压缩机及其上壳体组件的制作方法
[0001]
本实用新型涉及压缩机技术领域,具体地,涉及一种压缩机的上壳体组件和具有该上壳体组件的压缩机。
背景技术:
[0002]
在制冷系统中,压缩机从上一次运行后停机到可以再次启动时,压缩机的吸气侧与排气侧的压力差必须要达到预定的范围内才可以重新启动,例如,对于滚动转子式压缩机而言,压力差必须达到例如1kgf/cm2以内,否则压缩机无法再次启动,从而无法实现快速启动功能。
[0003]
同时,压缩机停机后,系统中的冷媒可能会通过排气管进入压缩机内部,导致冷媒在压缩机内发生沉积,从而压缩机的底部油池溶解过多冷媒导致润滑油粘度下降,当压缩机再次启动时,压缩机内部的润滑油粘度下降可能导致异常磨损的发生,降低了压缩机的可靠性。为此,相关技术提出了在压缩机上设置排气单向阀,然而,相关技术中的单向阀存在结构复杂,安装到压缩机机壳上的安装操作困难,成本高、可靠性不高的问题。
技术实现要素:
[0004]
本实用新型旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本实用新型的一个方面提出了一种压缩机的上壳组件,该上壳组件的单向阀结构简单、安装方便、可靠性高、生产效率高、成本低。
[0005]
本实用新型的另一方面提出了一种压缩机。
[0006]
根据本实用新型的第一方面的实施例的压缩机的上壳组件包括上壳体和单向阀组件,所述单向阀组件安装在所述上壳体上,所述单向阀组件包括:阀壳,所述阀壳的上端设有排气孔,所述阀壳的下端敞开且具有向外延伸的裙边;阀座板,所述阀座板的上表面与所述裙边的下表面电阻焊焊接以封闭所述阀壳的下端,所述阀座板设有阀孔。
[0007]
根据本实用新型实施例的压缩机的上壳体组件,单向阀组件中,阀壳的下端敞开且具有向外延伸的裙边,裙边的下表面与阀座板的上表面焊接以封闭阀壳的下端,由此将阀座板与阀壳的下端面焊接,安装方便,该单向阀组件结构简单、可靠性高。而且采用电阻焊的方式实现连接,生产效率相对高,而且降低了投资成本,操作相对简单。此外,电阻焊发热量小,对阀座板的变形影响也小,使得阀座板处密封性受焊接影响小。
[0008]
在一些实施例中,所述单向阀组件还包括排气管,所述排气管与所述排气孔相连。
[0009]
在一些实施例中,所述排气孔的周边设有朝向阀壳内侧延伸的内翻边,所述排气管与所述内翻边钎焊焊接。
[0010]
在一些实施例中,所述单向阀组件还包括:
[0011]
限位件,所述限位件安装在所述阀座板上且位于所述阀壳内,所述限位件设有导引孔;
[0012]
导块,所述导块可移动地设在所述阀座板上方且所述导块的上端可移动地配合在
所述导引孔内;
[0013]
阀片,所述阀片安装在所述导块上,用于封闭和打开所述阀孔;
[0014]
弹簧,所述弹簧设在所述导块的一部分与所述限位件之间,用于朝向所述阀座板推压所述导块。
[0015]
在一些实施例中,所述限位件为盆状,所述导引孔设在所述限位件的底壁上,所述限位件的开口的周沿具有向外延伸的裙缘,所述裙缘与所述阀座板固定。
[0016]
在一些实施例中,所述限位件的周壁上设有通孔。
[0017]
在一些实施例中,所述裙缘与所述阀座板焊接或螺栓连接。
[0018]
在一些实施例中,所述裙缘与所述阀座板电阻焊焊接。
[0019]
在一些实施例中,所述导块的下表面设有螺纹孔,所述阀片通过配合在所述螺纹孔内的螺钉固定在所述导块的下表面上。
[0020]
根据本实用新型的第二方面的实施例的压缩机包括:机壳,所述机壳包括壳体、上壳体组件和下壳体,所述上壳组件为上述任一实施例所述的压缩机的上壳体组件,所述上壳体组件的上壳体安装在所述壳体的顶端,所述下壳体安装在所述壳体的底端。
附图说明
[0021]
图1是根据本实用新型实施例的压缩机的结构示意图。
[0022]
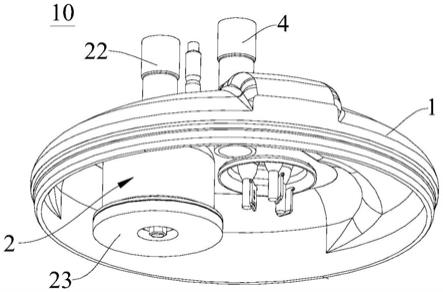
图2是根据本实用新型实施例的压缩机的上壳组件的结构示意图。
[0023]
图3是图2中单向阀组件的剖视图。
[0024]
图4是图3中单向阀组件的局部放大示意图。
[0025]
图5是图3中单向阀组件的阀壳的示意图。
[0026]
图6是图3中单向阀组件的限位件的示意图。
[0027]
附图标记:
[0028]
压缩机100,
[0029]
上壳组件10,上壳体1,单向阀组件2,阀壳21,排气孔211,裙边212,内翻边213,排气管22,阀座板23,阀孔231,限位件24,导引孔241,裙缘242,通孔243,导块25,凸缘251,螺纹孔252,阀片26,弹簧27,螺钉3,工艺管4,
[0030]
壳体20,下壳体30。
具体实施方式
[0031]
下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
[0032]
下面参考附图描述根据本实用新型实施例的压缩机和上壳组件。
[0033]
如图1所示,根据本实用新型的实施例的压缩机100包括机壳,机壳包括壳体20、上壳体组件和下壳体30,上壳体组件安装在壳体20的顶端,下壳体30安装在壳体20的底端。其中上壳体组件为根据本实用新型的实施例的压缩机的上壳体组件10。
[0034]
下面参考附图2-6描述根据本实用新型实施例的压缩机的上壳体组件。
[0035]
如图2-6所示,根据本实用新型实施例的压缩机的上壳体组件10包括上壳体1和单
向阀组件2,单向阀组件2安装在上壳体1上。其中在压缩机100中,上壳体组件10的上壳体1安装在壳体20的顶端。
[0036]
单向阀组件2包括阀壳21和阀座板23。阀壳21的上端设有排气孔211,阀壳21的下端敞开且具有向外延伸的裙边212。如图2和图3所示,阀壳21的横截面的外周轮廓大体为圆形,阀壳21的上端设有排气孔211,阀壳21的下端敞开,且阀壳21的下端具有沿阀壳21的径向向外延伸的裙边212。
[0037]
阀座板23的上表面与裙边212的下表面电阻焊焊接以封闭阀壳21的下端,阀座板23设有阀孔231。如图2和3所示,阀座板23设在阀壳21下面且与裙边212通过电阻焊连接在一起以封闭阀壳21的下端,阀座板23设有沿上下方向贯穿阀座板23的阀孔231。
[0038]
发明人经过研究发现,现有技术中的上壳组件中,单向阀组件中的阀座板安装在阀壳内,在阀壳内安装阀座板不方便,操作复杂。为此本实用新型的提出了一种上壳组件,上壳组件中的单向阀组件中通过阀壳的下端具有向外延伸的裙边,并将裙边的下表面与阀座板的上表面焊接以封闭阀壳的下端,由此将阀座板焊接在阀壳的下端面,安装方便,且该单向阀组件结构简单、可靠性高。而且,发明人通过研究发现,现有技术中的上壳组件的单向阀组件中,通常采用激光焊将阀座板安装在阀壳内,激光焊生产效率低,且投资成本高。为此本实用新型将阀座板焊接在阀壳的下端面,安装方便的同时,采用电阻焊的方式实现连接,生产效率相对高,而且降低了投资成本,操作相对简单。此外,电阻焊发热量小,对阀座板的变形影响也小,使得阀座板处密封性受焊接影响小。
[0039]
在一些实施例中,单向阀组件2还包括排气管22,排气管22与排气孔211相连。如图2和图3所示,排气管22的下端通过排气孔211穿入阀壳21内,且排气管22的下端与阀壳21的上端相连。
[0040]
在一些实施例中,排气孔211的周边设有朝向阀壳21内侧延伸的内翻边213,排气管22与内翻边213焊接。如图5所示,阀壳21的顶端设有内翻边213,内翻边的至少部分的周面形成排气孔211,排气管22穿入排气孔211中且与内翻边213焊接在一起。例如采用冲压的方式阀壳21的基材的顶端向下冲出向下延伸的翻边以形成排气孔211和内翻边213。
[0041]
在一些具体地实施例中,排气管22与内翻边213钎焊焊接。通过将排气管22与内翻边213采用炉中钎焊的方式,可以一次在炉中实现多个单向阀组件的排气管22与内翻边213的焊接,提高了生产效率。
[0042]
在一些实施例中,单向阀组件2还包括限位件24、导块25、阀片26和弹簧27。
[0043]
限位件24安装在阀座板23上且位于阀壳21内,限位件24设有导引孔241。如图2和图3所示,限位件24设在阀壳21内,且限位件24的下端与阀座板23的上端相连。限位件24的上端设有沿上下方向贯穿限位件24的导引孔241。
[0044]
导块25可移动地设在阀座板23上方且导块25的上端可移动地配合在导引孔241内。如图3所示,导块25可移动地设在阀座板23上方,导块25的上端配合在导引孔241内相对于限位件24可移动,导块25的其余部分位于限位件24的上端和阀座板23之间。
[0045]
阀片26安装在导块25上,用于封闭和打开阀孔231。如图2-4所示,阀片26安装在导块25的下端,且在垂直于上下方向的投影面内,阀孔231的外周轮廓位于阀片26的外周轮廓内,以便导块25带动阀片26向下移动时,阀片26的至少部分可与阀座板23贴合以封闭阀孔231。
[0046]
弹簧27设在导块25的一部分与限位件24之间,用于朝向阀座板23推压导块25。如图2-4所示,导块25的下端设有凸缘251,弹簧27环绕导块25且位于凸缘251上方,弹簧27的下端抵接凸缘251的上表面,弹簧27的上端抵接限位件24的上端的内表面。弹簧27具有向下推压导块25的弹性力以便阀片26可封闭阀孔231。
[0047]
当压缩机100运行时,压缩机100通过排气管22向外排气,阀片26下部的气体压力较阀片26上部大,弹簧27被压缩,此时阀片26和阀座板23脱离,阀片26将跟随导块25一起向上动作,阀片26上升到一定高度即导块25与限位件24接触时停止上升,单向阀组件2开启,此时压缩机100的机壳内部高压冷媒气体通过阀片26与阀座板26之间的空隙进入单向阀组件2内,并进一步通过排气管22排至压缩机100外。
[0048]
当压缩机100停机时,阀片26下部与阀片26上部的气体压差力小于弹簧27的弹性力,弹簧27驱动导块25向下动作,从而带动阀片26跟着导块25一起向下动作直至和阀座板23接触,单向阀组件关闭,阀片26上部的气体即排气管22中的气体无法进入阀片26下部即压缩机100内部,从而起到单向阀组件的密封作用。
[0049]
在一些实施例中,限位件24为盆状,导引孔241设在限位件24的底壁上,限位件24的开口的周沿具有向外延伸的裙缘242,裙缘242与阀座板23固定。如图6所示,限位件24大体为向下开口的盆子形状,限位件24包括底壁和周壁,底壁与周壁的上端相连,且底壁为限位件24的上端,周壁的下端的周沿设有向外延伸的裙缘242,裙缘242的下表面与阀座板23的上表面固定在一起。具体地,裙缘242与阀座板23可以焊接在一起,优选地,裙缘242与阀座板23电阻焊焊接,操作方便,提高生产效率。裙缘242与阀座板23的连接方式本申请并不限于此,例如还可以通过螺栓连接。
[0050]
在一些实施例中,限位件24的周壁上设有通孔243。通过在限位件24的周壁上设置通孔243可以释放限位件24的应力,减少限位件24的疲劳,延长其使用寿命。
[0051]
在一些实施例中,导块25的下表面设有螺纹孔252,阀片26通过配合在螺纹孔252内的螺钉3固定在导块25的下表面上。如图3和图4所示,导块25的下表面设有向上延伸的螺纹孔252,阀片26设有沿上下方向贯穿阀片26的贯通孔,螺钉3从阀孔231内依次伸入贯通孔和螺纹孔252内,以通过螺钉3实现阀片26与导块25的固定连接。
[0052]
在一些实施例中,压缩机的上壳体组件10还包括工艺管4,工艺管4的下端穿过上壳体1的上端且与上壳体1的上端相连。发明人经过研究发现,排气管22设置在单向阀组件2中,通常不利于压缩机100生产时的封油、抽真空等生产工序,为此在上壳体1上设置工艺管4,用于封油等工序。
[0053]
下面参照图2-图6描述根据本实用新型的一个具体示例的压缩机的上壳体组件10。
[0054]
如图2所示,压缩机的上壳体组件10包括上壳体1、单向阀组件2、螺钉3和工艺管4,工艺管4的下端穿过上壳体1的上端且与上壳体1的上端相连,用于压缩机生产时的封油等工序。
[0055]
单向阀组件2包括阀壳21、排气管22、阀座板23、限位件24、导块25、阀片26和弹簧27。阀壳21的上端设有排气孔211,排气孔211的周边设有朝向阀壳21内侧延伸的内翻边213,阀壳21的下端敞开且具有向外延伸的裙边212。排气管22的下端通过排气孔211穿入阀壳21内,且排气管22与内翻边213焊接。优选地,排气管22与内翻边213钎焊焊接。
可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
[0067]
在本实用新型中,术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
[0068]
尽管上面已经示出和描述了本实用新型的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本实用新型的限制,本领域的普通技术人员在本实用新型的范围内可以对上述实施例进行变化、修改、替换和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1