集成式容器测定系统的制作方法
1.本实用新型涉及药品食品包装技术领域,具体为一种集成式容器测定系统。
背景技术:
2.容器密封完整性是指容器密封系统能够提供的保护内容物的能力。它能够维持和保护内容物,使其能够符合质量要求。容器密封完整性是包装系统一个重要的质量属性。由于产品的食品、药品属性,使得容器密封完整性对于食品和药品来说尤其重要。
3.容器密封完整性能够防止微生物侵入,保持产品的无菌状态以及产品的稳定性和药效,最终保证使用者的安全。失效的食品、药品和尤其是非无菌的注射剂不只影响疗效,对患者使用者的健康和生命可能存在潜在的危害。由于容器密封完整性破坏带来的严重的后果,使得容器密封性成为了食品、药品企业产品放行的重要质控项目。
4.为了能够方便的表示泄漏的程度,现在通常会使用泄漏孔径来表示泄漏的程度,虽然激光打孔或是金属丝法的泄漏是不规则的。目前也没有一种物理方法能够用来测量孔径,只是通过测定气体的泄露率来对应相应的名义泄漏孔径。
5.目前,最先进的微孔技术是激光打孔技术,但现有的利用激光对玻璃等材料进行钻孔,同样存在许多缺陷,如:激光功率太大,产生热效应,使得玻璃崩裂;频繁的开、关激光,同样会造成玻璃内部的爆点或碎裂,打完孔的包装在运输过程中也会因碰撞挤压,在开孔处发生炸裂或应力影响造成孔径变化,在运输过程中也容易造成粉尘等外界污染。
技术实现要素:
6.(一)解决的技术问题
7.针对现有技术的不足,本实用新型提供了一种集成式容器测定系统,具备将激光打孔、检漏标定、压力衰减测定集成在一个平台上,可以彻底解决上述缺陷等优点,解决了上述技术的问题。
8.技术方案
9.为实现上述目的,本实用新型提供如下技术方案:一种集成式容器测定系统,包括容器、激光开孔工位、校准工位和检查工位,其特征在于:所述容器底部连接传动带,所述传动带首端设置激光开孔工位,所述激光开孔工位包括多轴固定夹、代输台、激光发生器和激光头,所述多轴固定夹顶面连接容器并下方设置代输台,所述容器上方设置激光发生器,所述激光发生器底部还设置激光头,所述传动带中端设置校准工位,所述校准工位包括压塞机、胶塞、小灯检测仪、微电流放点检测仪、真空压力衰减仪、激光相控分析仪、氦质谱检测仪、气体检测仪和示踪气体检测仪,所述压塞机位于传动带中端上方并下方输出端对位容器,所述胶塞设置于容器瓶口,所述小灯检测仪、微电流放点检测仪、真空压力衰减仪、激光相控分析仪、氦质谱检测仪、气体检测仪和示踪气体检测仪均设置于容器下方的代输台两侧,所述检查工位设置于传动带尾端,所述检查工位包括密闭性检测仪,所述密闭性检测仪安装于代输台上方并内侧连接容器。
10.优选的,所述多轴固定夹卡接于容器底面,所述多轴固定夹底面活动连接代输台,所述代输台底面活动连接传动带。
11.通过上述技术方案,取待用包装,根据被包装产品的质量要求,制定漏孔标准,孔径大小与要求的泄漏量相关。在所需要的包装上激光打孔,作为阳性对照品,多轴固定夹为现有设备,属于现有技术不多做介绍,通过多轴固定夹,可以多维度旋转容器,同时做到无死角,使得后续打孔换届时候任意方位打孔。
12.优选的,所述激光发生器活动安装于激光开孔工位顶部,所述激光发生器输出端朝下连接激光头,所述激光头对位于下方的容器。
13.通过上述技术方案,激光发生器,激光功率0.5w-200w,打孔孔径0.1μm-5mm,同时激光头打孔包装范围为:西林瓶0.1ml-30ml,安瓿瓶:1ml-50ml,玻璃输液瓶:50ml-500ml,聚丙烯和聚乙烯输液瓶及输液袋:50ml-10000ml,各种规格铝塑包装及铝铝包装。
14.优选的,所述代输台侧边还设设有吸尘罩、风管、空气过滤器、风机和提升门,所述吸尘罩设置于激光开孔工位侧边,所述吸尘罩尾端连接风管,所述风管尾端连接空气过滤器,所述空气过滤器尾端连接风机。
15.通过上述技术方案,代输台为常见的高精度平移台,通过高精度代输台平移实现高精度微孔精确定位加工;通过精密振镜高速高精度控制光束偏移,实现小幅面高速精密加工,进一步的吸尘罩、风管、空气过滤器和风机组合成为吸尘系统,通过风机运行吸取空气,厂房内空气从吸尘罩进入风管,并在空气过滤器作用下被过滤。
16.优选的,所述提升门间隔排列安装于激光开孔工位、校准工位和检查工位侧边。
17.通过上述技术方案,通过提升门的设计,使安装轨道尽量贴近建筑物内侧,从而可以大量的节约建筑物的内部空间,进一步的工位之间有隔离,有可升降提升门、及传动系统,无菌系统,整体装置在无菌层流保护下运行。
18.优选的,所述压塞机活动安装于校准工位顶部,所述压塞机输出端朝下对位于容器,所述胶塞卡接于容器瓶口处。
19.通过上述技术方案,压塞机常见设备,同时胶塞连接于压塞机输出端使其压塞瓶口,在校准工位,打孔后的包装,做密封处理,包括压盖、熔封等,根据要包装的产品质量及包装特性,选择合适的检漏仪,对所有打孔后的包装进行检漏测试,根据不同孔径的泄露做定性定量分析,考虑包装组成和装配、产品内容物以及产品在其生命周期中可能暴露的环境等确定最大允许泄漏限度。
20.优选的,所述小灯检测仪、微电流放点检测仪、真空压力衰减仪、激光相控分析仪、氦质谱检测仪、气体检测仪和示踪气体检测仪均活动安装于密封性检测仪内侧,所述密封性检测仪底面活动连接代输台顶面,所述密封性检测仪顶面设置可以放置容器的凹口。
21.通过上述技术方案,通过小灯检测仪、微电流放点检测仪、真空压力衰减仪、激光相控分析仪、氦质谱检测仪、气体检测仪和示踪气体检测仪共同配合检测,通过所有灌装好产品的包装,进入检查工位,根据检测仪检测到的泄漏量与限定值做对比,判断产品包装是否合格,不合格品剔除,合格品进入下一工序,同时以上装置均为现有技术不多做介绍,所有灌装好产品的包装,由自动传输带送入检查工位,在合适的检漏仪检测下,检测到的泄漏量与最大泄漏量做对比,判断产品包装是否合格,不合格品剔除,合格品进入下一工序,自动传输带根据检漏仪的检测时间匹配,设定传输速度,做到连续、自动、无漏检等要求。
22.与现有技术相比,本实用新型提供了一种集成式容器测定系统,具备以下有益效果:
23.1、该集成式容器测定系统,通过根据要包装的产品质量及包装特性,选择不同的检漏仪。对所有打孔后的包装进行检漏测试,根据不同孔径的泄露做定量分析,做出标准泄露曲线。并根据产品质量要求,做出合格、不合格等的包装允许限定值,达到了质量更好的有益效果。
24.2、该集成式容器测定系统,通过在校准工位,打孔后的包装,做密封处理,包括压盖、熔封等,根据要包装的产品质量及包装特性,选择合适的检漏仪,所有打孔后的包装进行检漏测试,根据不同孔径的泄露做定性定量分析,考虑包装组成和装配、产品内容物以及产品在其生命周期中可能暴露的环境等确定最大允许泄漏限度,灌装好产品的包装,由自动传输带送入检查工位,在合适的检漏仪检测下,检测到的泄漏量与最大泄漏量做对比,判断产品包装是否合格,不合格品剔除,合格品进入下一工序,达到了最大程度减小打孔造成的产品损坏的有益效果。
附图说明
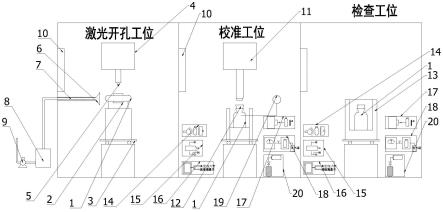
25.图1为本实用新型整体流程示意图;
26.图2为本实用新型激光开孔工位流程示意图;
27.图3为本实用新型校准工位流程示意图;
28.图4为本实用新型检查工位流程示意图。
29.其中:1、容器;2、多轴固定夹;3、代输台;4、激光发生器;5、激光头;6、吸尘罩;7、风管;8、空气过滤器;9、风机;10、提升门;11、压塞机;12、胶塞;13、密闭性检测仪;14、小灯检测仪;15、微电流放点检测仪;16、真空压力衰减仪;17、激光相控分析仪;18、氦质谱检测仪;19、气体检测仪;20、示踪气体检测仪。
具体实施方式
30.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
31.请参阅图1-4,一种集成式容器测定系统,包括容器1、激光开孔工位、校准工位和检查工位,其特征在于:容器1底部连接传动带,传动带首端设置激光开孔工位,激光开孔工位包括多轴固定夹2、代输台3、激光发生器4和激光头5,多轴固定夹2顶面连接容器1并下方设置代输台3,容器1上方设置激光发生器4,激光发生器4底部还设置激光头5,传动带中端设置校准工位,校准工位包括压塞机11、胶塞13、小灯检测仪14、微电流放点检测仪15、真空压力衰减仪16、激光相控分析仪17、氦质谱检测仪18、气体检测仪19和示踪气体检测仪20,压塞机11位于传动带中端上方并下方输出端对位容器1,胶塞13设置于容器1瓶口,小灯检测仪14、微电流放点检测仪15、真空压力衰减仪16、激光相控分析仪17、氦质谱检测仪18、气体检测仪19和示踪气体检测仪20均设置于容器1下方的代输台3两侧,检查工位设置于传动带尾端,检查工位包括密闭性检测仪13,密闭性检测仪13安装于代输台3上方并内侧连接容
器1。
32.具体的,多轴固定夹2卡接于容器1底面,多轴固定夹2底面活动连接代输台3,代输台3底面活动连接传动带,优点是取待用包装,根据被包装产品的质量要求,制定漏孔标准,孔径大小与要求的泄漏量相关。在所需要的包装上激光打孔,作为阳性对照品,多轴固定夹2为现有设备,属于现有技术不多做介绍,通过多轴固定夹2,可以多维度旋转容器1,同时做到无死角,使得后续打孔换届时候任意方位打孔。
33.具体的,激光发生器4活动安装于激光开孔工位顶部,激光发生器4输出端朝下连接激光头5,激光头5对位于下方的容器1,优点是激光发生器4,激光功率0.5w-200w,打孔孔径0.1μm-5mm,同时激光头5打孔包装范围为:西林瓶0.1ml-30ml,安瓿瓶:1ml-50ml,玻璃输液瓶:50ml-500ml,聚丙烯和聚乙烯输液瓶及输液袋:50ml-10000ml,各种规格铝塑包装及铝铝包装。
34.具体的,代输台3侧边还设设有吸尘罩6、风管7、空气过滤器8、风机9和提升门10,吸尘罩6设置于激光开孔工位侧边,吸尘罩6尾端连接风管7,风管7尾端连接空气过滤器8,空气过滤器8尾端连接风机9,优点是代输台3为常见的高精度平移台,通过高精度代输台3平移实现高精度微孔精确定位加工;通过精密振镜高速高精度控制光束偏移,实现小幅面高速精密加工,进一步的吸尘罩6、风管7、空气过滤器8和风机9组合成为吸尘系统,通过风机9运行吸取空气,厂房内空气从吸尘罩6进入风管7,并在空气过滤器8作用下被过滤。
35.具体的,提升门10间隔排列安装于激光开孔工位、校准工位和检查工位侧边,优点是通过提升门10的设计,使安装轨道尽量贴近建筑物内侧,从而可以大量的节约建筑物的内部空间,进一步的工位之间有隔离,有可升降提升门10、及传动系统,无菌系统,整体装置在无菌层流保护下运行。
36.具体的,压塞机11活动安装于校准工位顶部,压塞机11输出端朝下对位于容器1,胶塞12卡接于容器1瓶口处,优点是压塞机11常见设备,同时胶塞12连接于压塞机11输出端使其压塞瓶口,在校准工位,打孔后的包装,做密封处理,包括压盖、熔封等,根据要包装的产品质量及包装特性,选择合适的检漏仪,对所有打孔后的包装进行检漏测试,根据不同孔径的泄露做定性定量分析,考虑包装组成和装配、产品内容物以及产品在其生命周期中可能暴露的环境等确定最大允许泄漏限度。
37.具体的,小灯检测仪14、微电流放点检测仪15、真空压力衰减仪16、激光相控分析仪17、氦质谱检测仪18、气体检测仪19和示踪气体检测仪20均活动安装于密封性检测仪13内侧,密封性检测仪13底面活动连接代输台3顶面,密封性检测仪13顶面设置可以放置容器1的凹口,优点是通过小灯检测仪14、微电流放点检测仪15、真空压力衰减仪16、激光相控分析仪17、氦质谱检测仪18、气体检测仪19和示踪气体检测仪20共同配合检测,通过所有灌装好产品的包装,进入检查工位,根据检测仪检测到的泄漏量与限定值做对比,判断产品包装是否合格,不合格品剔除,合格品进入下一工序,同时以上装置均为现有技术不多做介绍,所有灌装好产品的包装,由自动传输带送入检查工位,在合适的检漏仪检测下,检测到的泄漏量与最大泄漏量做对比,判断产品包装是否合格,不合格品剔除,合格品进入下一工序,自动传输带根据检漏仪的检测时间匹配,设定传输速度,做到连续、自动、无漏检等要求。
38.在使用时;通过激光打孔,取小次数量的包装,根据被包装产品的质量要求,做激光打孔,孔径大小与要求的泄漏量相关。根据需要,按顺序每个包装上开一个孔,一组包装
上打出大小不同的一个系列的微孔,进一步的校准工位,打孔后的包装,做密封处理,包括压盖、烫封等。根据要包装的产品质量及包装特性,选择不同的检漏仪。对所有打孔后的包装进行检漏测试,根据不同孔径的泄露做定量分析,做出标准泄露曲线。并根据产品质量要求,做出合格、不合格等的包装允许限定值,通过检查工位,所有灌装好产品的包装,进入检查工位,根据检测仪检测到的泄漏量与限定值做对比,判断产品包装是否合格,不合格品剔除,合格品进入下一工序。
39.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1