一种运输皮带杂物分拣系统及其方法与流程
1.本发明属于冶炼技术领域,具体涉及一种运输皮带杂物分拣系统及其方法。
背景技术:
2.铜精矿日益趋向于低粗杂化铜冶炼原料不在以标准铜精矿为主,原料中块状物料较多,同时为减少原料在运输过程中损失,原料在装运前需使用编织带铺或塑料薄膜铺垫后在装运,到厂卸后原料和铺垫物混合在原料中,直接使用造成圆盘出料不均匀影响供料稳定性和冶炼技术经济指标控制稳定性。因此使用前需人工分拣大块和杂物。
3.目前各冶炼企业原料杂物分拣主要依靠人工分拣存在作业时间长、分拣效率低问题。现有的铜冶炼企业含铜物料杂物分拣流程为:进厂原料卸矿后人工初拣-原料入仓-堆试混料-仓式混料-计量、运输皮带-人工分拣杂物和大块-粉状物料直接入炉-大块物料人工铲至破碎机后在入炉-编织袋等杂物人工分拣后至指定位置。
4.此种方式会存在如下缺点:
5.①
、分拣效率低:从卸矿后初步分拣、入炉前最终分拣共计四人参与,人工分拣效率低。
6.②
、入库原料最终分拣位置位于熔炼炉上方,生产中溢散低空烟气影响员工职业健康。
7.③
、分拣出大块物料为人工手动入至破碎机员工劳动强度大,且破碎机一直运行电耗高。
8.因此,需要设置一种运输皮带杂物分拣系统,能够分拣原料中杂物,实现粉状物料和块状物料分离并且能够将块状物料进行粉碎。
技术实现要素:
9.本发明的目的在于提出一种运输皮带杂物分拣系统及其方法,能够分拣原料中杂物,实现粉状物料和块状物料分离并且能够将块状物料进行粉碎。
10.为解决上述的技术问题,本发明采用以下技术方案:
11.一种运输皮带杂物分拣系统,包括输送机构、大块料检测结构、杂物自动分离机、物料分离机构和破碎机构,大块料检测结构、杂物自动分离机和物料分离机构均设置在输送机构上方且依次设置在输送机构的进料端至出料端的方向;物料分离机构的粗料下料端设置有破碎机构,大块料检测结构、杂物自动分离机和破碎机构均与外部控制器连接。
12.进一步,大块料检测结构包括第一支撑杆,第一横杆和大块料检测单元,第一支撑杆设置有两根,第一横杆设置在两根第一支撑杆之间,大块料检测单元设置在第一横杆上,第一支撑杆上设置有滑槽,第一横杆两端设置有可在滑槽内滑动的滑块,并且滑块通过固定螺钉固定在滑槽内。
13.进一步,杂物自动分离机包括设置在输送机构两侧的支撑顶升机构,一侧支撑顶升机构顶部设置有左支撑底板,另一侧支撑顶升机构顶部设置有右支撑底板,左支撑底板
和右支撑底板上均设置有滚筒固定座,滚筒机构的转轴两端设置在滚筒固定座上,转轴一端通过双排链条连接驱动电机,滚筒机构侧边设置有废料接收槽,废料接收槽为一侧开口的槽型结构,开口一侧下方设置有倾斜的废料斜坡出料槽,废料接收槽侧边设置有废料清除机构。
14.进一步,废料清除机构包括设置在输送机构顶部的支架,支架上设置有转轴,转轴上设置有链轮,链轮上连接有链条,转轴连接至往复电机,链条上设置有伸入至废料接收槽内的清除刮板。
15.进一步,物料分离机构包括设置在输送机构上方的挡料板,挡料板倾斜一侧的输送机构上设置有下料口,下料口底部设置有筛分装置,筛分装置包括溜槽架体和设置在溜槽架体上的矿料筛体,溜槽架体设置为细矿料下料板和粗矿料下料板,细矿料下料板垂直设置在矿料筛体下方,粗矿料下料板与矿料筛体平行设置,细矿料下料板下方设置有细矿料仓,细矿料仓底部设置有细矿料皮带机,粗矿料下料板底部设置有粗料仓,粗料仓出料口上设置固定溜槽,固定溜槽末端设置有活动溜槽,固定溜槽上设置有放料闸门,放料闸门连接伸缩杆。
16.进一步,细矿料下料板下表面设置有第一振动电机。
17.进一步,挡料板后端连接有支撑装置,支撑装置上设置有电动液压推杆,电动液压推杆末端与升降架连接,挡料板一端通过固定手柄与升降架连接,挡料板中间与升降架连接处设置有改向转轴。
18.进一步,破碎机构包括设置在物料分离机构的活动溜槽出料端的破碎机料斗和破碎机,破碎机料斗底部设置有破碎机,破碎机出料端垂直设置在细矿料皮带机上方。
19.进一步,粗料仓外壁底部设置有第二振动电机。
20.进一步,粗料仓顶部在留有进料口以外部位上设置有格栅,且粗料仓内设置有料位传感器,料位传感器,破碎机与伸缩杆均与外部控制器连接。
21.进一步,运输皮带杂物分拣及破碎方法,包括如下步骤:
22.s1、废弃编织袋的分拣:启输送机构,大块料检测单元,杂物自动分离机,将含有废编织袋的铜矿在输送机构上输送,在输送到滚筒机构下方位置时,随着滚筒机构的转动,废编织袋挂到滚筒机构的弯齿组上,随着滚筒机构的转动,挂到弯齿组上的废编织袋掉落到废料接收槽内,掉落到废料接收槽内废编织袋在废料清除机构的作用下从废料斜坡出料槽排出,在输送过程中,如果大块料检测结构检测到有大块铜矿经过时,将信号传递给控制器,控制器促使杂物自动分离机提升避让;
23.s2、粉状,块状物料的分离:将废编织袋分拣后的铜矿通过输送机构往前输送时,在挡料板的作用下,从输送机构一侧的下料口掉落进入到筛分装置的矿料筛体上,粉状物料通过矿料筛体的筛网掉落到细矿料下料板进而到细矿料仓,粗矿料不能通过矿料筛体的筛网,进而沿着矿料筛体掉落到粗矿料下料板上进入到粗料仓内,达到块料和粉料的分离;
24.s3、块状物料的破碎:当块状物料掉落入粗料仓内后,达到重量传感器设定的重量限度,重量传感器将信号传递给控制器,控制器促使伸缩杆伸缩和破碎机打开,进而打开放料闸门使得块状物料掉落到破碎机内进行破碎后掉落到细矿料皮带机上。
25.进一步,输送机构,电动液压推杆,伸缩杆,振动电机,料位传感器和破碎机均为现有市场上所购买,其内部结构和电路连接关系均为本领域所公知的。
26.与现有技术相比,本发明至少具有以下有益效果之一:
27.1.本发明设置有包括输送机构、大块料检测结构、杂物自动分离机、物料分离机构和破碎机构,能够分拣原料中杂物,实现粉状物料和块状物料分离并且能够将块状物料进行粉碎。
28.2.大块料检测结构包括第一支撑杆,第一横杆和大块料检测单元,并且第一横杆两端能够在第一支撑杆上滑动,能够根据需要调节第一横杆的高度。
29.3.本发明设置有杂物自动分离机,在使用时,含废编织袋的铜矿在输送皮带上往前输送,滚筒机构在转动过程中,将废编织袋等挂在其弯齿组上,随着滚筒机构的转动,废编织袋掉落到废料接收槽内,掉落到废料接收槽内废编织袋在废料清除机构的作用下从废料斜坡出料槽排出,达到废编织袋等杂物在线自动分拣的目的;
30.另外,在杂物自动分离机前部设置有大块料检测结构,当大块料检测结构检测到有大块铜矿经过时,将信号传递给控制器,控制器促使杂物自动分离机提升避让。
31.4.废料清除机构通过链条的往复运动实现清除刮板的往复运动,当将掉落在废料接收槽内的废编织袋清除后,刮板回到原始位置,能够将掉落在废料接收槽内废编织袋清除。
32.5.物料分离机构包括挡料板,筛分装置,将废编织袋分拣后的铜矿通过输送机构往前输送时,在挡料板的作用下,从输送机构一侧的下料口掉落进入到筛分装置的矿料筛体上,粉状物料通过矿料筛体的筛网掉落到细矿料下料板进而到细矿料仓,粗矿料不能通过矿料筛体的筛网,进而沿着矿料筛体掉落到粗矿料下料板上进入到粗料仓内,达到块料和粉料的分离的效果。
33.6.细矿料下料板下表面和粗料仓外壁底部设置有振动电机,方便下料。
34.7.粗料仓顶部在留有进料口以外部位上设置有格栅,避免进入粗料仓内的块状物料掉落。
35.8.粗料仓内设置有料位传感器,并且料位传感器与伸缩杆均与外部控制器连接,当块状物料掉落入粗料仓内后,达到料位传感器设定的重量限度,料位传感器将信号传递给控制器,控制器促使伸缩杆伸缩和破碎机打开,进而打开放料闸门使得块状物料掉落到破碎机内进行破碎,能够避免破碎机一直旋转造成的电能的浪费。
附图说明
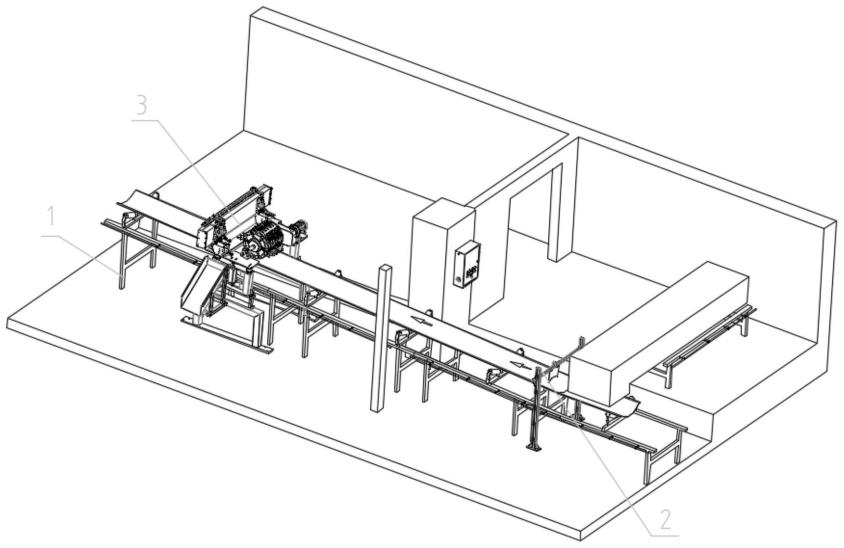
36.图1为本发明输送机构结构示意图;
37.图2为大块料检测结构示意图;
38.图3为杂物自动分离机正面结构示意图;
39.图4为杂物自动分离机背面结构示意图;
40.图5为杂物自动分离机爆炸结构示意图;
41.图6为物料分离机构结构示意图;
42.图7为物料分离机构俯视图;
43.图8为本发明挡料板结构示意图;
44.图9为本发明粗料仓结构示意图;
45.图10为本发明矿料筛体结构示意图。
46.图中,1-输送机构、2-大块料检测结构、3-杂物自动分离机、、5-第一支撑杆、6-第一横杆、7-大块料检测单元、8-支撑顶升机构、9-左支撑底板、10-右支撑底板、11-滚筒固定座、12-滚筒机构、13-双排链条、14-驱动电机、15-废料接收槽、16-废料斜坡出料槽、17-废料清除机构、18-清除刮板、19-挡料板、20-溜槽架体、21-矿料筛体、22-细矿料下料板、23-粗矿料下料板、26-粗料仓、27-固定溜槽、28-活动溜槽、29-放料闸门、30-伸缩杆、31-第一振动电机、32-细矿料仓、33-料位传感器、34-细矿料皮带机、35-破碎机料斗、36-破碎机、37-第二振动电机。
具体实施方式
47.如图1-10所示,为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
48.实施例1
49.一种运输皮带杂物分拣系统,包括输送机构1、大块料检测结构2、杂物自动分离机3、物料分离机构和破碎机构,大块料检测结构2、杂物自动分离机3和物料分离机构均设置在输送机构1上方且依次设置在输送机构1的进料端至出料端的方向;物料分离机构的粗料下料端设置有破碎机构,大块料检测结构2、杂物自动分离机3和破碎机构均与外部控制器连接,能够分拣原料中杂物,实现粉状物料和块状物料分离并且能够将块状物料进行粉碎。
50.实施例2
51.在实施例1的基础上,大块料检测结构2包括第一支撑杆5,第一横杆6和大块料检测单元7,第一支撑杆5设置有两根,第一横杆6设置在两根第一支撑杆5之间,大块料检测单元7设置在第一横杆6上,第一支撑杆5上设置有滑槽,第一横杆6两端设置有可在滑槽内滑动的滑块,并且滑块通过固定螺钉固定在滑槽内,能够根据需要调节第一横杆6的高度。
52.实施例3
53.在实施例1的基础上,杂物自动分离机3包括设置在输送机构1两侧的支撑顶升机构8,一侧支撑顶升机构8顶部设置有左支撑底板9,另一侧支撑顶升机构8顶部设置有右支撑底板10,左支撑底板9和右支撑底板10上均设置有滚筒固定座11,滚筒机构12的转轴两端设置在滚筒固定座11上,转轴一端通过双排链条13连接驱动电机14,滚筒机构12侧边设置有废料接收槽15,废料接收槽15为一侧开口的槽型结构,开口一侧下方设置有倾斜的废料斜坡出料槽16,废料接收槽15侧边设置有废料清除机构17,在使用时,含废编织袋的铜矿在输送皮带上往前输送,滚筒机构在转动过程中,将废编织袋等挂在其弯齿组上,随着滚筒机构的转动,废编织袋掉落到废料接收槽内,掉落到废料接收槽内废编织袋在废料清除机构的作用下从废料斜坡出料槽排出,达到废编织袋等杂物在线自动分拣的目的,另外,在杂物自动分离机前部设置有大块料检测结构,当大块料检测结构检测到有大块铜矿经过时,将信号传递给控制器,控制器促使杂物自动分离机提升避让,废料清除机构17包括设置在输送机构1顶部的支架,支架上设置有转轴,转轴上设置有链轮,链轮上连接有链条,转轴连接至往复电机,链条上设置有伸入至废料接收槽15内的清除刮板18,当将掉落在废料接收槽内的废编织袋清除后,刮板回到原始位置,能够将掉落在废料接收槽内废编织袋清除。
54.实施例4
55.在实施例1的基础上,物料分离机构包括设置在输送机构1上方的挡料板19,挡料板19倾斜一侧的输送机构1上设置有下料口,下料口底部设置有筛分装置,筛分装置包括溜槽架体20和设置在溜槽架体20上的矿料筛体21,溜槽架体20设置为细矿料下料板22和粗矿料下料板23,细矿料下料板22垂直设置在矿料筛体21下方,粗矿料下料板23与矿料筛体21平行设置,细矿料下料板22下方设置有细矿料仓32,细矿料仓32底部设置有细矿料皮带机34,粗矿料下料板23底部设置有粗料仓26,粗料仓26出料口上设置固定溜槽27,固定溜槽27末端设置有活动溜槽28,固定溜槽27上设置有放料闸门29,放料闸门29连接伸缩杆30,破碎机构包括设置在物料分离机构的活动溜槽28出料端的破碎机料斗35和破碎机36,破碎机料斗35底部设置有破碎机36,破碎机36出料端垂直设置在细矿料皮带机34上方,将废编织袋分拣后的铜矿通过输送机构往前输送时,在挡料板的作用下,从输送机构一侧的下料口掉落进入到筛分装置的矿料筛体上,粉状物料通过矿料筛体的筛网掉落到细矿料下料板进而到细矿料仓,粗矿料不能通过矿料筛体的筛网,进而沿着矿料筛体掉落到粗矿料下料板上进入到粗料仓内,达到块料和粉料的分离的效果。
56.实施例5
57.在实施例1的基础上,细矿料下料板22下表面设置有第一振动电机31,粗料仓26外壁底部设置有第二振动电机37,方便下料。
58.实施例6
59.在实施例1的基础上,挡料板19后端连接有支撑装置,支撑装置上设置有电动液压推杆,电动液压推杆末端与升降架连接,挡料板19一端通过固定手柄与升降架连接,挡料板19中间与升降架连接处设置有改向转轴,在需要将挡料板19抬升时,通过电动液压推杆抬升支撑装置进而抬升挡料板19。
60.实施例7
61.在实施例1的基础上,粗料仓26顶部在留有进料口以外部位上设置有格栅38,避免进入粗料仓内的块状物料掉落,且粗料仓26内设置有料位传感器33,料位传感器33,破碎机36与伸缩杆30均与外部控制器连接,当块状物料掉落入粗料仓内后,达到料位传感器设定的重量限度,料位传感器将信号传递给控制器,控制器促使伸缩杆伸缩和破碎机打开,进而打开放料闸门使得块状物料掉落到破碎机内进行破碎,能够避免破碎机一直旋转造成的电能的浪费。
62.实施例8
63.运输皮带杂物分拣及破碎方法,包括如下步骤:
64.s1、废弃编织袋的分拣:启输送机构12,大块料检测单元2,杂物自动分离机3,将含有废编织袋的铜矿在输送机构1上输送,在输送到滚筒机构12下方位置时,随着滚筒机构12的转动,废编织袋挂到滚筒机构12的弯齿组上,随着滚筒机构12的转动,挂到弯齿组上的废编织袋掉落到废料接收槽15内,掉落到废料接收槽15内废编织袋在废料清除机构17的作用下从废料斜坡出料槽16排出,在输送过程中,如果大块料检测结构2检测到有大块铜矿经过时,将信号传递给控制器,控制器促使杂物自动分离机3提升避让;
65.s2、粉状,块状物料的分离:将废编织袋分拣后的铜矿通过输送机构1往前输送时,在挡料板19的作用下,从输送机构1一侧的下料口掉落进入到筛分装置的矿料筛体21上,粉状物料通过矿料筛体21的筛网掉落到细矿料下料板22进而到细矿料仓,粗矿料不能通过矿
料筛体21的筛网,进而沿着矿料筛体21掉落到粗矿料下料板23上进入到粗料仓26内,达到块料和粉料的分离;
66.s3、块状物料的破碎:当块状物料掉落入粗料仓8内后,达到重量传感器33设定的重量限度,重量传感器33将信号传递给控制器,控制器促使伸缩杆30伸缩和破碎机36打开,进而打开放料闸门29使得块状物料掉落到破碎机36内进行破碎后掉落到细矿料皮带机34上。
67.本发明工作过程如下:
68.首先,开启输送机构12,大块料检测单元2,杂物自动分离机3和废料清除机构17,将含有废编织袋的铜矿在输送机构1上输送,在输送到滚筒机构12下方位置时,随着滚筒机构12的转动,废编织袋挂到滚筒机构12的弯齿组上,随着滚筒机构12的转动,挂到弯齿组上的废编织袋掉落到废料接收槽15内,掉落到废料接收槽15内废编织袋在废料清除机构17的作用下从废料斜坡出料槽16排出,清除刮板18原始位置在废料接收槽12开口的另一侧,掉落到废料刮除后清除刮板18回到原始位置,每30s往复电机开启一次,在输送过程中,如果大块料检测结构2检测到有大块铜矿经过时,将信号传递给控制器,控制器促使捡杂装置提升避让,将废编织袋分拣后的铜矿通过输送机构1往前输送时,在挡料板19的作用下,从输送机构1一侧的下料口掉落进入到筛分装置的矿料筛体21上,粉状物料通过矿料筛体21的筛网掉落到细矿料下料板22进而到细矿料仓,粗矿料不能通过矿料筛体21的筛网,进而沿着矿料筛体21掉落到粗矿料下料板23上进入到粗料仓26内,达到块料和粉料的分离的效果,当块状物料掉落入粗料仓8内后,达到料位传感器设定的重量限度,料位传感器将信号传递给控制器,控制器促使伸缩杆伸缩和破碎机打开,进而打开放料闸门使得块状物料掉落到破碎机内进行破碎,能够避免破碎机一直旋转造成的电能的浪费。
69.尽管这里参照本发明的多个解释性实施例对本发明进行了描述,但是,应该理解,本领域技术人员可以设计出很多其他的修改和实施方式,这些修改和实施方式将落在本技术公开的原则范围和精神之内。更具体地说,在本技术公开、附图和权利要求的范围内,可以对主题组合布局的组成部件和/或布局进行多种变型和改进。除了对组成部件和/或布局进行的变形和改进外,对于本领域技术人员来说,其他的用途也将是明显的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1