一种乙炔设备自动化控制装置
1.本实用新型属于乙炔设备领域,具体涉及一种乙炔设备自动化控制装置。
背景技术:
2.乙炔被国际上称为“现代有机合成工业之母”,它能与许多物质进行化学反应,衍生出几千种有机化合物,如聚氯乙烯、醋酸、醋酸乙烯、丙烯酸、丁二烯、氯丁橡胶、三氯乙烯、四氯乙烯、乙炔炭黑等等。在我国,生产乙炔最重要的原材料则是电石,电石乙炔有机合成化工工业历史悠久,且在化工生产中占有一定的比重。
3.现有乙炔的生产装置是利用电石与水反应生产乙炔气,电石法生产乙炔的工艺流程,主要由乙炔气发生、生成粗乙炔气通过净化、低干、乙炔气压缩、乙炔高压干燥、乙炔充装和检验等设备组成。各个设备由人工现场操作控制,一切数据靠人工监护记录,传统装置不仅滞后于当前的自动化技术的发展,且容易导致安全质量的不可靠,容易造成安全和质量事故。
4.随着工业领域的不断发展,当前,乙炔应用行业的要求也越来越高,安全生产条件也不断加强,对乙炔生产设备自动化控制亟待创新,实现集中控制,重点环节控制实现联锁,确实做到安全质量的提升要求。
技术实现要素:
5.本实用新型的目的是针对上述存在的技术问题,提供一种乙炔设备自动化控制装置。
6.本实用新型采用的技术方案:
7.一种乙炔设备自动化控制装置,按照乙炔气体流动方向包括依次通过输气管道连接的高位水箱、乙炔发生器、安全水封、乙炔储气柜、第一乙炔净化塔、第二乙炔净化塔、乙炔中和塔、低压干燥器、压缩机、高压干燥器、乙炔充气排,所述乙炔充气排上设置有乙炔气瓶;
8.还包括依次通过管道连接的储气罐、缓冲罐和安全器,所述储气罐的进气口通过输气管道与中和塔的出气口连接该输气管道上并联有调节阀和水环泵,在水环泵两侧分别串联有进口阀和出口阀,所述安全器的出气口通过输气管道与低压干燥器的进气口连接;所述高位水箱与乙炔发生器之间的管道上设置有进水总阀和给水泵;
9.还包括控制器、触摸显示器和声光报警器,所述控制器分别与触摸显示器和声光报警器电连接,所述给水泵、调节阀、水环泵、进口阀、出口阀、压缩机均与控制器电连接;
10.所述乙炔发生器上设置有电石投料口和氮气进气口,所述乙炔发生器内设置有液位传感器、温度传感器和第一压力传感器,所述液位传感器、温度传感器和第一压力传感器分别与控制器电连接;
11.所述乙炔储气柜上设置有检测乙炔储气柜钟罩高度的位移传感器,所述位移传感器与控制器电连接。
12.优选的,在压缩机的进气口设置有第二压力传感器,在压缩机的出气口设置有第三压力传感器,且所述第二压力传感器和第三压力传感器分别与控制器电连接。
13.优选的,该装置还包括氮气罐,所述氮气罐通过氮气管线与乙炔发生器上的氮气进气口连接,在氮气管线上设置有氮气阀。
14.优选的,该装置还包括次氯酸钠补给罐,所述次氯酸钠补给罐的出液口连接有第一总注入管道,所述第一总注入管道的出液口通过四通接头分别连接有第一支路管道、第二支路管道和第三支路管道,所述第一支路的出液口连接至第一乙炔净化塔的上端部,所述第二支路管道的出液口连接至第二乙炔净化塔的上端,所述第一乙炔净化塔和第二乙炔净化塔的底部均设置次氯酸钠排液管,所述第三支路管道的出液口回流至次氯酸钠补给罐,所述第一支路、第二支路和第三支路上分别设置有次氯酸钠泵,所述次氯酸钠泵与控制器电连接。
15.优选的,该装置还包括碱液补给罐,所述碱液补给罐的出液口连接有第二总注入管路,所述第二总注入管路的出液口通过三通接头分别连接有第四支路管道和第五支路管道,所述第四支路管道的出液口连接至乙炔中和塔的上端部,所述乙炔中和塔的底部设置有碱液排液管,所述第五支路管道的出液口回连至碱液补给罐,所述第四支路管道和第五支路管道上分别设置有液碱泵,所述液碱泵与控制器电连接。
16.优选的,所述压缩机并联有3台。
17.优选的,所述高压干燥器依次串联有4台。
18.优选的,所述控制器采用plc或者工控机。
19.本实用新型与现有技术相比,其有益效果是:本实用新型提供了一种乙炔设备自动化控制装置,包括在乙炔发生器中设置有液位传感器、温度传感器和第一压力传感器,所述液位传感器、温度传感器和第一压力传感器分别与控制器电连接,且控制器与给水泵连接,通过采集发生器的液位、温度和压力信息,可对乙炔发生器形成实时监控以显示在触摸显示器上,根据监控数据,用户可通过控制器控制给水泵的开关;其次,在中和塔与储气罐之间的管道上设置有调节阀,且在调节阀两端并联有一水环泵,在水环泵两侧分别串联有进口阀和出口阀,且所述水环泵、进口阀和出口阀分别与控制器电连接,水环泵的运行信息通过触摸显示屏显示;最后,在压缩机的在压缩机的进气口设置有第二压力传感器,在压缩机的出气口设置有第三压力传感器,且所述第二压力传感器和第三压力传感器分别与控制器电连接,通过控制器分别采集压缩机进出口的压力。压缩机的压力及运行信息通过触摸显示屏显示,用户可根据进出口压力信息,控制压缩机开关。通过本实用新型可实现各个设备的数据远程信号采集控制和就地显示数据,便于及时分析半段异常情况,提高了设备生产的安全性。
附图说明
20.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
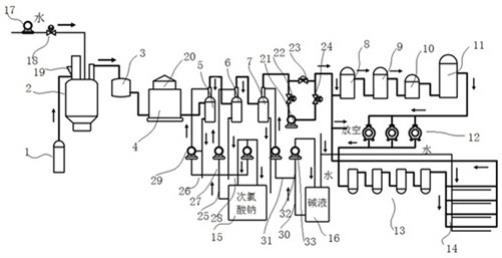
21.图1为本实用新型一实施例提供的一种乙炔设备自动化控制装置的工作流程图;
22.图2为本实用新型一实施例提供的一种乙炔设备自动化控制装置的工作原理图;
23.图3为本实用新型的部分结构电连接原理图;
24.图4为本实用新型的电源供给原理图;
25.图5为本实用新型控制器的控制原理图;
26.图6为本实用新型控制器控制调节阀的原理图。
27.其中,1
‑
氮气罐;2
‑
乙炔发生器;3
‑
安全水封;4
‑
乙炔储气柜; 5
‑
第一乙炔净化塔;6
‑
第二乙炔净化塔;7
‑
乙炔中和塔;8
‑
储气罐; 9
‑
缓冲罐;10
‑
安全器;11
‑
低压干燥器;12
‑
压缩机;13
‑
高压干燥器; 14
‑
乙炔充气排;15
‑
次氯酸钠补给罐;16
‑
碱液补给罐;17
‑
给水泵;18
‑
进水阀;19
‑
电石投料口;20
‑
钟罩;21
‑
水环泵;22
‑
进口阀;23
‑ꢀ
调节阀;24
‑
出口阀;25
‑
第一总注入管路,26
‑
第一支路;27
‑
第二支路;28
‑
第三支路;29
‑
次氯酸钠泵;30
‑
第二总注入管路;31
‑
第四支路;32
‑
第五支路;33
‑
碱液泵;
28.34
‑
控制器;35
‑
触摸显示器;36
‑
声光报警器;
29.37
‑
液位传感器;38
‑
温度传感器;39
‑
第一压力传感器;40
‑
位移传感器;41
‑
第二压力传感器;42
‑
第三压力传感器;43
‑
提升泵;
30.其中,箭头方向为物料或信号走向。
具体实施方式
31.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本实用新型实施例的组件可以以各种不同的配置来布置和设计。
32.因此,以下对在附图中提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
33.参照图1所示,本实用新型公开了一种乙炔设备自动化控制装置,按照乙炔气体流动方向包括依次通过输气管道连接的高位水箱、乙炔发生器2、安全水封3、乙炔储气柜4、第一乙炔净化塔5、第二乙炔净化塔6、乙炔中和塔7、低压干燥器11、压缩机12、高压干燥器 13、乙炔充气排14,所述乙炔充气排14上设置有乙炔气瓶,其中,所述高压干燥器13依次串联有4台;
34.具体的,还包括依次通过管道连接的储气罐8、缓冲罐9和安全器10,所述储气罐8的进气口通过输气管道与中和塔7的出气口连接,该输气管道上并联有调节阀23和水环泵21,在水环泵21两侧分别串联有进口阀22和出口阀24,所述安全器10的出气口通过输气管道与低压干燥器11的进气口连接;所述高位水箱与乙炔发生器 2之间的管道上设置有进水总阀18和给水泵17。
35.作为本实用新型的进一步改进在于,参照图2所示,还包括控制器34、触摸显示器35和声光报警器36,所述控制器34采用plc或者工控机,所述控制器34分别与触摸显示器35和声光报警器36电连接;且所述给水泵17、调节阀23、水环泵21、进口阀22、出口阀 24、压缩机12均与控制器34电连接;
36.所述乙炔发生器2上设置有电石投料口19和氮气进气口,且在乙炔发生器2中设置有液位传感器37、温度传感器38和第一压力传感器39,所述液位传感器37、温度传感器38和第一压力传感器39 分别与控制器34电连接;
37.所述乙炔储气柜3上设置有检测乙炔储气柜3钟罩20高度的位移传感器40,所述位移传感器40与控制器34电连接。
38.关于上述实施例中的装置,其中,各个装置执行操作的具体方式已经在相关方法的实施例中进行了详细描述,此处不作详细阐述说明。
39.在本实施例中,乙炔设备自动联锁控制装置还包括氮气罐1,所述氮气罐1通过氮气管线与乙炔发生器2上的氮气进气口连接,在氮气管线上设置有氮气阀。
40.还包括加料装置,所述加料装置通过进料管道与乙炔发生器2上的电石投料口19连接,在进料管道上设置有提升泵,且提升泵与控制器电连接。
41.在本实施例中,所述高位水箱与乙炔发生器2之间的管道上设置有进总水阀18和给水泵17,对供水形成控制,在所述乙炔发生器2 中设置有液位传感器37、温度传感器38和第一压力传感器39,可对所述乙炔发生器2中液位、温度及气体压力形成实时监控以显示在触摸显示器35上,并可长期保存所有数据,在乙炔工艺中,可实现提前预见液位、温度变化,用户可通过控制进水阀18和给水泵17的开启来调节乙炔发生器2中液位和温度,具体联锁过程:通过温度传感器38和液位传感器37采集乙炔发生器2中温度和液位,当乙炔发生器2中液位或温度超过设定值时,可联锁关停给水泵17和提升泵,并启动声光报警灯36,提示人员进行排障。通过第一压力传感器39 采集乙炔发生器2中气体的压力值,当压力值达到高限报警值或者低限报警值时(这里的高限报警值和低限报警值是用户提前通过触摸显示器输入到控制器上),控制器控制声光报警器36报警,可关联水环泵21停机,关闭进口阀22和出口阀24;若压力值大于高限报警值,需要对乙炔发生器2中的气体进行排放处理,若压力值小于低限报警值,则联锁打开氮气阀。
42.在相关技术中,所述乙炔储气柜3由水槽、乙炔储气柜钟罩20 等部件组成,当气体储存量增加时,所述乙炔储气柜3压力上升,使得乙炔储气柜钟罩20高度上升,以实现增加气体储存空间。在本实施中,在乙炔储气柜3上设置有检测乙炔储气柜钟罩20高度的位移传感器40,通过设置位移传感器40形成对所述乙炔储气柜3储存乙炔气体的监控。此外,在控制器34内预先设定了钟罩高度三个限位高度值,分别为高位、中位和低位,乙炔储气柜3的位移传感器40 检测到钟罩20高度达到高位时,对乙炔储气柜3安全泄压处理,保证系平稳运行;乙炔储气柜3的位移传感器40检测到钟罩20高度达到中位时,控制器34控制声光报警器36报警联锁停机提升泵和给水泵17;乙炔储气柜3的位移传感器40检测到钟罩20高度达到低位时,控制器34控制声光报警器36报警联锁停机压缩机12。
43.在上述方案中,通过具体操作方式阐述了了各个传感器、各类泵以及控制器之间的配合关系,清楚解释了本申请所产生的的有益效果,因此,需要说明的是上述存在的操作方式并不作为本申请的保护对象,仅仅用以阐述本申请的技术方案。
44.在本实施例中,所述压缩机12并联有3台,在3台压缩机12的进气口设置有第二压力传感器41,在3台压缩机的出气口设置有第三压力传感器42,且所述第二压力传感器41和第三压力传感器42 分别与控制器34电连接。
45.上述方案中,设置在压缩机12进气口的第二气体压力传感器41 形成对进气压力
监控,设置在压缩机12出气口的第三气体压力传感器42形成对出气压力进行监控,用户便可实时查看压缩机12进出气口的压力,当进气口压力低时或者出气口压力高时,可关闭停止压缩机12,以保证生产工艺安全。
46.在本实施例中,乙炔设备自动联锁控制装置还包括次氯酸钠补给罐15,所述次氯酸钠补给罐15的出液口连接有第一总注入管路25,所述第一总注入管路25的出液口通过四通接头分别连接有第一支路管道26和第二支路管道27和第三支路管道28,所述第一支路管道 26的出液口连接第一乙炔净化塔5的上端,所述第二支路管道27的出液口连接第二乙炔净化塔6的上端,所述第一乙炔净化塔5和第二乙炔净化塔6的底部均设置次氯酸钠排液管,所述第三支路管道28 的出液口回接至次氯酸钠补给罐15,所述第一支路管道26、第二支路管道27和第三支路管道28上分别设置有次氯酸钠泵29投加泵,所述次氯酸钠泵29与控制器34电连接。在相关技术的乙炔净化步骤,依次通过两个净化塔进行两次净化,在相关技术的乙炔净化塔设备中,通过次氯酸钠泵29将净化剂(次氯酸钠溶液)通过第一支路管道26 和和第二支路管道27分别从第一乙炔净化塔5和第二乙炔净化塔6 的顶部注入,对乙炔气体进行净化处理。在本申请的一个实施例中,第一总注入管线25的出液口还连接了第三支路管道28,第三支路管道28的末端又连接回次氯酸钠补给罐15内,且在第三支路管道28 上也设置有次氯酸钠泵29。通过上述设计,用户可以通过开启第三支路管道28上的次氯酸钠泵29进而控制净化剂流量大小,以适应需要净化的乙炔气体质量,通过该方案可实现保证净化效果,减少成本。
47.在本实施例中,乙炔设备自动联锁控制装置还包括碱液补给罐 16,所述碱液补给罐16的出液口连接有第二总注入管路30,所述第二总注入管路30的出液口通过三通接头分别连接有第四支路管道31 和第五支路管道32,所述第四支路管道31的出液口连接至乙炔中和塔7的上端,所述第五支路管道32的出液口回连至碱液补给罐16,所述第四支路管道31和第五支路管道32上分别设置有液碱泵33,所述液碱泵33与控制器34电连接。由于乙炔气体依次经过两次净化后,其乙炔气体中残留有部分酸性气体,因此在对乙炔气体干燥前需要通过中和塔进行碱性物质中和,通过碱液泵将碱液通过第三支路从中和塔顶部注入,对酸性乙炔气体进行除酸处理。通过上述设计,用户可以通过开启第五支路上的碱液泵进而控制碱液流量大小,以适应需要褚素安的乙炔气体质量。
48.本申请中,所述控制器34采用plc或者工控机,如plc可采用西门子、三菱、施耐德和欧姆龙等品牌的产品;工控机可选用西门子、研华、研祥等品牌的产品。
49.通过本申请上述方案,本申请在应用时自动化程度高的优点,通过采集灵敏度高、抗干扰能力强的各类传感器可使本申请具有高灵敏度和高抗干扰能力的优点。
50.以上所述,仅是本实用新型的较佳实施例,并非对本实用新型作任何限制。凡是根据实用新型技术实质对以上实施例所作的任何简单修改、变更以及等效变化,均仍属于本实用新型技术方案的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1