一种导电辊表面防腐镀层的制作工艺的制作方法
1.本技术属于镀层制作工艺技术领域,具体涉及的是一种针对冷轧带钢电镀锡或铬线用导电辊表面防腐镀层的制作工艺。
背景技术:
2.冷轧板镀锡或铬是冷轧钢板的一种再加工方法,镀锡或铬钢板广泛用于食品工业及其他工业领域,带钢电镀锡或铬时,在主动辊引导下自动地进入除油、除锈、电镀、软熔、淬水以及冷却、成卷、剪切、包装等工序。电镀时,每个镀槽二侧均挂有阳极板,上端槽口装一个导电辊,槽液下端装一个沉没辊,电镀时,钢板经过导电辊辊面进入沉没辊过渡到下一个导电辊,直流电通过辊二端集电环传送到辊面,贴着辊面运动的钢板带电通过电解液二阳极中间时,在电流作用下带钢沉积上锡或铬。10多个电镀槽连续电镀,直至镀到需要的厚度。导电辊工作时最大电流可达45000a,产生的热量单靠钢辊和辊内通冷却水难以保证电解液能正常运转。导电辊传送钢带向前运动,所以表面要镀有一定粗糙度的硬铬。
3.导电辊工作环境理论上应该是干燥环境,但实际情况是湿润的环境,且腐蚀性较强,这主要是带钢在高速运动过程中从镀槽中带出的槽液无法完全被挤干辊挤干,使得导电辊表面不同程度的粘附了大量镀液,而带钢和导电辊高速摩擦的过程中又使得镀液流向导电辊端面,使其一直处于类似于镀液浸泡环境。有时仅使用1个多月,导电辊端部镀铬层即腐蚀脱落,究其原因为:
4.1、镀液具有粘度大的特性,一般很难冲洗干净,尤其是连续性镀铬机组,更容易造成旋转部件表面富集,使之粘附在导电辊表面,造成导电辊长期处于湿的易腐蚀状态。
5.2、镀铬溶液具有强酸性、强氧化性的特点,如果镀铬溶液中含有氟离子,将更加大其腐蚀性。该辊端面为不锈钢基体上直接镀铬,由于镀硬铬层具有极微小的微裂纹的特性,因此通过毛细现象使得腐蚀溶液侵入基体与镀铬层之间,产生由内向外的腐蚀,具体表现为图1所示的镀铬层片状剥离基体。
6.该情况的出现,对生产有以下影响:
7.1、该辊使用寿命低于理论要求寿命,造成机组停机,影响机组的生产效率。
8.2、端面镀铬层剥离,容易使片状镀铬层进入镀液,造成镀液的纯净度超差,影响带钢电镀质量。
9.3、片状剥落层会溶解在镀铬溶液中,造成镀液中三价铬超标,造成电镀铬机组槽压升高,浪费能源的同时还可能会影响带钢质量。
技术实现要素:
10.本发明的目的在于提出导电辊表面防腐镀层的制作工艺,该工艺采用镍基耐腐蚀镀层对导电辊端面进行了保护,以避免出现原镀铬层极易脱离的情况,采用此方式修复的导电辊使用寿命约延长1倍左右。
11.为了达到上述目的,本发明提供以下基础方案:
12.一种导电辊表面防腐镀层的制作工艺,依次将导电辊端面毛化、电镀镍基合金、交界面打磨、导电辊辊面毛化、辊面镀铬,交界区域打磨光滑过度;其特征在于:导电辊采用辊面镀铬,而端面镀镍合金的方式进行处理表面,并且两种镀层的交界面位于端面。
13.具体步骤如下,
14.步骤1,导电辊端面毛化:选用白刚玉粒度46~36μm的砂,保持枪距工件0.5m,压力为0.3~0.5mpa,将导电辊端面粗糙度提高至ra为6~7。
15.步骤2,电镀镍基合金:将导电辊的端面所需电镀镍基合金区域裸露出来,其余部位除必须导电部位意外全部进行绝缘,对端面进行镍基合金电镀20小时,所形成的镍基合金镀层成分为镍含量85~95%,钴含量5~15%。
16.步骤3,交界面打磨:由于电镀后镀与不镀区域会生长明显的镍瘤,使得端面高低不平,因此需要对该区域进行打磨,以便使端面光滑过度。
17.步骤4,导电辊辊面毛化:选用白刚玉粒度46~36μm的砂,保持枪距工件0.5m,压力为0.3~0.5mpa,将导电辊辊面及交界区域粗糙度提高至ra为6~7。
18.步骤5,辊面镀铬:镀硬铬电解液的配方为:铬酐cro3-250g/l,铬酐与硫酸的重量比cro3/h2so4=100∶(1.1~1.2),三价铬cr3+为3g/l,镀硬铬操作条件为:温度52
±
1℃,电流密度25~28a/dm2,镀层厚度80~100μm,电镀结束后,用纯水将辊面残留的铬酐冲洗干净。
19.步骤6,交界面打磨:由于镀铬层硬度极高,因此需要用金刚石抛轮对镀铬和镀镍合金的区域进行打磨,通常因导电辊端面为非工作区域只有防腐蚀要求,故只需打磨光滑均匀过度即可。
20.本基础方案的有益效果在于:导电辊辊面及端面由原来的全部镀铬,改为辊面镀铬,端面镀镍合金,并且两种镀层的交界面位于端面;该辊所述镀层形式即确保了导电辊辊面耐磨的要求又保证了端面耐腐蚀的要求,极大程度上延长了导电辊的寿命,减少了设备停机时间,提高了带钢电镀机组的生产效率。
附图说明
21.下面结合附图和具体实施方式进一步的具体说明。
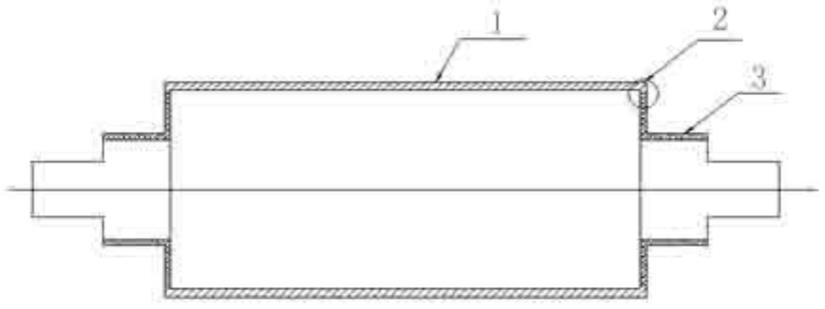
22.图1为本发明加工产品结构示意图。
23.图中,1、镀铬层;2、a交界区;3、镀镍合金层。
具体实施方式
24.为更进一步阐述本发明为实现预定发明目的所采取的技术手段及功效,对依据本发明的具体实施方式、结构、特征及其功效,详细说明如下。
25.一种导电辊表面防腐镀层的制作工艺,依次包括下述步骤,导电辊端面毛化、电镀镍基合金、交界面打磨、导电辊辊面毛化、辊面镀铬,交界区域打磨光滑过度。将导电辊辊面及端面由原来的全部镀铬,改为辊面镀铬,端面镀镍合金,并且两种镀层的交界面位于端面;该导电辊所述镀层形式即确保了导电辊辊面耐磨的要求又保证了端面耐腐蚀的要求。
26.实施例一,选择φ610*1500电镀铬导电辊,制作工艺具体如下,如图1所示,
27.步骤1:导电辊端面毛化:选用白刚玉粒度46μm的砂,保持枪距工件0.5m,压力为
0.5mpa,将导电辊端面粗糙度提高至ra为6.5。
28.步骤2:电镀镍基合金:将导电辊端面所需电镀镍基合金区域裸露出来,其余部位除必须导电部位意外全部进行绝缘,对端面进行镍基合金电镀20小时,所形成的镀镍合金层3成分为镍含量95%,钴含量5%。
29.步骤3:交界面打磨:由于电镀后镀与不镀区域会生长明显的镍瘤,使得端面高低不平,因此需要对该区域进行打磨,以便使端面光滑过度。
30.步骤4:导电辊辊面毛化:选用白刚玉粒度46μm的砂,保持枪距工件0.5m,压力为0.5mpa,将导电辊辊面及交界区域粗糙度提高至ra为6.5;
31.步骤5:辊面镀铬:镀硬铬电解液的配方为:铬酐cro3为250g/l,铬酐与硫酸的重量比cro3/h2so4=100∶(1.1~1.2),三价铬cr3+为3g/l,镀硬铬操作条件为:温度52℃,电流密度25a/dm2,镀层厚度100μm,电镀结束后,用纯水将辊面残留的铬酐冲洗干净,在辊面形成镀铬层1。
32.步骤6:交界面打磨:由于镀铬层硬度极高,因此需要用金刚石抛轮对镀铬和镀镍合金的a交界区2进行打磨,通常因导电辊端面为非工作区域只有防腐蚀要求,故只需打磨光滑均匀过度即可。
33.通过上述工艺制作而成的导电辊镀层,使得导电辊使用寿命由原来的2~4个月延长至6个月,并未出现脱离情况。本发明工艺采用镍基耐腐蚀镀层对导电辊端面进行了保护,以避免出现原镀铬层极易脱离的情况,经实施试验后,本发明导电辊使用寿命约延长1倍左右。
34.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明,任何本领域技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简介修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1