一种镶套式的超高压泵液力端及其镶套方法与流程
1.本发明涉及超高压泵液力端制造领域,具体地说是一种镶套式的超高压泵液力端及其镶套方法。
背景技术:
2.近年来,随着我国海工建造能力的飞速发展,船舶“高压水除锈”作为一种新兴的船舶维护与修理工艺手段有着广泛的运用前景。在目前传统工艺手段中,大量应用喷砂除锈,既增加生产成本,还对环境造成污染、对现场作业人员的身体健康造成较大的影响。为了彻底解决船舶喷砂除锈带来的粉尘空气污染、水流污染、固体废弃物污染问题,推动船舶及海工建造实现绿色增长,必须对以前技术进行改进。而船舶水除锈设备的关键环节
‑
高压动力源即是高压水射流容积泵,而高压泵的核心部件则为液力端柱塞结构,其中就涉及到关键零件之一阀座的使用。阀座能否承受高压应力即为整体设备成功的关键指标之一。
3.而中国专利cn213392639u公布了一种泥浆泵液力端总成和泥浆泵液力端总成组,涉及钻井设备的技术领域,解决了现有技术中泥浆泵液力端总成中吸入阀检修难度且振动剧烈的技术问题。该泥浆泵液力端总成包括吸入阀、吸入缸、排出缸、排出阀和压盖旋入结构,吸入缸与排出缸可拆卸连接,且吸入缸缸内腔体与排出缸缸内腔体相互垂直。吸入阀通过压盖旋入结构与吸入缸连接;排出阀通过压盖旋入结构与排出缸连接。吸入缸和排出缸可拆卸连接,便于吸入缸或排出缸的检修或更换。吸入缸和排出缸相互垂直设置,能使泥浆泵液力端总成内液流平稳、减少振动和压力波动。吸入阀和排出阀均通过压盖旋入结构安装固定,便于快速拆装吸入阀和排出阀,降低吸入阀和排出阀拆卸难度。但是其液力端为一体式结构,耐压力太小,不适合与现有技术中的应用。
4.中国专利cn210138882u公布了一种方便控制压力流量的高压清洗成套设备装置,包括动力端,所述动力端的左侧通过螺栓固定有联轴器,且联轴器的左侧安装有液力端的右端,所述液力端的下方焊接有底座,所述定位板的上方左右两侧均活动连接有限位块,且限位块的后侧紧密贴合有定位块,所述底座的内部设置有弹簧,所述液力端的左侧上方安装有调压阀,并且连接口的外侧镶套有水管,所述调压阀的内部焊接有固定块,所述右连接杆的左侧活动连接有左连接杆。该方便控制压力流量的高压清洗成套设备装置,能够有效防止回流,保证调节压力流量的效率,能够方便移动和固定,防止滑脱,保证稳定性,有效固定,安全性高。但是其依旧存在压力问题。
5.在超高压容积泵wgqb45/280中的液力端主体组件里,涉及到填料函体、柱塞密封副、进液阀箱、阀座、进排液阀芯、排液阀箱等零件组成。传统柱塞结构的泵的液力端中阀座基本为一体式结构,在压力低于1000bar时基本上使用寿命能达到500h以上甚至达到1000h。但在压力升至1500~3000bar时,阀座以及阀箱、填料函体等零件的寿命均低于100h。
6.目前国内超高压泵普遍使用的柱塞密封均采用的结构方式为盘根式,液力端主体部件由上述零件组成。由于阀座内孔的应力水平太高,在柱塞高速直线运动的同时如果高
压液出现渗漏,高压液串入阀座内腔就会在内孔表面出现裂纹,即使壁厚再厚也无法承受1500~3000bar的压力。所以一体式阀座经常会出现由内而外的裂纹,导致高压泵的整体使用寿命大大缩短。
7.由此可见,如何提供一种结构简单,使用方便,能够同时耐高压以及增强液力端强度的一种镶套式的超高压泵液力端及其镶套方法是本领域中亟需解决的技术问题
技术实现要素:
8.为了解决上述技术问题,本技术提出了一种镶套式的超高压泵液力端及其镶套方法。具体技术方案如下。
9.一种镶套式的超高压泵液力端,包括内芯和外套;
10.所述外套与内芯通过热套或机械式挤压,外套与内芯粘连为一体。
11.优选地,所述内芯包括,排液组件、进液组件、中部管道、顶部封闭组件和液缸体;
12.排液组件位于液力端最下端;
13.液缸体一侧设置高压钢套组件并包裹在液力端中部;
14.进液端位于液力端中部,用于为液力端装置提供外进液体;
15.顶部封闭组件位于液力端顶部,用于对液力端装置进行密封。
16.优选地,所述顶部封闭组件包括柱塞、格莱圈总成、填料压盖、填料函体、导向套、压环、v型密封圈、支撑环、套筒以及补偿弹簧;
17.所述柱塞位于顶部封闭组件最上端,用于液力端中部管道顶部密封,柱塞下部设置格莱圈总成;管道外部设置套筒,中部外壁设置补偿弹簧,套筒坐于补偿弹簧上。
18.优选地,所述填料压盖与填料函体位于套筒外部,所述填料压盖与填料函体之间采用通过焊接固定,填料函体底部嵌入液缸体中;
19.套筒上部设置压环与支撑环,压环与支撑环之间通过v型密封圈相连。
20.优选地,所述进液组件内设中空,中空设置进液阀弹簧座,进液阀弹簧座内设置进液阀弹簧便于排液;
21.进液组件外部设置进液阀箱和进液阀板;
22.所述进液阀箱位于套筒外部,并与套筒外部无缝连接;
23.所述进液阀板位于进液组件底部,用于液体流出。
24.优选地,所述排液组件包括排液阀箱,阀座,排液阀芯,排液阀弹簧座,排液阀弹簧座座和缸盖;所述阀座镶套于套筒和中部管道外;
25.所述排液阀芯中间设置排液阀弹簧座,排液阀弹簧座坐于排液阀弹簧座中,排液阀芯位于排液阀箱中。
26.优选地,所述排液阀箱上部设置中空缺口,用于放置排液阀芯,下部设置凸起,内部设置中空,便于液体流动。
27.优选地,所述缸盖包裹于排液阀箱底部凸起处,并通过铆钉固定。
28.优选地,所述排液阀箱凸起顶部设置中空,中空孔径随着与排液阀芯的距离增大而增大。
29.一种镶套式的超高压泵液力端的镶套方法,其采用如前所述的超高压泵液力端装置,具体为:
30.s1、内芯与外套均采用锻造件,按照锻造比3~6要求进行墩粗和拔长结合处理,在粗加工后预先热处理,按照17
‑
4材料要求进行固溶和时效处理,使其硬度达到hrc30,再经过半精加工确保内外套配合尺寸公差等级按照h7/z6过盈量设置;
31.s2、将半精加工好的内芯外套至于箱式炉内进行加热至200℃后取出迅速使二者套于一体,再放置于炉内进行保温至常温后取出;
32.s3、采用特制挤压芯轴对热套后阀座内孔进行机械式挤压,使其内芯获得一定的周向残余应力;
33.s4、按照图纸要求精加工至要求,对二侧与进、排液阀芯配合的阀面以及内孔表面进行滚压工艺加工,进一步强化内腔表面的粗糙度及强度。
34.相比于现有技术,本发明技术方案具有以下有益效果:
35.1.通过使用镶套式阀座、阀箱及填料函体等,克服了整体柱塞液力端主体的使用寿命从原先的连续工作时间短的问题,并且不发生屈服及机械疲劳。
36.2.采用机械式挤压法,不需要外部限定模具,经济高效,相应的密封也较容易。且只受心轴材料的压缩强度所限制而不受圆筒强度约束,因此能达到较高的残余应力,使其耐压能力更加强大。
37.3.本技术利用有过盈的心轴与外套经过加热后套成整体,通过圆筒内壁,使内壁受到挤压而产生塑性变形及残余应力,达到了自增强的目的。
附图说明
38.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
39.图1为一体式结构阀座剖视图和侧视图;
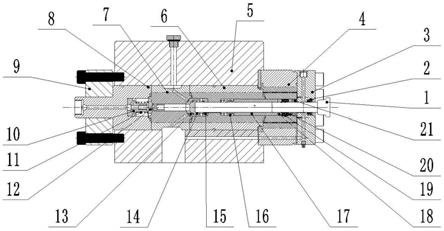
40.图2为一种镶套式的超高压泵的剖视图和侧视图;
41.图3为一种镶套式的超高压泵液力端的主视图;
42.附图标记:1、柱塞;2、格莱圈总成;3、填料压盖;4、填料函体;5、液缸体;6、进液阀箱;7、阀座;8、排液阀箱;9、缸盖;10、排液阀弹簧座;11、排液阀弹簧座;12、排液阀芯;13、进液阀板;14、进液阀弹簧;15、进液阀弹簧座;16、补偿弹簧;17、套筒;18、支撑环;19、v型密封圈;20、压环;21、导向套;22、外套。
具体实施方式
43.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。在下面的描述中,提供诸如具体的配置和组件的特定细节仅仅是为了帮助全面理解本技术的实施例。因此,本领域技术人员应该清楚,可以对这里描述的实施例进行各种改变和修改而不脱离本技术的范围和精神。另外,为了清楚和简洁,实施例中省略了对已知功能和构造的描述。
44.应该理解,说明书通篇中提到的“一个实施例”或“本实施例”意味着与实施例有关的特定特征、结构或特性包括在本技术的至少一个实施例中。因此,在整个说明书各处出现的“一个实施例”或“本实施例”未必一定指相同的实施例。此外,这些特定的特征、结构或特性可以任意适合的方式结合在一个或多个实施例中。
45.此外,本技术可以在不同例子中重复参考数字和/或字母。这种重复是为了简化和清楚的目的,其本身并不指示所讨论各种实施例和/或设置之间的关系。
46.本文中术语“和/或”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,单独存在b,同时存在a和b三种情况,本文中术语“/和”是描述另一种关联对象关系,表示可以存在两种关系,例如,a/和b,可以表示:单独存在a,单独存在a和b两种情况,另外,本文中字符“/”,一般表示前后关联对象是一种“或”关系。
47.本文中术语“至少一种”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和b的至少一种,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。
48.还需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含。
49.实施例1
50.装置请参考图1
‑
图3,通一体式与镶套式进行对比,本实施例介绍一种镶套式的超高压泵液力端的组成。
51.一种镶套式的超高压泵液力端,包括内芯和外套22;
52.所述外套22与内芯通过热套或机械式挤压,外套22与内芯粘连为一体。
53.进一步的,所述内芯包括,排液组件、进液组件、中部管道、顶部封闭组件和液缸体5;
54.排液组件位于液力端最下端;
55.液缸体5一侧设置高压钢套组件并包裹在液力端中部;
56.进液端位于液力端中部,用于为液力端装置提供外进液体;
57.顶部封闭组件位于液力端顶部,用于对液力端装置进行密封。
58.进一步的,所述顶部封闭组件包括柱塞1、格莱圈总成2、填料压盖3、填料函体4、导向套21、压环20、v型密封圈19、支撑环18、套筒17以及补偿弹簧16;
59.所述柱塞1位于顶部封闭组件最上端,用于液力端中部管道顶部密封,柱塞1下部设置格莱圈总成2;中部管道外部设置套筒17,中部外壁设置补偿弹簧16,套筒17坐于补偿弹簧上。
60.进一步的,所述填料压盖3与填料函体4位于套筒17外部,所述填料压盖3与填料函体4之间采用通过焊接固定,填料函体4底部嵌入液缸体5中;
61.套筒17上部设置压环20与支撑环18,压环20与支撑环18之间通过v型密封圈19相连。
62.进一步的,所述进液组件内设中空,中空设置进液阀弹簧座15,进液阀弹簧座15内
设置进液阀弹簧14便于排液;
63.进液组件外部设置进液阀箱6和进液阀板13;
64.所述进液阀箱6位于套筒17外部,并与套筒17外部无缝连接;
65.所述进液阀板13位于进液组件底部,用于液体流出。
66.进一步的,所述排液组件包括排液阀箱8,阀座7,排液阀芯12,排液阀弹簧11,排液阀弹簧座10和缸盖9;所述阀座7镶套于套筒17和中部管道外;
67.所述排液阀芯12中间设置排液阀弹簧座11,排液阀弹簧座11坐于排液阀弹簧座10中,排液阀芯12位于排液阀箱8中。
68.进一步的,所述排液阀箱8上部设置中空缺口,用于放置排液阀芯12,下部设置凸起,内部设置中空,便于液体流动。
69.进一步的,所述缸盖9包裹于排液阀箱8底部凸起处,并通过铆钉固定。
70.进一步的,所述排液阀箱8凸起顶部设置中空,中空孔径随着与排液阀芯12的距离增大而增大。
71.本技术利用有过盈的心轴与外套经过加热后套成整体,相对于一体式,本镶套式装置通过圆筒内壁,使内壁受到挤压而产生塑性变形及残余应力,达到了自增强的目的。
72.实施例2
73.基于实施例1,本实施例主要介绍采用机械式挤压的好处。
74.机械式挤压法主要应用于开式圆筒(管子),比较经济,不需要外部限定模具,相应的密封也较容易。且只受心轴材料的压缩强度所限制而不受圆筒强度约束,因此能达到1500~2000mpa的残余应力。在一定的径比下,机械式挤压法和静液压法所需的压力取决于内径扩胀量。对于一定屈服强度的材料,关于自增强处理的方法及其特点介绍,机械式挤压法所需的压力比静液压法低得多。机械式挤压法获得的周向残余应力比静液压法大。从理论上分析,前者周向残余应力比后者小,而实际上,后者比前者大。这种差异是由于静液压法自增强产生的残余应力,由于包辛格效应的影响而降低,而挤压法自增强则是三向变形组合,导致内壁产生较小的反向屈服,所以得到较大的残余应力。另外,由于机械式挤压法与静液压法超应变时引起的应力状态有差异,因而还产生残余应力的某些差别。一般开式圆筒静液压自增强和爆炸法自增强没有纵向残余应力存在,但机械式挤压法自增强时,由于心轴和内壁面之间的摩擦力加上接触面上法向应力的轴向分量综合产生对圆筒内壁轴向的剪应力较大,随着轴向应力的增加,周向应力将减少。因此,当经过机械式挤压法自增强处理的开式圆筒再作液压屈服试验时,再屈服压力必然衰减,也即弹性强度降低。对于某一种径比来说,随着超应变的增加,自增强圆筒的再屈服压力达到一个最大值,然后稍有减少。这一最大值对应的超应变量比静液压法自增强的超应变量小得多。也即机械式挤压法自增强存在一个最佳超应变量,此时,圆筒的弹性强度极限可同100%超应变的静液压法自增强相当。
75.在船舶水除锈设备的超高压泵45/280中使用镶套式阀座、阀箱及填料函体等,使得整体柱塞液力端主体的使用寿命从原先的连续工作不超过50h提高至200h不发生屈服及机械疲劳。大大提高了整体设备的可靠性以及工作效率。在客户实际使用过程中已远超高压水射流行业标准的50h的基本要求。
76.采用机械式挤压法,经济高效,不需要外部限定模具,相应的密封也较容易,且只
受心轴材料的压缩强度所限制而不受圆筒强度约束,因此能达到1500~2000mpa的残余应力,使其耐压能力更加强大。
77.实施例3
78.基于上述实施例1和2,本实施例主要介绍了一种镶套式的超高压泵液力端的镶套方法。
79.进一步的,所述镶套方法具体为:
80.s1、内芯与外套22均采用锻造件,按照锻造比3~6要求进行墩粗和拔长结合处理,在粗加工后预先热处理,按照17
‑
4材料要求进行固溶和时效处理,使其硬度达到hrc30,再经过半精加工确保内外套22配合尺寸公差等级按照h7/z6过盈量设置;
81.s2、将半精加工好的内芯外套22至于箱式炉内进行加热至200℃后取出迅速使二者套于一体,再放置于炉内进行保温至常温后取出;
82.s3、采用特制挤压芯轴对热套后阀座7内孔进行机械式挤压,使其内芯获得一定的周向残余应力;
83.s4、按照图纸要求精加工至要求,对二侧与进、排液阀芯12配合的阀面以及内孔表面进行滚压工艺加工,进一步强化内腔表面的粗糙度及强度。
84.通过使用镶套式阀座、阀箱及填料函体等,克服了整体柱塞液力端主体的使用寿命从原先的连续工作时间短的问题,并且不发生屈服及机械疲劳。
85.通过此方法可以将本装置的密封性进一步加强,同时增加其耐压能力,适用于更高压的环境使用。
86.以上所述仅为本发明的优选实施例而已,其并非因此限制本发明的保护范围,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,通过常规的替代或者能够实现相同的功能在不脱离本发明的原理和精神的情况下对这些实施例进行变化、修改、替换、整合和参数变更均落入本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1