一种新型变速汽电双驱装置的制作方法
1.本实用新型涉及余热发电技术领域,特别涉及一种新型变速汽电双驱装置。
背景技术:
2.钢铁行业在我国经济体系中占有非常大的比重,而且属于耗能大户。钢铁的生产过程中产生大量余热,根据国家节能减排的要求,研发新技术在减少钢铁生产过程中能耗的同时,还要提高余热利用的效率,以提高钢厂的综合经济效益。钢厂的生产过程中为提高综合经济效益,通常配置汽电双驱装置来进行余热利用,常规的汽电双驱装置为定转速运行,因生产工艺的特殊性带来工况的频繁变化,会导致汽电双驱装置的效率不是很高,其余热利用效率还可进一步提高。
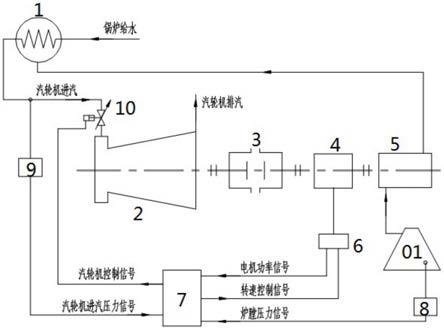
3.如图1所示,目前现有技术采用汽轮机2+超越离合器3+异步电动机4+烧结风机5。机组在启动阶段,异步电动机4先带动烧结风机5运行,以满足烧结炉01的正常运行,烧结风机5将烧结炉01内的烟气抽出输送至余热锅炉1加热给水产生水蒸汽进入到汽轮机2中,驱动汽轮机2旋转做功。当汽轮机2转速超过异步电动机4转速时,通过超越离合器3将汽轮机2与烧结风机5和异步电动机4连接到同一轴系运转。此时汽轮机2开始做功,同时异步电动机4做功减少,当汽轮机2做功大于烧结风机5的耗功时,异步电动机4可逆变为发电机向电网送电。在正常运行过程中,只能通过调整烧结风机5风门的方式,控制烧结炉01的炉膛烟气压力。只能通过调节烧结风机5的风门来调节炉膛内的压力,调节风门的节流调节速率较慢,在负荷快速变化时,对炉膛压力的控制效果较差,对生产工艺影响较大,同时会极大地增加烧结风机5的节流损耗。
4.因此,如何进一步提高汽电双驱装置对钢厂余热的利用效率成为本领域技术人员需要解决的技术问题。
技术实现要素:
5.本实用新型的目的是提供一种新型变速汽电双驱装置,该汽电双驱装置能够减少烧结风机的节流损耗,提高汽电双驱装置对钢厂余热的利用效率。
6.为实现上述目的,本实用新型提供一种新型变速汽电双驱装置,包括:余热锅炉、汽轮机、用以抽吸烧结炉的烟气加热所述余热锅炉的烧结风机、驱动所述烧结风机的异步电动机、连接所述异步电动机和所述汽轮机的超越离合器;
7.还包括用以检测烧结炉的炉膛压力的第一压力变送器和与所述第一压力变送器连接、控制所述异步电动机转速、以维持烧结炉的炉膛压力恒定的控制模块。
8.可选地,所述控制模块包括控制机构本体、连接于所述控制机构本体和所述异步电动机之间的可逆变频器,所述第一压力变送器连接所述控制机构本体。
9.可选地,所述控制机构本体为tg控制系统。
10.可选地,所述汽轮机设有调节汽阀,所述调节汽阀连接所述tg控制系统。
11.可选地,所述可逆变频器包括用以检测所述异步电动机发电功率的检测模块。
12.可选地,所述调节汽阀之前设有检测所述汽轮机进汽压力的第二压力变送器,所述第二压力变送器连接所述tg控制系统。
13.可选地,所述汽轮机为凝汽式汽轮机。
14.相对于上述背景技术,本实用新型所提供的新型变速汽电双驱装置余热锅炉、汽轮机、烧结风机和异步电动机,通过烧结风机抽吸烧结炉内的烟气对余热锅炉进行加热,余热过滤产生的蒸汽推动汽轮机运行,实现余热利用,当汽轮机的转速低于预设值时,烧结风机仅由异步电动机驱动;当汽轮机的转速超过预设值,超越离合器连接汽轮机和异步电动机共同驱动烧结风机;当汽轮机的功率超过烧结风机的功率时,异步电动机转为发电模式。本技术通过第一压力变送器检测烧结炉的炉膛压力,借助控制模块控制异步电动机转速,通过改变烧结风机的转速,维持烧结炉的炉膛压力恒定,减少烧结风机的节流损耗,提高了余热利用效率。
附图说明
15.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
16.图1为现有技术中汽电双驱装置的示意图;
17.图2为本实用新型实施例所提供的汽电双驱装置的示意图。
18.其中:
19.01
‑
烧结炉;
[0020]1‑
余热锅炉、2
‑
汽轮机、3
‑
超越离合器、4
‑
异步电动机、5
‑
烧结风机、6
‑
可逆变频器、7
‑
tg控制系统、8
‑
第一压力变送器、9
‑
第二压力变送器、10
‑
调节汽阀。
具体实施方式
[0021]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0022]
余热锅炉1:利用各种工业生产过程中的废气、废料或废液中的显热或其可燃物质燃烧后产生热量的锅炉。钢厂使用的余热锅炉1一般是利用热废气加热锅炉给水,进行能量转换从而产生水蒸汽,从而驱动旋转机械做功,以进一步回收热量达到初步节能的效果。
[0023]
汽轮机2:以水蒸汽为工质,将蒸汽的热能转变为转子旋转机械能的动力机械,被广泛应用于电力、石化、冶金、煤化工等领域。
[0024]
异步电动机4:转子置于旋转磁场中,在旋转磁场作用下,获得一个转动力矩,因而转子转动。异步电动机4可运行在拖动模式或发电模式。
[0025]
烧结风机5:冶炼用的矿石在冶炼之前,需要在烧结炉01内先进行烧结,而烧结炉01则需要用烟气主抽风机的冷却通风机,维持炉膛内的气压尽可能地恒定。离心式鼓风机以其大风量、高负压的性能特点,成为了烧结厂用烟气主抽风机的主流选择。烧结工段大约
占烧结厂总耗电量的50%。
[0026]
超越离合器3:超越离合器3一端连接汽轮机2,另一端连接异步电动机4。当汽轮机2转速高于异步电动机4转速时,超越离合器3闭合,汽轮机2驱动整个轴系做功;当汽轮机2转速低于异步电动机4转速时,超越离合器3脱开,异步电动机4单独驱动烧结风机5做功。
[0027]
为了使本技术领域的技术人员更好地理解本实用新型方案,下面结合附图和具体实施方式对本实用新型作进一步的详细说明。
[0028]
请参考图2,图2为本实用新型实施例所提供的汽电双驱装置的示意图。
[0029]
在本实用新型所提供的具体实施例中,新型变速汽电双驱装置包括余热锅炉1、汽轮机2、用来抽吸烧结炉01内烟气加热余热锅炉1的烧结风机5、以及用来驱动烧结风机5转动的异步电动机4。异步电动机4通过超越离合器3与汽轮机2连接,通过超越离合器3状态的切换实现异步电动机4的拖动和发电模式的转换。为了减少烧结风机5的节流损耗,本技术采用第一压力变送器8检测炉膛压力、并将炉膛压力反馈给控制模块,控制模块通过调控异步电动机4的转速,改变炉膛烟气的抽吸流量调整炉膛的压力恒定,相对于调整烧结风机5风门控制烧结炉01的炉膛烟气压力的方式而言。调节速率提高,改善了对炉膛压力的控制,显著降低了烧结风机5的节流损耗,有助于提升新型变速汽电双驱装置对钢厂余热的利用效率。
[0030]
控制模块具体包括控制机构本体和可逆变频器6,控制机构本体具体采用tg控制系统7,所谓tg控制系统7是指一种以plc为硬件的综合控制系统,内置可变速汽电双驱装置的优化控制逻辑。可逆变频器6则用于接受tg控制系统7的转速控制信号,实现调节异步电动机4的转速,无论异步电动机4处于拖动模式还是发电模式,可逆变频器6均可改变异步电动机4的转速。第一压力变送器8将检测的炉膛压力反馈给tg控制系统7,tg控制系统7通过比对预设炉膛压力,当实际炉膛压力大于预设炉膛压力,tg控制系统7发出增大转速的转速控制信号,可逆变频器6接收转速控制信号并控制异步电动机4增大转速,烧结风机5的转速增加,抽吸流量增大,从而将烧结炉01内的炉膛压力维持至恒定值。
[0031]
进一步地,汽轮机2设有调节汽阀10,通过改变调节汽阀10开度可改变汽轮机2的进气流量,使汽轮机2维持在额定参数附近工作,维持汽轮机2的最佳运行效率。调节汽阀10之前设有用来检测汽轮机2进汽压力的第二压力变送器9,第二压力变送器9和调节汽阀10均连接tg控制系统7,tg控制系统7接收第二压力变送器9的汽轮机2进汽压力信号,输出汽轮机2控制信号改变调节汽阀10的开度。
[0032]
机组在启动阶段,首先通过tg控制系统7控制可逆变频器6启动,可逆变频器6控制异步电动机4带动烧结风机5逐步提升转速,直至烧结风机5转速升至额定转速,满足烧结炉01的正常运行的需要。
[0033]
而后烧结风机5将烧结炉01内的烟气抽出至余热锅炉1,余热锅炉1产生蒸汽进入到主蒸汽管道中并送至汽轮机2调节汽阀10前,tg控制系统7控制调节汽阀10逐渐开启,使汽轮机2转速按照预先设定好的升速曲线开始升速。待汽轮机2转速超过异步电动机4转速时,超越离合器3闭合,将汽轮机2与烧结风机5和异步电动机4连接到同一轴系运转。
[0034]
此时由于汽轮机2开始做功,异步电动机4的输出功率逐步减少,当汽轮机2做功大于烧结风机5的耗功时,异步电动机4可逆变为发电机向电网送电,直至汽轮机2达到额定功率,整个装置处于正常运行状态。
[0035]
可变速汽电双驱装置在正常运行过程中,由tg控制系统7进行综合优化控制,且有几种控制策略同时投入,具体如下:
[0036]
1、前压控制
[0037]
前压控制是控制汽轮机2的进汽压力。借助第二压力变送器9将汽轮机2进汽压力信号引至tg控制系统7,通过pid运算输出信号,控制汽轮机2调节汽阀10的开度,以维持汽轮机2进汽压力。由于钢厂的余热是不稳定的,所以余热锅炉1产生的蒸汽量也在不断的变化,前压控制可根据余热锅炉1产生的蒸汽量进行实时调整,使汽轮机2进汽参数始终接近额定参数,从而维持汽轮机2运行在最佳效率点,进一步提高钢厂余热的利用效率。
[0038]
2、最小流量保护
[0039]
在采用前压控制时,tg控制系统7同时投入汽轮机2最小流量保护。如果某阶段余热锅炉1产生的蒸汽量非常小,汽轮机2会因蒸汽量过小而处于鼓风状态,此状态将导致汽轮机2振动等恶劣状况发生,必须紧急停机。因此tg控制系统7通过监测汽轮机2转速来判断是否采取最小流量保护。在正常运行过程中,如果进汽量减小到汽轮机2转速小低于异步电动机4转速,tg控制系统7就判断为汽轮机2进汽量已经小于最小流量,必须采取紧急停机措施。汽轮机2停机后,由异步电动机4单独驱动烧结风机5正常工作,待汽轮机2进汽参数恢复正常后,再启动汽轮机2运行。
[0040]
3、烧结风机5转速控制
[0041]
烧结风机5的转速控制是整个新型变速汽电双驱装置的核心工艺。矿石在烧结炉01中烧结时,为取得最佳的烧结效果,炉膛内的压力必须按照烧结工艺的要求维持恒定。而当烧结生产过程中,由于矿石输送等工艺流程的变化,烧结炉01内产生的烟气量也随时变化,此时需要通过烧结风机5调整抽走炉膛内的烟气量,以维持炉膛恒定的压力,达到最佳的烧结效果。本装置是在烧结炉01的炉膛压力设置一个第一压力变送器8,将炉膛压力信号送至tg控制系统7,通过pid运算后,输送一路转速控制信号至可逆变频器6。通过可逆变频器6调节异步电动机4的转速,从而调节整个轴系的转速,由于转速的实时调节,烧结风机5的抽风量便也可根据炉膛压力的要求实时进行调整。
[0042]
本项目采用的汽轮机2为凝汽式汽轮机,汽轮机2结构为专门针对钢厂余热利用环节的特殊性而设计。汽轮机2正常运行,投入前压控制后,汽轮机2进汽压力保持稳定,当汽轮机2转速在调速范围内波动(如下降)时,汽轮机2的机组效率仅小幅度下降,仍接近设计额定值。同时烧结风机5是通过调节转速来满足炉膛内的压力的要求,从而避免了调节烧结风机5风门的节流损耗,可以大大的提高异步电动机4的发电量,提高经济效益。
[0043]
传统的变频器只能在异步电动机4处于拖动模式下才能进行转速调节,当异步电动机4处于发电模式时,变频器因逆变而退出调速。由于本技术采用了可逆变频器6,无论异步电动机4是在拖动模式还是发电模式,可逆变频器6都可对异步电动机4进行转速调节,从而使烧结风机5一直处于转速调节状态。在钢厂的烧结余热利用实践中,汽电双驱装置基本都处于发电模式,因此采用可逆变频器6的转速调节,可以进一步提高钢厂余热利用的综合效益。
[0044]
4、异步电动机4功率控制
[0045]
在整套装置正常运行时,因矿石输送的断续性,在矿石突然减少时,烧结炉01内的烟气量也急剧下降,为维持炉膛内的压力,烧结风机5的抽风量必须快速下降。本技术采用
的烧结风机5转速调节,可以使烧结风机5快速降转速,维持炉膛压力的恒定。
[0046]
因为余热锅炉1的延后性,在烧结风机5大幅降功率时,若汽轮机2的功率维持不变,这种状态将导致异步电动机4的发电量快速增加。又因可逆变频器6的特殊性,不允许在逆变状态下功率快速大幅波动,此时需要tg控制系统7对异步电动机4的发电功率的变化速率进行控制。本技术所提供的可逆变频器6进一步包括检测模块,检测模块用来检测异步电动机4的发电功率,通过可逆变频器6的检测模块将异步电动机4的功率信号引至tg控制系统7,tg控制系统7自行计算在发电状态下的功率变化速率,一旦功率变化速率超限,tg控制系统7通过关小汽轮机2调节汽阀10的策略,通过减小汽轮机2的功率输出,以减小电动机的功率变化率,从而维持系统的稳定。在功率变化速率下降后,再恢复汽轮机2调节汽阀10的开度,使汽轮机2满功率运行,从而达到最佳的经济效果。可逆变频器6及检测模块可参考现有技术设置,控制结构本体也不限于tg控制系统7,还可采用单片机等控制装置。
[0047]
需要说明的是,在本说明书中,诸如第一和第二之类的关系术语仅仅用来将一个实体与另外几个实体区分开来,而不一定要求或者暗示这些实体之间存在任何这种实际的关系或者顺序。
[0048]
以上对本实用新型所提供的新型变速汽电双驱装置进行了详细介绍。本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1