一种打刀缸的制作方法
1.本实用新型属于数控机床技术领域,尤其涉及一种打刀缸。
背景技术:
2.打刀缸在cnc加工中心在现代模具制造业中使用得十分普遍,其重切削能力和高效率的加工能为企业带来更好的效益。目前市场同类产品都是采用弹簧复位单一结构,弹簧长期使用发生疲软或气压不足的情况下,导致活塞复位困难,复位不到位,造成活塞与主轴旋转部件的接触摩擦,进而粘连卡死,烧毁轴承。
技术实现要素:
3.(一)实用新型目的
4.为了克服以上不足,本实用新型的目的在于提供一种打刀缸,以解决活塞组件复位不到位的技术问题。
5.(二)技术方案
6.为实现上述目的,本申请提供的技术方案如下:
7.一种打刀缸,包括:缸体;可活动的设置在缸体内的活塞组件,活塞组件将缸体分隔为动力腔以及复位腔;第一气路,连通动力腔,第一气路向动力腔施加气压使活塞组件向前移动;第二气路,与复位腔连通;弹性件,设置在复位腔内并与活塞组件抵接,活塞组件在弹性件的弹力作用下以及在第二气路输出气体的气压下被向后推动进行复位。
8.本申请通过设置第一气路,第二气路以及弹性件,打刀时,第一气路向动力腔输气,推动活塞组件向前移动进行输出打刀动力,此时,弹性件被压缩,复位时,第二气路向复位腔输气并且弹性件在自身弹力作用下推动活塞组件向后移动,第二气路的气压以及弹性件的弹力共同为活塞组件提供向后移动的推力,避免弹性件长期单独高负重工作导致弹性件发生疲软现象,提高活塞组件复位的精准度,避免活塞组件复位不到位造成活塞与主轴旋转部件的接触摩擦,进而粘连卡死,烧毁轴承。
9.在一些实施例中,活塞组件包括:相互连接的第一活塞头以及第二活塞头,还包括:将缸体分隔为第一、第二腔体的分隔板,其中,第一活塞头设置在第一腔体中将第一腔体分隔为第一动力腔以及第一复位腔,第二活塞头设置在第二腔体中将第二腔体分隔为第二动力腔以及第二复位腔,第二气路包括:连通第一复位腔的第一输气口以及连通第二复位腔的第二输气口,当两活塞头同时向前移动时,可以将第一、第二复位腔的气体从第一、第二输气口排出,活塞组件复位时,第二气路通过第一、第二输气口可以同时向第一、第二复位腔输气使得第一、第二活塞头同时向后移动,设置两个活塞头同步向前移动,可增强了向外输出的打刀动力。
10.在一些实施例中,第一活塞头以及第二活塞头之间通过连杆相互连接,连杆上开设有连通第一、第二动力腔的输气通道,通过设置输气通道,第一气路的气体除了可以输入到第一动力腔外,还可以同时输入到第二动力腔,同时带动第一、第二活塞头向前移动,通
过设置输气通道,可以同步平稳带动第一、第二活塞头前后移动,减少第一、第二活塞头的爬行现象。
11.在一些实施例中,弹性件为多个,多个弹性件环绕活塞组件的中心轴线周向设置在第二复位腔内,优化了弹性件的数量以及排布方式,活塞组件的压力可以均匀施加到多个弹性件上,避免单个弹性件长期受力过大容易损坏,难以向活塞组件提供弹力,多个弹性件还能有效的为活塞组件提供向后移动的推力,提高活塞组件复位时的可靠性。
12.在一些实施例中,复位腔的腔壁上开设有供弹性件嵌入的固定孔,将弹性件嵌入的固定孔后弹性件与活塞组件的端面垂直,弹性件的弹力可以垂直作用于活塞组件,弹性件的推力更强,进一步提高活塞组件复位时的可靠性。
附图说明
13.图1是本实用新型的打刀缸的结构示意图;
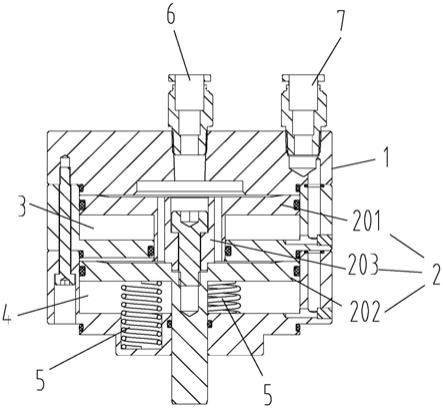
14.图2是本实用新型的打刀缸处于复位状态的剖面图;
15.图3是本实用新型的打刀缸处于打刀状态的剖面图;
16.图4是与图3相同视角的剖面图;
17.图5是本实用新型的活塞组件的结构示意图;
18.图6是本实用新型的活塞组件的剖面图;
19.附图标记:
20.1、缸体;2、活塞组件;201、第一活塞头;202、第二活塞头;203、连杆;3、第一腔体;301、第一动力腔;302、第一复位腔;4、第二腔体;401、第二动力腔;402、第二复位腔;5、弹性件;6、第一气路;7、第二气路; 701、第一输气口;702、第二输气口;8、输气通道;9、分隔板。
具体实施方式
21.为使本实用新型的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本实用新型进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本实用新型的概念。
22.请参阅图1
‑
图6,本实用新型提供的一种打刀缸,其包括:缸体1;可活动的设置在缸体1内的活塞组件2,活塞组件2将缸体1分隔为动力腔以及复位腔;第一气路6,连通动力腔,第一气路6向动力腔施加气压使活塞组件2向前移动;第二气路7,与复位腔连通;弹性件5,设置在复位腔内并与活塞组件2抵接,活塞组件2在弹性件5的弹力作用下以及在第二气路7 输出气体的气压下被向后推动进行复位。
23.本申请的活塞组件2与外部的拉力爪连接,当活塞组件2向前移动时,可以带动拉力爪张开,此时可以更换对应的刀具,当活塞组件2向后移动时,可以带动拉力爪收合对刀具进行固定。
24.本申请设置了第一气路6以及第二气路7,向外部输出打刀动力时,第一气路6开启,第一气路6输出的气压推动活塞组件2向前移动,此时弹性件5被压缩,复位时,第一气路6关闭,第二气路7启动,第二气路7输出的气压以及弹性件5的弹力作用带动活塞组件2向后移动进行复位。
25.请参阅2
‑
图6,优选的,本申请的活塞组件2包括:第一活塞头201以及第二活塞头202,第一活塞头201以及第二活塞头202相互连接,为配合第二活塞头202,本申请在缸体1内设置了分隔板9,分隔板9将缸体1分隔为第一、第二腔体4,具体的,第一活塞头201设置在第一腔体3中将第一腔体3分隔为第一动力腔301以及第一复位腔302,第二活塞头202设置在第二腔体4中将第二腔体4分隔为第二动力腔401以及第二复位腔402,第二气路7包括:连通第一复位腔302的第一输气口701以及连通第二复位腔 402的第二输气口702。
26.当两活塞头同时向前移动时,两活塞头分别压缩第一、第二复位腔402,将第一、第二复位腔402内的气体从第一、第二输气口702排出,活塞组件 2复位时,第二气路7通过第一、第二输气口702同时向第一、第二复位腔 402输气,第一、第二活塞头202在气压作用下同步向后移动。
27.优选的,本申请在连杆203上开设有连通第一、第二动力腔401的输气通道8,当第一气路6输气时,第一气路6的气体除了输入到第一动力腔301 外,还可以经输气通道8进入到第二动力腔401,第一气路6的气体同时对第一、第二活塞头202进行推动。
28.优选的,弹性件5为多个,多个弹性件5环绕活塞组件2的中心轴线周向设置,弹性件5环绕活塞组件2的中心轴线周向设置后,可以均匀的为活塞组件2提供推力,避免由于弹性件5的位置布设不合理导致单个弹性件5 受力过大容易发生疲软现象,提高活塞组件2复位时的可靠性。
29.优选的,第二复位腔402的腔壁上开设有供弹性件5嵌入的固定孔,将弹性件5嵌入的固定孔后弹性件5与活塞组件2的端面垂直,弹性件5的弹力可以垂直作用于活塞组件2,弹性件5的推力更强,进一步提高活塞组件2 复位时的可靠性。
30.应当理解的是,本实用新型的上述具体实施方式仅仅用于示例性说明或解释本实用新型的原理,而不构成对本实用新型的限制。因此,在不偏离本实用新型的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。此外,本实用新型所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1