一种金刚线钢丝非接触的电解碱洗方法及装置与流程
1.本发明涉及金刚线生产技术领域,尤其是一种金刚线钢丝非接触的电解碱洗方法及装置。
背景技术:
2.在金刚线的制备过程中,如果钢丝表面的油污清洗不干净,会导致后续电镀镍层和钢丝结合力差,镀层脱落。传统的电解碱洗的方式是在钢丝和金属极板分别通上正负相反的直流电源,通过电解反应,更好的去除钢丝表面的油污,如图1所示。
3.在金刚线连续单线生产中,存在以下现有问题:
4.1.导电轮易卡顿、生锈或沉淀杂质,维修成本高,机器效率低。
5.2.由于采用接触法,一旦金属轮生锈或沉淀杂质,导致钢丝和导电轮之间接触电阻升高,导致电压、电流波动,造成产品质量下降。
技术实现要素:
6.本发明的目的是:克服现有技术中的不足,提供一种金刚线钢丝非接触的电解碱洗方法,该方法采用非接触电解除油系统,取消了导电轮,避免了导电轮卡顿、生锈或沉淀杂质,使电解除油系统更加稳定。
7.为解决上述技术问题,本发明采用的技术方案如下:
8.一种金刚线钢丝非接触的电解碱洗方法,所述方法为:金刚线在塑料导轮的传送下依次经过位于同一个大碱洗槽内的多个小碱洗槽进行清洗,相邻小碱洗槽分别连接恒流电源的正负极,碱液从大碱洗槽由小碱洗槽的底部进液孔进液,由小碱洗槽的前后的溢流口流出到大槽,实现循环。
9.进一步的,所述金刚线的行走速度为10~30m/min。
10.进一步的,所述碱液的质量百分含量组成如下:
[0011][0012]
进一步的,所述电解碱洗方法中的电解电流为0.2-0.6a。
[0013]
本发明的另一个目的是:克服现有技术中的不足,提供一种金刚线钢丝非接触的电解碱洗装置,该装置采用塑料轮替代导电轮,避免了由于导电轮卡顿、生锈或沉淀杂质,使电解除油系统更加稳定。
[0014]
为解决上述技术问题,本发明采用的技术方案如下:
[0015]
一种金刚线钢丝非接触的电解碱洗装置,包括电解碱洗槽和位于电解碱洗槽两侧
的用于传导金刚线的塑料轮,
[0016]
所述电解碱洗槽包括大碱洗槽和多个位于大碱洗槽内的小碱洗槽,相邻小碱洗槽分别与恒流电源的正负极连接,所述小碱洗槽与金刚线行进方向垂直的一组侧面上对称开有两个过线槽,小碱洗槽的底部开有若干进液孔且其底部与大槽底部之间设置有间距,若干进液孔呈两排设置,每排进液孔的中心所在的直线与过线槽的中心线在同一平面上,所述小碱洗槽的上边缘高度小于大槽的上边缘高度,碱液从大碱洗槽由小碱洗槽的底部进液孔进液,由小碱洗槽的前后的溢流口流出到大槽,实现循环。
[0017]
进一步的,所述大碱洗槽的内壁上设置有多组小碱洗槽固定梁,所述小碱洗槽的底部设置有一圈连接座,所述连接座与固定梁之间通过螺栓连接。
[0018]
进一步的,所述小碱洗槽至少有三个。
[0019]
进一步的,所述电解碱洗槽的材料为pp板,厚度为10-12mm。
[0020]
进一步的,每排进液孔中位于两端的进液孔的直径小于其他进液孔的直径;若干进液孔位于同一排的呈等间距设置。
[0021]
进一步的,所述过线槽的底部距离小碱洗槽底部5cm,所述过线槽的顶部距离小碱洗槽底部10cm。
[0022]
采用本发明的技术方案的有益效果是:
[0023]
本发明中的金刚线钢丝非接触的电解碱洗方法,取消了导电轮,避免了导电轮卡顿、生锈或沉淀杂质,维修成本更低;电解除油系统更加稳定,产品质量波动小,质量更好;装置更加简易,实施更方便。
附图说明
[0024]
图1为传统的金刚线生产装置的结构示意图。
[0025]
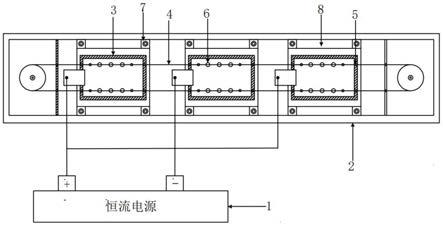
图2为本发明中的金刚线钢丝非接触的电解碱洗装置的侧面结构示意图。
[0026]
图3为本发明中的金刚线钢丝非接触的电解碱洗装置的俯视图。
[0027]
图中:1恒流电源,2大碱洗槽,3小碱洗槽,4金刚线,5过线槽,6进液孔,7固定梁,8连接座。
具体实施方式
[0028]
下面结合附图和具体实施方式对本发明作进一步说明。
[0029]
请参阅图2和图3,本发明中的金刚线钢丝非接触的电解碱洗装置,包括电解碱洗槽和位于电解碱洗槽两侧的用于传导金刚线4的塑料轮,塑料轮固定在金刚线4输送架上并与驱动电机连接,电解碱洗槽包括大碱洗槽2和多个位于大碱洗槽2内的小碱洗槽3,相邻小碱洗槽3分别与恒流电源1的正负极连接,小碱洗槽3与金刚线4行进方向垂直的一组侧面上对称开有两个过线槽5,小碱洗槽3的底部开有若干进液孔6且其底部与大槽底部之间设置有间距,若干进液孔6呈两排设置,每排进液孔6的中心所在的直线与过线槽5的中心线在同一平面上,小碱洗槽3的上边缘高度小于大槽的上边缘高度,大碱洗槽2内的碱液从小碱洗槽3的进液孔6进入到小碱洗槽3内,再由小碱洗槽3的顶部溢流到大碱洗槽2中,从而实现小碱洗槽3内的碱液循环。
[0030]
为了提高小碱洗槽3与大碱洗槽2之间的安装便利性,本实施例中大碱洗槽2的内
壁上设置有多组小碱洗槽3固定梁7,每组固定梁7之间的间距与小碱洗槽3的外壁尺寸大小相匹配,具体可以根据实际需要调整,小碱洗槽3的底部设置有一圈连接座8,连接座8与固定梁7之间通过螺栓连接。
[0031]
小碱洗槽3至少有三个,具体可以是:三个、四个、五个、六个等等,根据实际使用需要而定。
[0032]
具体的,电解碱洗槽的材料为pp板,厚度为10-12mm,具体可以是10mm、 11mm、12mm,此厚度既可以满足耐酸碱腐蚀要求,又可以满足成本低的要求。
[0033]
本实施例中进液孔6中位于两端的进液孔6的直径小于其他进液孔6的直径;若干进液孔6位于同一排的呈等间距设置,采用此结构设计,碱液冲洗金刚线4的位置更均匀,更有助于金刚线4的清洁。
[0034]
本实施例中过线槽5的底部距离小碱洗槽3底部5cm,过线槽5的顶部距离小碱洗槽3底部10cm;这样可以确保碱液由进液孔6进入到小碱洗槽3中可以直接打到上方的金刚线4上,给金刚线4提供一定的冲击力,从而加速金刚线4的清洁。
[0035]
本发明中的金刚线钢丝非接触的电解碱洗方法,具体方法为:金刚线4在塑料导轮的传送下依次经过位于同一个大碱洗槽2内的多个小碱洗槽3进行清洗,相邻小碱洗槽3分别连接恒流电源1的正负极,碱液从大碱洗槽2由小碱洗槽3的底部进液孔6进液,由小碱洗槽3的前后的溢流口流出到大槽,实现循环,金刚线4的行走速度为10~30m/min。其中碱液的质量百分含量组成如下:
[0036][0037]
电解碱洗方法中的电解电流为0.2-0.6a
[0038]
本发明中采用塑料轮替代导电轮,无接触电阻,避免了导电轮卡顿、生锈或沉淀杂质,采用塑料导轮替代导电轮,克服了采用导电轮存在接触电阻的不足,实现了微电流电解工艺,电解除油系统更稳定,产品质量波动小,除油效果好。
[0039]
下面结合具体规格型号以及具体的工艺参数对非接触电解碱洗方法进一步说明。
[0040]
实施例1
[0041]
金刚线钢丝型号为100ew-140
[0042][0043]
实施例2
[0044]
金刚线钢丝型号为120ew-170
[0045][0046]
本发明中金刚线的扭转测定方法如下表:
[0047][0048][0049]
本发明中金刚线破断拉力的测试方法如下表:
[0050][0051]
应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的权利方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1