组件工作时限制后续瓶盖进入所述筛选通道内。
9.通过采用上述技术方案,在顶盖组件工作时,由于阻挡组件限制了后续的瓶盖进入筛选通道内,从而使得位于筛选通道内的瓶盖处于静止状态,不易对被顶销顶起的瓶盖造成影响,提升了筛选过程的稳定性。
10.可选的,瓶盖正反筛选装置还包括架设在所述上料传送带上方的转运传送带及设置在所述上料传送带与所述转运传送带之间的翻面弯管;所述转料台设置在所述推盖组件与所述转运传送带之间,所述转运传送带的传送面与所述转料面平齐,所述转料台与所述转运传送带临近设置;所述翻面弯管供在其内部的瓶盖通过,所述翻面弯管靠近所述转运传送带的一端开口位于所述转运传送带上方远离所述转料台的一端,转运传送带用于将其上的瓶盖运送至所述翻面弯管内;所述翻面弯管靠近所述上料传送带的一端开口位于所述上料传送带上方远离所述筛选台的一端;所述翻面弯管用于引导所述转运传送带上的瓶盖滑至所述上料传送带上并翻面。
11.通过采用上述技术方案,由推盖组件将顶盖组件顶起的盖口朝上的瓶盖推至转料台上,处于转料台上的瓶盖在后续瓶盖的推动下运动至转料传送带上,转运传送带将其上盖口朝上的瓶盖运送至翻面弯管内,在翻面弯管内的瓶盖在重力的作用下滑动至位于转料传送带下方的上料驱动件上,并且盖口朝下,实现了将筛选出来的盖口朝上的瓶盖翻面后再重新转运至上料传送带上并参与下一轮筛选。
12.可选的,所述筛选台上方架设有挡料件,所述挡料件设置在所述筛选孔与所述上料传送带之间,所述挡料件与所述承载面之间设置有可供水平摆放的瓶盖通过的通过空间,所述挡料件用于阻挡处于立起状态的瓶盖。
13.通过采用上述技术方案,由于在将一批瓶盖倾倒并码放在上料传送带上时,难免会有一些瓶盖处于立起的姿态由上料传送带传送至筛选台上,通过挡料件的设置,对立起的瓶盖进行阻挡,而水平码放的瓶盖可以从挡料件与承载面之间的通过空间通过并运动至筛选孔处;另外,立起的瓶盖上端被挡料件阻挡,后续的瓶盖推动立起的瓶盖下端,可以将立起的瓶盖推倒,从而起到整理待筛选瓶盖姿态的作用。
14.可选的,瓶盖正反筛选装置还包括设置在所述机架上的盖合机构,所述盖合机构架设在所述筛选台上方,所述盖合机构包括沿竖直方向滑动设置在所述机架上的盖合组件及设置在所述机架上的盖合驱动组件,所述盖合驱动组件用于驱动所述盖合组件向靠近或远离筛选台的方向运动;所述盖合组件靠近所述筛选台的一端设置有压合头,所述压合头
用于贯穿所述出料孔。
15.通过采用上述技术方案,当一个瓶盖从出料孔漏下至筛选台下方的包装瓶的瓶口上时,盖合驱动组件驱动盖合组件向靠近筛选台的方向运动,使得压合头从出料口上方穿过出料口并对包装瓶上的瓶盖进行压合,进而提高了瓶盖初步盖合在瓶口的紧密程度,方便后续的瓶盖拧紧工序。
16.可选的,所述压合头以所述出料孔的轴线为轴心转动设置在所述盖合组件上,所述盖合组件上设置有用于驱动所述压合头转动的盖合驱动件。
17.通过采用上述技术方案,在旋转的压合头在对瓶盖施压的过程中,通过压合头与瓶盖之间的摩擦力带动瓶盖发生旋转,使得瓶盖在盖合的过程中可以预拧在瓶口上,一方面尽量避免瓶盖在拧盖工序之前的运送过程中掉落,另一方面进一步方便后续的拧盖工序。
18.第二方面,本技术提供一种包装瓶加工线,采用如下的技术方案:一种包装瓶加工线,包括安装架,设置在所述安装架上的:加工传送机构,用于传送包装瓶;所述瓶盖正反筛选装置,与所述加工传送机构相邻设置,并且出料口沿竖直方向上的投影落在所述加工传送机构的传送面上;拧盖装置,与所述加工传送机构相邻设置,用于将盖合在瓶身上的瓶盖拧紧;热封装置,与所述加工传送机构相邻设置,用于将拧紧在瓶身上的瓶盖热封在瓶身上;贴标装置,与所述加工传送机构相邻设置,用于将完成热封的包装瓶的瓶身上贴标;所述瓶盖正反筛选装置、所述拧盖装置、所述热封装置及所述贴标装置沿所述加工传送机构的传送方向依次间隔设置。
19.通过采用上述技术方案,将装有产品液体的待加工包装瓶放置在加工传送机构上,加工传送机构将包装瓶运送至瓶盖正反筛选装置处,将瓶盖初步盖合在瓶身上,加工传送机构再将盖有瓶盖的包装瓶依次转运至拧盖装置、热封装置及贴标装置处,将盖合在瓶身上的瓶盖拧紧,并进行热封,最后贴标完成加工,由于无需人工对瓶盖进行正反筛选和初步盖合,降低了人工成本。
20.可选的,包装瓶加工线还包括设置在所述安装架上的若干挡瓶组件,若干挡瓶组件均与所述加工传送机构相邻,并且若干所述挡瓶组件分别设置在所述瓶盖正反筛选装置、拧盖装置及热封装置相对的位置,所述挡瓶组件用于限制在对包装瓶进行加工时包装瓶随加工传送机构运动。
21.通过采用上述技术方案,当加工传送机构将待加工的包装瓶运送至瓶盖正反筛选装置、拧盖装置或热封装置处进行加工时,挡瓶组件将包装瓶阻挡在加工位置处进行加工,包装瓶的瓶底与加工传送机构的传送面滑动摩擦,完成加工后挡瓶组件取消对包装瓶的阻挡,包装瓶可以继续跟随加工传送机构继续运送至下一个加工位置进行加工,尽量减少了加工过程中加工传送机构的停机。
22.可选的,包装瓶加工线还包括设置在所述加工传送机构末端的检测传送机构,所述检测传送机构的传送起点与所述加工传送机构的末端之间设置有落差,所述检测传送机
构用于承接由所述加工传送机构末端倾倒落下的完成加工的包装瓶。
23.通过采用上述技术方案,由于加工传送机构的末端与检测传送机构的传送起点有落差,完成加工的包装瓶运送至加工传送机构的末端时,会倾倒并落在检测传送机构上,可以检测瓶盖与瓶身之间的配合是否紧密。
附图说明
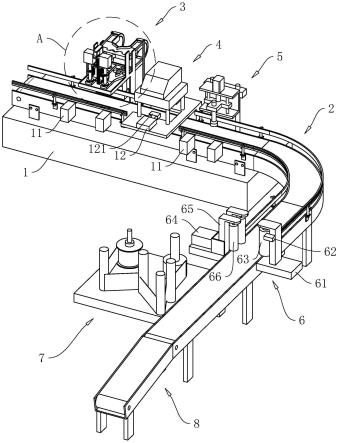
24.图1是本技术一种包装瓶加工线的结构示意图。
25.图2是本技术一种包装瓶加工线中瓶盖正反筛选装置处的a局部放大图。
26.图3是本技术一种包装瓶加工线中筛选台和上料传送带配合的俯视图。
27.图4是本技术一种包装瓶加工线中瓶盖正反筛选装置的结构示意图。
28.图5是本技术一种包装瓶加工线中瓶盖正反筛选装置另一视角的结构示意图。
29.图6是本技术瓶盖正反筛选装置中盖合机构的结构示意图。
30.附图标记说明:1、安装架;11、挡瓶组件;111、驱动气缸;112、挡瓶板;12、固定件;121、固定夹块;2、加工传送机构;3、瓶盖正反筛选装置;31、机架;311、挡料件;32、筛选台;321、承载面;322、第一侧挡板;323、内挡板;324、筛选通道;3241、分岔通道;3242、汇流通道;3243、出料传送带;325、导向定位件;326、封堵板;327、筛选孔;328、出料孔;32a、第一阻挡组件;32a1、双向气缸;32a2、挡料板;32b、第二阻挡组件;33、上料传送带;34、转料台;341、转料面;342、避让缺口;343、第二侧挡板;344、引导板;35、顶盖组件;351、顶盖驱动件;352、顶盖件;353、顶销;36、推盖组件;361、推料驱动件;362、推料板;3621、半圆缺口;37、转运传送带;38、翻面弯管;39、上料空间;4、拧盖装置;5、热封装置;6、瓶身调整装置;61、第一支架;62、激光传感器;63、主动辊轮;64、推动气缸;65、第二支架;66、从动辊轮;7、贴标装置;8、检测传送机构;9、盖合机构;91、支撑架;911、齿条;92、盖合驱动组件;93、盖合组件;931、限位管;9311、固定磁铁;932、压合件;9321、杆体;9322、压合头;9323、限位磁铁;9324、齿轮;933、盖合驱动件;94、连板。
具体实施方式
31.以下结合附图对本技术作进一步详细说明。
32.本实施例所加工的包装瓶为一个吹塑而成的塑料瓶,塑料瓶本身自带有一个一体成型的内部中空的把手,并且把手内部空间与塑料瓶内部腔室连通,塑料瓶内装有液体。
33.本技术实施例公开一种包装瓶加工线。
34.参照图1,包装瓶加工线包括安装架1、安装在安装架1上的加工传送机构2、瓶盖正反筛选装置3、拧盖装置4、热封装置5、瓶身调整装置6、贴标装置7及检测传送机构8;加工传送机构2为一个中部设置有90度圆弧拐角的传送带,用于转运装有液体的塑料包装瓶;瓶盖正反筛选装置3、拧盖装置4、热封装置5、瓶身调整装置6及贴标装置7与加工传送机构2相邻设置,并且沿加工传送机构2的传送方向依次间隔安装,其中瓶盖正反筛选装置3用于筛选出一批瓶盖中所有盖口朝下的瓶盖,并将瓶盖初步盖合在塑料包装瓶的瓶口上;拧盖装置4为一个拧盖机,用于将盖合在塑料包装瓶瓶口上的瓶盖拧紧;热封装置5为一个瓶盖热封机,用于将瓶盖热封在瓶身上。
35.参照图1,贴标装置7为一个贴标机,用于将塑料包装瓶的瓶身黏贴标签;瓶身调整
装置6包括分别设置在加工传送机构2一侧的第一支架61、设置在第一支架61上的激光传感器62、转动设置在第一支架61上的主动辊轮63、设置在加工传送机构2另一侧的推动气缸64、设置在推动气缸64输出端的第二支架65及转动设置在第二支架65上的两个从动辊轮66;主动辊轮63和两个从动辊轮66绕其自身轴线转动,并且主动辊轮63和两个从动辊轮66的转轴轴线均竖直设置,主动辊轮63通过电机驱动转动;主动辊轮63与两个从动辊轮66相对设置,推动气缸64驱动第二支架65在水平方向上向靠近或远离第一支架61的方向运动;激光传感器62向第二支架65的方向发射感应激光;当包装瓶运动至第一支架61与第二支架65之间时,激光传感器62发射的激光被瓶身阻挡,推动气缸64驱动第二支架65向靠近第一支架61的方向运动,将包装瓶夹紧在两个从动辊轮66与主动辊轮63之间,主动辊轮63转动,从而带动包装瓶发生转动,当包装瓶转动至激光穿过包装瓶的把手与瓶身之间的空隙时,主动辊轮63停止转动,第二支架65复位,包装瓶继续随加工传送机构2运动;瓶身调整装置6将加工传送机构2上的塑料包装瓶旋转调整成把手朝向方向统一的姿态,使得若干塑料包装瓶的贴标位置容易保持一致。
36.参照图1,检测传送机构8为一个直线传送带,检测传送机构8设置在加工传送机构2的传送末端,检测传送机构8的传送方向与加工传送机构2末端的传送方向共线;检测传送机构8的传送起点与加工传送机构2的末端相接,检测传送机构8的传送起点与加工传送机构2的末端之间存在有落差,检测传送机构8位于加工传送机构2的下部,完成加工的包装瓶运送至加工传送机构2的末端时,会倾倒并落在检测传送机构8上,可以检测瓶盖与瓶身之间的配合是否紧密;检测传送机构8远离加工传送机构2的一端向下倾斜,使得落在检测传送机构8上的塑料包装瓶处于瓶口朝下的姿态,更加容易检测出塑料包装瓶的密闭性是否良好。
37.参照图1,将装有产品待加工的塑料包装瓶放置在加工传送机构2上,加工传送机构2将包装瓶运送至瓶盖正反筛选装置3处,将瓶盖初步盖合在瓶身上,加工传送机构2再将盖有瓶盖的包装瓶依次转运至拧盖装置4、热封装置5、瓶身调整装置6及贴标装置7处进行加工,将盖合在瓶身上的瓶盖拧紧,并进行热封,调整瓶身姿态后最后贴标完成加工,由于无需人工对瓶盖进行正反筛选和初步盖合,降低了人工成本。
38.参照图1和图2,瓶盖正反筛选装置3包括固定安装在安装架1上的机架31、设置在机架31上的筛选台32、上料传送带33、转料台34、顶盖组件35及推盖组件36,筛选台32的上表面为用于承载待筛选瓶盖的承载面321,承载面321水平设置;筛选台32的一端设置在加工传送机构2的传送面上方,上料传送带33设置在筛选台32的另一端;上料传送带33的传送面与承载面321平齐,上料传送带33用于临时放置若干待筛选的瓶盖以及将放置在其上的瓶盖运送在承载面321上。
39.参照图2和图3,筛选台32与上料传送带33相邻的两端各固定有一个第一侧挡板322,在两个第一侧挡板322之间设置有两个内挡板323,内挡板323与第一侧挡板322之间围成两个供瓶盖通过的筛选通道324,在筛选通道324内靠近上料传送带33的一端固定有一个导向定位件325,导向定位件325将筛选通道324靠近上料传送带33的一端均分为两个相互平行的分岔通道3241,筛选通道324远离上料传送带33的一端为汇流通道3242,由两个分岔通道3241与汇流通道3242形成y形连通的筛选通道324;分岔通道3241与汇流通道3242的宽度相同并且宽度最多只能容纳一个瓶盖通过,分岔通道3241的通道口朝向靠近上料传送带
33的方向,汇流通道3242延伸至加工传送机构2的传送面上方,并且通过一个封堵板326对汇流通道3242远离分岔通道3241的一端进行封堵。两个筛选通道324对称设置并且两个筛选通道324中的汇流通道3242相互平行。
40.将一批瓶盖倾倒码放在上料传送带33上,上料传送带33将瓶盖不断运送至筛分台的承载面321上,处于承载面321上的瓶盖在后续瓶盖的推动下进入四个分岔通道3241,并逐渐运动并汇流在汇流通道3242内。
41.参照图2和图3,在筛选台32的承载面321上开设有四个筛选孔327和两个出料孔328,四个筛选孔327分别位于四个分岔通道3241内,两个出料孔328分别位于两个汇流通道3242内远离上料传送带33的一端;在汇流通道3242内设置有出料传送带3243,由分岔通道3241进入汇流通道3242的瓶盖通过出料传送带3243运送至筛选孔327处;筛选孔327的开口截面面积小于瓶盖,使得经过筛选孔327的瓶盖能够顺利通过;出料孔328的开口截面面积略大于瓶盖,使得瓶盖能够从出料口处漏下至加工传送机构2上。
42.参照图3和图4,顶盖组件35设置在筛选台32下方,包括通过螺栓固定在机架31上的顶盖驱动件351及与顶盖驱动件351输出端相连的顶盖件352,顶盖件352包括与顶盖驱动件351输出端固定连接的顶板及通过螺栓固定在顶板上的四个顶销353,四个顶销353均匀间隔设置并且互相平行,四个顶销353分别对应贯穿四个筛选孔327并在筛选孔327内沿竖直方向上下运动;顶盖驱动件351为一个气缸,用于驱动顶板运动,待筛选的瓶盖能够平稳地放置在顶销353上;当瓶盖运动至筛选孔327上方时,顶盖驱动件351驱动顶盖件352向上运动,顶销353将盖口向上的瓶盖直接顶起,而盖口向下的瓶盖啧需要顶销353的顶端运动至瓶盖内腔的底部才可以将瓶盖顶起,因此在顶销353的顶端运动高度一致的条件下,正反不同瓶盖顶起的高度不同(此处所说的瓶盖高度以瓶盖的形心为基准)。
43.参照图4和图5,推盖组件36包括架设在筛选台32上方的推料驱动件361及固定在推料驱动件361输出端的推料板362,推料板362的两端通过直线导轨滑动连接在机架31上,推料板362的滑动方向所在直线与上料传送带33的传送方向所在直线平行;转料台34架设在筛选台32上方靠近上料传送带33的一侧,并且顶盖组件35位于转料台34与推盖组件36之间,转料台34的上表面为一个水平的转料面341;推料驱动件361为一个气缸,驱动推料板362向靠近或远离转料台34的方向运动,当顶盖组件35将盖口向上的瓶盖顶起时,向靠近转料台34方向运动的推料板362将顶销353上的瓶盖向靠近转料台34的方向推动,并最终将瓶盖推至转料面341上;而盖口朝向向下的瓶盖被顶销353顶起时,推料板362在瓶盖上方运动,顶销353复位后,盖口朝下的瓶盖留在了筛选台32上,从而实现了正反瓶盖的筛选。
44.参照图5,推料板362在靠近转料台34的一端开设有四个半圆缺口3621,由顶销353顶起的盖口向上的瓶盖能够嵌入半圆缺口3621内,使得推料板362在推动瓶盖的过程中瓶盖的运动更加稳定,不易从顶销353上掉下;转料台34在靠近推盖组件36的一端开设有四个避让缺口342,四个顶销353在将瓶盖顶起时分别对应贯穿四个避让缺口342,使得推料板362在推动瓶盖从顶销353上运动至转料台34上的过程中转料台34对瓶盖的支撑接触面积更大,进一步提高了瓶盖从顶销353转移至转料台34过程中的稳定性。
45.参照图2和图3,在机座上设置有一个挡料件311,挡料件311为一个横杆,横杆水平架设在筛选台32上方靠近上料传送带33的一侧,并且位于筛选孔327与上料传送带33之间;横杆与承载面321平行,并且与上料传送带33的传送方向垂直,横杆与承载面321之间设置
有通过空间,通过空间的高度介于待筛选瓶盖的厚度及截面直径之间,使得横杆起到对处于立起的姿态的瓶盖进行阻挡,而水平码放的瓶盖可以从通过空间通过并运动至筛选孔327处;另外,立起的瓶盖上端被挡料件311阻挡,后续的瓶盖推动立起的瓶盖下端,可以将立起的瓶盖推倒,从而起到整理待筛选瓶盖姿态的作用。
46.参照图4和图5,瓶盖正反筛选装置3还包括固定设置在机架31上的两组转运传送带37及两个翻面弯管38,两组转运传送带37架设在上料传送带33的上方,并且转运传送带37和上料传送带33的传送平面平行,两组转运传送带37平行设置并且两组转运传送带37之间设置有上料空间39,工作人员可以将一批瓶盖从上料空间39处倾倒在上料传送带33上;转运传送带37的一端与转料台34远离推盖组件36的一侧临近设置,并且转运传送带37的传送面与转料面341平齐。
47.转料台34在转料面341上固定有两个第二侧挡板343和两个引导板344,第二侧挡板343用于限制转料面341上的瓶盖从侧面滑落,两个引导板344设置在两个侧挡板之间,推至转料台34上的瓶盖在后续瓶盖的推动下逐渐向靠近转运传送带37的方向运动,运动的瓶盖通过两个引导板344的引导分两路逐渐运动至两个转运传送带37上,再由转运传送带37将瓶盖运离转料台34;翻面弯管38翻面弯管38为一个截面形状为矩形的u型管,瓶盖能够通过翻面弯管38,且翻面弯管38单次最多仅能供一个瓶盖通过,翻面弯管38的一端开口位于转运传送带37上方远离所述转料台34的一端,并且转运传送带37能够将其上的瓶盖运送至翻面弯管38内;翻面弯管38靠近的另一端开口位于上料传送带33上方远离筛选台32的一端,从翻面弯管38内滑出的瓶盖能够直接落在上料传送带33上;翻面弯管38的中部向远离转运传送带37和上料传送带33的方向弯折,从转运传送带37上进入翻面弯管38完成一次翻面后滑至上料传送带33上,从而实现将筛选出来的盖口朝上的瓶盖翻面后再重新转运至上料传送带33上并参与下一轮筛选。
48.参照图2,瓶盖正反面筛选装置还包括设置在机架31上的盖合机构9,盖合机构9包括支撑架91、设置在支撑架91上的盖合驱动组件92及两组盖合组件93,盖合驱动组件92和两组盖合组件93通过支撑架91架设在筛选台32的上方,盖合组件93通过直线导轨沿竖直方向滑动设置在支撑架91上,两组盖合组件93通过一个连板94相连,盖合驱动组件92通过电机丝杆传动的方式与连板94相连,同时驱动两组盖合组件93在竖直方向滑动。
49.参照图2和图6,盖合组件93包括通过螺栓固定在连板94上的限位管931、转动连接在限位管931内的压合件932及设置在限位管931外壁上的盖合驱动件933,压合件932包括杆体9321、一体固定设置在杆体9321一端的压合头9322、固定在杆体9321另一端限位磁铁9323及套设固定在杆体9321中部的齿轮9324,压合头9322、限位磁铁9323及齿轮9324与杆体9321同轴设置;限位管931的轴线方向竖直设置,限位管931两端封闭,限位管931远离筛选台32的一端内壁上黏贴固定有固定磁铁9311;杆体9321贯穿限位管931靠近筛选台32的一端,限位磁铁9323位于限位管931内,并且限位磁铁9323与固定磁铁9311之间相互排斥,限位磁铁9323一方面限制杆体9321从限位管931内滑出,另一方面限制杆体9321向靠近固定磁铁9311的方向移动,压合头9322和齿轮9324位于限位管931外并且压合头9322与出料孔328相对,当盖合驱动组件92驱动盖合组件93向靠近筛选台32的方向运动时,压合头9322能够沿竖直方向进入出料孔328,对从出料孔328漏下至塑料包装瓶瓶口上的瓶盖进行合,而通过固定磁铁9311与限位磁铁9323相互排斥,起到压合头9322在对瓶盖进行压合时的缓
冲作用。
50.参照图2和图6,盖合驱动件933为焊接在限位管931外壁的伞形锥齿轮组,伞形锥齿轮组由两个相互啮合并且转动轴线相互垂直的伞形锥形齿轮9324组成,在支撑架91上通过螺栓固定设置有一个齿条911,齿条911竖直设置,伞形锥齿轮组的两端分别与齿条911和齿轮9324啮合,两组盖合组件93中的两组伞形锥齿轮组同时与齿条911啮合,伞形锥齿轮组中与齿轮9324啮合的一个伞形锥齿轮的伞杆向下延伸,使得齿轮9324在与伞形锥齿轮啮合传动的过程中能够相对伞形锥齿轮在一定范围内沿竖直方向滑动;当盖合驱动件933驱动盖合组件93向靠近筛选台32的方向运动时,伞形锥齿轮组相对齿条911运动,通过伞形锥齿轮组的传动驱动齿轮9324转动,从而实现了压合头9322在对瓶盖进行压合的过程中旋转,使得瓶盖在盖合的过程中可以预拧在瓶口上,一方面尽量避免瓶盖在拧盖工序之前的运送过程中掉落,另一方面进一步方便后续的拧盖工序;在压合头9322靠近出料孔328的一端贴装有橡胶垫,可以增大压合头9322与瓶盖接触时的摩擦力,在预拧瓶盖的过程中压合头9322与瓶盖之间不易发生相对滑动,提升了预拧瓶盖的效果。
51.参照图3,导向定位件325为一个截面形状为梭形的中空金属罩,导向定位件325的两端起到引导瓶盖进入导向定位件325两侧的分岔通道3241内,以及引导分岔通道3241内的瓶盖进入汇流通道3242内的作用;筛选台32上设置有三组阻挡组件,为分别设置在两个导向定位件325内部的两组第一阻挡组件32a及设置在两个汇流通道3242之间的第二阻挡组件32b。
52.第一阻挡组件32a包括一个固定在筛选台32上的双向气缸32a1及分别固定在双向气缸32a1两个输出端上的两个挡料板32a2,双向气缸32a1驱动两个挡料板32a2分别向靠近定位导向件两侧的分岔通道3241的方向运动,挡料板32a2贯穿导向定位件325的两侧侧壁延伸至分岔通道3241内,挡料板32a2的运动方向与分岔通道3241内瓶盖的运动方向垂直,并且挡料板32a2位于筛选孔327与上料传送带33之间;当一个瓶盖被推动至筛选孔327上方时,双向气缸32a1的驱动挡料板32a2进入分岔通道3241内,阻挡后续的瓶盖继续进入分岔通道3241内,从而使得顶盖组件35在将处于筛选孔327处的瓶盖顶起的过程中,不易受到后续瓶盖的影响,提升了筛选过程的稳定性。
53.第二阻挡组件32b与第一阻挡组件32a的结构相同,第二阻挡组件32b中的两个挡料板32a2分别贯穿两个汇流通道3242的内挡板323并延伸至两个汇流通道3242内,挡料板32a2位于出料传送带3243与出料孔328之间,当一个瓶盖被推动至出料孔328处由盖合机构9进行预拧瓶盖的过程中,第二阻挡组件32b中的双向气缸32a1驱动挡料板32a2进入汇流通道3242内,将后续的瓶盖与出料孔328处的瓶盖分隔开,使得后续的瓶盖不易对瓶盖的预盖和过程造成影响。
54.综上所述,瓶盖正反筛选装置3的具体工作原理为:将一批瓶盖倾倒码放在上料传送带33上,上料传送带33将瓶盖运送至筛选台32上,筛选台32上的瓶盖在后续瓶盖的推动下逐渐运动至筛选孔327上方,顶盖组件35将瓶盖顶起,推盖组件36将盖口向上的瓶盖推在转料台34上,转料台34上的瓶盖在后续需瓶盖的推动下逐渐运动至转料驱动件上,经翻面弯管38翻面后滑至上料传送带33上;而盖口向下的瓶盖留在筛选台32上并在后续的瓶盖推动下运动至出料传送带3243上,最终运动至出料孔328处,并从出料孔328落至出料孔328正下方加工传送机构2上的塑料包装瓶的瓶口处,再由盖合机构9将塑料包装瓶上的瓶盖进行
初步盖合;由于筛选通道324设置有两组,可以同时对两个塑料包装瓶进行预拧瓶盖,提高了加工的效率。
55.参照图1和图5,机架31上固定设置有若干组与加工传送机构2相邻的挡瓶组件11;挡瓶组件11包括固定设置在机架31上的驱动气缸111及固定在驱动气缸111输出端的挡瓶板112;驱动气缸111驱动挡瓶板112在加工传送机构2上方沿与加工传送机构2传送方向垂直的方向,向靠近或远离加工传送机构2的方向运动。
56.参照图2和图5,在加工传送机构2与瓶盖正反筛选装置3相对的一侧设置有两组挡瓶组件11,两组挡瓶组件11分别位于两个出料孔328的下方,当加工传送机构2将两个待加工的塑料包装瓶运送至瓶盖正反筛选装置3中的两个出料口正下方时,两组挡瓶组件11对两个塑料包装瓶进行阻挡,阻止塑料包装瓶随加工传送机构2运动,使得塑料包装瓶在进行盖合瓶盖的过程中更加稳定;在两个塑料包装瓶完成瓶盖初步盖合后,驱动气缸111驱动挡瓶板112缩回,挡瓶组件11取消了对塑料包装瓶的阻挡作用,塑料包装瓶继续随加工传送机构2传送至拧盖装置4处进行后续加工。
57.参照图1,在拧盖装置4下方设置有两个固定件12,固定件12包括一个气缸和连接在气缸输出端的固定夹块121,两组固定件12相对设置在加工传送机构2两侧,两个气缸驱动两个固定夹块121向彼此相互靠近或远离的方向运动,当塑料包装瓶运动至拧盖装置4下方时,两组固定件12将包装瓶夹持固定,使得包装瓶在拧瓶盖过程中更加稳定。
58.参照图1和图5,在加工传送机构2与热封装置5相对的一侧设置也有两组挡瓶组件11,当加工传送机构2将一个完成拧盖的塑料包装瓶运送至热封装置5下方时,两组挡瓶组件11对塑料包装瓶进行阻挡并将后续的包装瓶隔开,使得塑料包装瓶在进行热封的过程中更加稳定;在两个塑料包装瓶完成热封后,驱动气缸111驱动挡瓶板112缩回,挡瓶组件11取消了对塑料包装瓶的阻挡作用,塑料包装瓶继续随加工传送机构2运动至后续加工。
59.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1