夹心元件的制作方法
夹心元件
1.本实用新型涉及一种用于制造夹心元件的方法,所述夹心元件具有至少一个第一盖层、芯层和嵌件,其中,在所述夹心元件中芯层的连接面与盖层的连接面连接,以及嵌件的第一面至少部分与盖层的连接面连接,并且其中,芯层具有泡沫。
2.迄今为止在这种方法中将尺寸精确的凹空部设置到芯层中,并且嵌件形状配合地嵌入到该凹空部中。在此,嵌件和芯层构成共同的表面,该表面与盖层粘接。
3.为了实现尽可能持久的连接需要的是,嵌件的与盖层的连接面连接的第一面尽可能大地设计。这带来嵌件的更大的质量,这对于夹心构件的重量又有负面的影响。
4.另外的问题是尽管嵌件的第一面较大,但是在嵌件和盖层之间的粘接会由于(例如在旋拧安装或者旋拧拆卸安装件时)在嵌件上作用的扭力而松脱,因为在嵌件和盖层之间的粘接对于产生的剪切力来说是不够牢固的。
5.本实用新型要解决的技术问题是提供一种更好的用于制造夹心元件的方法,其中嵌件可以保持得尽可能小,并且其中,嵌件尽可能牢固地固定在夹心元件中。
6.上述技术问题通过一种用于制造夹心元件的方法解决,所述夹心元件具有至少一个第一盖层、芯层和嵌件,其中,在所述夹心元件中芯层的连接面与盖层的连接面连接,以及嵌件的第一面至少部分与盖层的连接面连接,并且其中,芯层具有泡沫,根据本实用新型,在所述方法中,凹空部至少设置到芯层的泡沫中,并且嵌件相对于泡沫保持间距地安置在凹空部中。可硬化的粘接材料填充到该间距中,其中,粘接材料构成在嵌件和泡沫之间的层。此外规定,所述粘接材料硬化。
7.粘接材料在所述间距中、即在嵌件和泡沫之间的间距中适宜地实现了嵌件在芯层中更好的固定。由于在嵌件和泡沫之间的粘接材料层,嵌件可以承受更大的扭力,而不会在此松脱。
8.优选地对嵌件进行定位,并且然后将可硬化的粘接材料填充到间距中。
9.由于所述间距,嵌件应该非形状配合地与泡沫连接。粘接材料在所述间距中构成层、尤其粘接材料层。
10.粘接材料优选是能化学硬化的粘接材料。例如粘接材料可以是树脂。
11.粘接材料优选在硬化步骤中硬化。硬化步骤例如可以包括温度升高和/ 或压力升高。在硬化步骤中粘接材料可以聚合。所述聚合例如可以是链式聚合、加成聚合或者缩合聚合。此外,在硬化步骤中溶剂可以挥发。
12.适宜的是,粘接材料作为塑料、例如作为热固性塑料硬化。所述塑料例如可以是聚酯、乙烯基酯、环氧化物等等。
13.所述泡沫可以是金属泡沫,例如铝泡沫。所述泡沫优选是塑料泡沫。所述塑料泡沫例如可以是挤塑聚苯乙烯(xps)、聚对苯二甲酸乙二酯(pet)、聚氨酯/异氰脲酸酯(pur/pir)和/或聚异氰脲酸酯(pir)等等。
14.所述泡沫优选是闭孔泡沫。
15.适宜的是,嵌件具有侧面,所述侧面相对于嵌件的第一面成角度。优选的是,粘接材料填充在嵌件的侧面和泡沫之间。
16.有利的是粘接材料在嵌件的侧面上至少大部分包围嵌件。此外有利的是粘接材料在嵌件的侧面上至少基本上包围嵌件。以这种方式,嵌件、尤其嵌件的侧面可以至少大部分、尤其至少基本上通过粘接材料与泡沫间隔。
17.当粘接材料在嵌件的所有侧面上分别至少大部分、尤其分别至少基本上包围嵌件时,则优选意味着,粘接材料填充在嵌件的每个侧面和泡沫之间。以这种方式,嵌件的每个侧面可以至少大部分、尤其至少基本上通过粘接材料与泡沫间隔。
18.以这种方式粘接材料可以构成包围嵌件的侧面的腔和/或罩。以这种方式可以实现嵌件在芯层中的特别稳定的固定。
19.在此,术语“大部分”可以理解为至少50%。在此,术语“至少基本上”可以理解为至少80%,优选至少90%。粘接材料也可以在嵌件的侧面上完全包围嵌件。
20.嵌件的侧面例如可以设计为周侧面。
21.例如嵌件可以基于棱柱体的形状。此外,嵌件可以基于圆柱体的形状。此外,嵌件可以基于棱锥体或者圆锥体的形状。上述周侧面可以是棱柱体、圆柱体、棱锥体或者圆锥体的周侧面。此外,上述第一面可以是棱柱体、圆柱体、棱锥体或者圆锥体的底面。就是说,所述底面例如可以基于多角形、甚至多边形或者圆形。
22.适宜的是,芯层具有厚度方向。优选的是芯层的厚度方向垂直于盖层的连接面延伸、尤其在嵌件所定位的区域上延伸。
23.嵌件可以沿芯层的厚度方向延伸穿过芯层的一部分。优选的是嵌件沿芯层的厚度方向延伸穿过整个芯层。
24.优选的是粘接材料在所述间距中构成层,也称为粘接材料层。有利的是所述(粘接材料)层至少是1.0mm,优选至少2.0mm厚。以这种方式可以实现嵌件在芯层中的特别稳定的固定。
25.有利的是所述(粘接材料)层是1.0mm至3.0mm厚。例如所述(粘接材料) 层是2.0mm至3.0mm厚。有利的是所述(粘接材料)层是最大6.0mm厚。
26.在本实用新型的优选设计方案中,在定位嵌件时,至少一个定距件安置在嵌件和泡沫之间。以这种方式可以在嵌件和泡沫之间保证间距。
27.定距件可以与嵌件一体式地设计。例如定距件可以粘接在嵌件上。优选的是定距件与嵌件材料接合地设计。
28.以这种方式可以借助定距件实现嵌件与在间距中的粘接材料的衔接。此外,以这种方式可以实现嵌件在芯层中的特别稳定的固定。
29.此外,定距件可以与泡沫一体式、尤其材料接合地设计。以这种方式可以借助定距件实现泡沫与在间距中的粘接材料的衔接。
30.优选地,定距件相对于嵌件和相对于泡沫是独立的。
31.嵌件可以具有至少一个凹空部。优选的是所述至少一个凹空部定位在嵌件的多个侧面的至少一个侧面中。适宜的是,定距件嵌入、尤其部分地嵌入到嵌件的凹空部中。以这种方式可以借助定距件实现嵌件与塑料层的衔接。
32.定距件可以包括塑料。优选的是定距件是由塑料制成的。此外优选的是,塑料与已经硬化的粘接材料在间距中构成材料接合。定距件尤其可以是由塑料制成的,所述塑料与已经硬化的粘接材料在间距中构成材料接合。
33.有利的是定距件安置在嵌件的至少一个侧面上。优选的是定距件的纵向沿芯层的厚度方向延伸。
34.以这种方式可以把作用到嵌件上的扭力更好地传输到塑料层上。此外以这种方式可以避免嵌件松脱。
35.在本实用新型的优选设计方案中,泡沫在使用凹缺部的情况下结构化。凹缺部例如可以用粘接材料填充。适宜的是,凹缺部用相同的、尤其可硬化的粘接材料填充。凹缺部中的粘接材料可以例如在先前所述硬化步骤中硬化。通过用粘接材料填充凹缺部,可以改善芯层的承载能力。
36.凹缺部例如可以构成六角形的结构。此外,凹缺部可以构成基于六角形结构的结构。以这种方式可以保证特别高的承载能力。
37.原则上凹缺部也可以构成其他结构。例如凹缺部可以构成矩形的结构。
38.有利的是在凹缺部中的粘接材料与在间距中的粘接材料构成材料接合的结构。就是说,优选在凹缺部中的粘接材料与在间距中的粘接材料构成材料接合。以这种方式可以进一步改善嵌件的固定。尤其可以以这种方式避免在间距中的粘接材料的扭转。此外,作用到嵌件上的扭力可以通过在间距中的粘接材料传输到在凹缺部中的粘接材料结构中。以这种方式可以将力特别好地分散。
39.芯层的连接面可以与盖层的连接面在使用粘接材料的情况下连接。在后所述的粘接材料相对于先前所述的粘接材料可以是相容的。此外,在后所述的粘接材料可以是先前所述的粘接材料。就是说,芯层的连接面可以与盖层的连接面在使用相同的粘接材料的情况下连接。
40.此外优选的是嵌件的第一面在使用在后所述的粘接材料的情况下、尤其在使用相同的粘接材料的情况下至少部分地与盖层的连接面连接。尤其,在芯层和盖层之间的在后所述的粘接材料和/或在嵌件和盖层之间的在后所述的粘接材料可以与在间距中的粘接材料构成材料接合。以这种方式可以构成材料接合的粘接材料结构。此外,以这种方式可以实现嵌件在芯层中的特别稳定的固定。
41.盖层可以包括纤维材料。优选的是纤维材料嵌入相同的粘接材料中。尤其,其中嵌入了纤维材料的在后所述的粘接材料与在间距中的粘接材料可以构成材料接合。以这种方式可以构成材料接合的粘接材料结构。以这种方式可以实现嵌件在芯层中的特别稳定的固定。
42.纤维材料可以理解为具有纤维的材料。纤维材料优选包括玻璃纤维和/ 或碳纤维。原则上纤维材料也可以具有其他纤维。纤维材料可以是纺织物、稀松平纹织物(gelege)、针织物、编织物或者毡布。
43.纤维材料可以在与芯层接合之前就嵌入到粘接材料中。盖层尤其可以以预浸渍材料的形式存在。
44.此外纤维材料可以在制造夹心元件、尤其在与芯层接合时,嵌入到可硬化的粘接材料中。粘接材料然后可以尤其在先前所述的硬化步骤中硬化。
45.嵌入到硬化的粘接材料中的纤维材料优选构成纤维增强塑料。优选的是纤维增强塑料是碳纤维增强的塑料和/或玻璃纤维增强的塑料。
46.为了制造夹心元件,盖层、芯层和嵌件可以安置在模具中。此外可以在模具中安置
另外的层、尤其另外的盖层。优选的是粘接材料利用灌输方法填充到夹心元件中。例如,粘接材料可以利用真空灌输方法填充到夹心元件中。此外,粘接材料可以利用注塑方法、例如树脂传递模塑(rtm)或者反应注射成型(rim)填充到夹心元件中。此外,粘接材料可以利用高压预浸渍方法或者手糊法填充到夹心元件中。
47.优选的是所述工具或者模具赋予夹心元件其形状。夹心元件可以是平的或者弯曲的。夹心元件尤其可以三维成形。就是说夹心元件可以是模制件。
48.此外本实用新型涉及一种夹心元件,所述夹心元件具有至少一个第一盖层、芯层和嵌件,其中,在所述夹心元件中芯层的连接面与盖层的连接面连接,以及嵌件的第一面至少部分与盖层的连接面连接,并且其中,芯层具有泡沫。
49.为了把嵌件尽可能牢固地在夹心元件中固定,其中嵌件保持得尽可能小,建议一种上述种类的夹心元件,其中按照本实用新型,至少芯层的泡沫具有凹空部,嵌件相对于泡沫保持间距地定位在凹空部中,并且在该间距中安置有硬化的粘接材料,其中,粘接材料构成在嵌件和泡沫之间的层。
50.所述夹心元件尤其可以是在上述方法中所述的夹心元件。此外结合所述方法提及的具体的元件可以是该夹心元件的组成部分。
51.在本实用新型的优选设计方案中,在所述间距中布置有至少一个定距件。
52.有利的是,定距件与在间距中的硬化的粘接材料材料接合地设计。
53.夹心元件可以具有另外的层、尤其另外的盖层。适宜的是,盖层和另外的层布置在芯层的相互背离的侧面上。
54.嵌件可以具有第二面。优选的是嵌件的第一面和第二面相互背离。就是说嵌件的第一面和第二面可以是嵌件的相对置的侧面。第二面可以至少基本上平行于嵌件的第一面延伸。
55.优选的是嵌件的第二面与另外的层连接、尤其粘接。此外,嵌件的第二面可以与芯层连接、尤其粘接。
56.优选的是嵌件是非旋转对称的。嵌件可以具有n折旋转轴线。
57.例如嵌件可以基于棱柱体或者棱锥体的形状。此外,上述第一面可以是棱柱体或者棱锥体的底面。就是说,第一面可以基于多角形、甚至多边形。以这种方式可以防止嵌件的旋转对称。
58.多角形可以是规则的多角形或者不规则多角形。例如多角形可以是正方形、矩形等等。
59.此外,嵌件可以基于圆柱体或者圆锥体的形状。此外,嵌件可以具有至少一个凹空部,定距件优选部分地插入凹空部中。凹空部优选布置在嵌件的侧面上,尤其嵌件的周侧面上。适宜的是,凹空部被布置为,能够阻止或防止嵌件的旋转对称。
60.此外,嵌件可以与定距件一体式地设计。定距件优选布置在嵌件的侧面上、尤其嵌件的周侧面上。适宜的是,定距件被布置为,能够阻止或防止嵌件的旋转对称。
61.嵌件可以具有开口。嵌件的开口优选能从夹心元件的外部触及。
62.例如,所述开口可以设计为盲孔。此外所述开口可以设计为通孔。
63.开口可以具有内螺纹。此外,螺纹套可以插入该开口中。此外,螺栓可以插入该开口中。
64.优选的是开口构成连接点,安装元件通过该连接点可以与夹心元件连接。
65.安装元件、尤其上述安装元件可以与夹心元件连接。安装元件尤其可以与嵌件连接,尤其螺栓连接。安装元件和夹心元件可以构成夹心构件。
66.适宜的是,夹心元件设计为模制件。优选的是,夹心元件是三维成形的。
67.至此对本实用新型的优选设计方案的说明中包含很多特征,这些特征在部分被归纳为多个地反映在各个从属权利要求中。然而这些特征也可以适宜地被单独看待,并且归纳为合理的其他组合。尤其这些特征可以分别单独或者以任意合适的组合与按照本实用新型的方法和按照本实用新型的夹心元件组合。因此方法特征也可以具体表述地理解为相应的夹心元件的特性,并且反之亦然。
68.即使在说明书中或者在权利要求中一些术语分别以单数或者结合量词使用,但是本实用新型针对这些术语的范围不限于单数或者相应的量词。
69.结合以下对实施例的说明使本实用新型的上述特性、特征和优点以及实现它们的方式和方法更清楚和便于理解,所述实施例结合附图被进一步阐述。这些实施例用于阐述本实用新型,然而本实用新型并不限于其中给出的特征组合,针对功能特征也是如此。此外,各个实施例的对此适宜的特征显然也可以单独地看待、从实施例中去掉、加入其他实施例以对其补充和与任意的权利要求组合。
70.在附图中:
71.图1示出剖切第一夹心元件的剖面图和剖切面ii
‑
ii以及剖切面iii
‑
iii,
72.图2示出沿剖切面ii
‑
ii剖切图1的夹心元件的剖面,
73.图3示出沿剖切面iii
‑
iii剖切图1的夹心元件的另外的剖面,
74.图4示出图1的夹心元件的制造,
75.图5示出剖切第二夹心元件的剖面图,
76.图6示出沿剖切面vi
‑
vi剖切图5的第二夹心元件的另外的剖面,
77.图7示出剖切第三夹心元件的剖面图,
78.图8示出剖切具有蜂窝泡沫的第四夹心元件的剖面图,
79.图9示出沿剖切面ix
‑
ix剖切图8的第四夹心元件的另外的剖面。
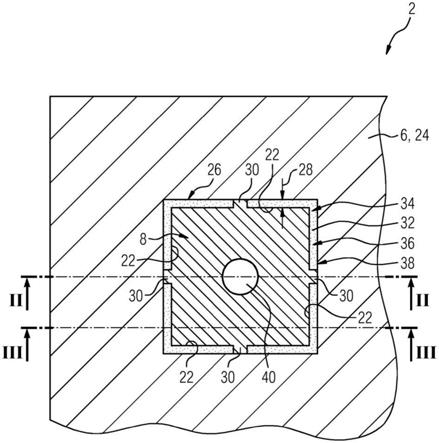
80.在此,在图1中示意性示出了对第一夹心元件2进行剖切得到的剖面图并且还分别以点划线的形式示出剖切面ii
‑
ii以及剖切面iii
‑
iii。
81.在图2中示出了沿按照图1中的剖切面ii
‑
ii对该第一夹心元件2剖切得到的剖面。此外,图3中示出了沿按照图1中的剖切面iii
‑
iii对该第一夹心元件2剖切得到的剖面。
82.第一夹心元件2包括盖层4、芯层6和嵌件8。在该示例中,第一夹心元件2包括另外的层10,另外的层10设计为另外的盖层。
83.第一夹心元件2是以夹心方式构造的。在本例中,芯层6布置在盖层4 和另外的层10之间。盖层4具有背离芯层6的外侧面12。此外,盖层4具有朝向芯层6的连接面14。就是说,盖层4的外侧面12和连接面14相互背离或者说相互对置。芯层6具有面向盖层4的连接面16。盖层4的连接面 14与芯层6的连接面16连接。
84.嵌件8具有第一面18,第一面18至少部分与盖层4的连接面14连接。此外,嵌件8包括第二面20,第二面20与第一面18相互对置。
85.在此示例中,嵌件8沿芯层6的厚度方向延伸穿过整个芯层6。芯层6 的厚度方向垂
直于盖层4的连接面14延伸。此外,厚度方向指的是在其中定位有嵌件8的区域中的厚度方向。
86.嵌件8的第二面20尤其与另外的层10连接。
87.此外,嵌件8具有多个侧面22,多个侧面22相对于嵌件8的第一面18 成角度。在本例中嵌件8的形状基于棱柱体的形状。嵌件8的第一面18可以是棱柱体的底面,所述底面在本例中基于四边形的形状。第二面20在此例中类似于第一面18设计。此外,嵌件8的侧面22设计为棱柱体的周侧面。棱柱体在本例中具有直六面体的形状。
88.在本例中,嵌件8由金属材料制成。
89.芯层6具有泡沫24。至少芯层6的泡沫24又具有凹空部26。嵌件8相对于泡沫24具有间距28地定位在凹空部26中。为了实现间距28,在间距 28中布置有定距件30。在第一夹心元件2中定距件30与嵌件8一体式地设计。在本例中定距件30设计为在嵌件8的侧面22上的突出部。定距件30 的纵向沿芯层6的厚度方向延伸。
90.在实施例中,在图1中示例性示出4个定距件30。原则上也可以考虑其他数量的定距件30。
91.在间距28中安置有硬化的粘接材料32。粘接材料32构成在嵌件8和泡沫24之间的层34。优选的是粘接材料层34至少1mm厚。
92.粘接材料32在嵌件的侧面22上基本上包围嵌件8。粘接材料32尤其布置在嵌件8的每个侧面22和泡沫24之间。以这种方式粘接材料32构成包围嵌件8的侧面22的腔32和/或罩36。以这种方式可以实现嵌件8在芯层6 中的特别稳定的固定。
93.硬化的粘接材料32构成塑料。
94.盖层4(见图2和3)和另外的层10在本例中分别设计为纤维增强塑料。就是说,盖层4和另外的层10分别包括纤维材料,所述纤维材料分别嵌入硬化的粘接材料,在此嵌入如上所述相同的粘接材料32中。盖层4以及另外的层10的硬化的粘接材料构成与在间距28中的硬化的粘接材料32的材料接合。以这种方式构成材料接合的粘接材料结构38。
95.嵌件8还具有开口40,从夹心元件2的外部能触及所述开口40。在本例中,嵌件8的开口40是夹心元件2的通过盖层4延伸直至嵌件8中的开口40。此外,在本例中开口40设计为盲孔。
96.嵌件8的开口40具有内螺纹42。以这种方式,安装元件可以与夹心元件2通过螺纹连接相连。
97.在图4中示意性示出图1的夹心元件2的制造。在芯层6的泡沫24中设置有凹空部26。凹空部26例如可以在使用刀具和/或在使用cnc切刀的情况下设置到泡沫24中。此外可行的是,凹空部26通过冲裁设置到泡沫24 中。
98.夹心元件2的制造通常在使用模具44的情况下进行。针对另外的层10,纤维材料46被置入模具44中。然后具有泡沫24的芯层6置入模具44中。就是说,芯层6定位到用于另外的层10的纤维材料46上。
99.在泡沫24的凹空部26中安置嵌件8。在此,嵌件8相对于泡沫24具有间距28地定位在凹空部26中。间距28在使用定距件30的情况下产生(类似于图1至图3)。
100.然后,用于盖层4的纤维材料48置入模具44中。就是说,用于盖层4 的纤维材料48定位在芯层6上。
101.置入、安置和/或定位在图4中示意性分别作为箭头示出。
102.然后闭合模具44并且将可硬化的粘接材料32在使用灌输方法(未示出) 的情况下填充到模具44中。粘接材料32以这种方式填充模具44内部的所有空腔。粘接材料32尤其以这种方式填充到在嵌件8和泡沫24之间的间距 28中,使得粘接材料32构成在嵌件8和泡沫24之间的(粘接材料)层34。
103.此外,粘接材料32填充用于盖层4的纤维材料48中以及用于另外的层 10的纤维材料46中的空腔。
104.在硬化步骤中粘接材料32硬化。在硬化步骤中优选升高模具44内部的压力以及温度。通常,粘接材料32在硬化步骤中聚合。
105.硬化的粘接材料32与嵌入粘接材料中的纤维材料48构成盖层4。此外,硬化的粘接材料32与嵌入粘接材料中的纤维材料46构成另外的层10。
106.盖层4的和另外的层10的硬化的粘接材料32与在间距28中的硬化的粘接材料32构成材料接合。
107.也可以使用其他方法替代灌输方法用于填充粘接材料32。例如可以使用手糊法。
108.此外原则上可行的是,分别使用预浸渍材料替代用于盖层4和用于另外的层10的纤维材料46、48。在相应的预浸渍材料中用粘接材料浸渍纤维材料。就是说相应的预浸渍材料是预浸渍的纤维半成品。粘接材料32就可以在模具44的内部尤其在硬化步骤中成为液态,并且填充其余的空腔、例如间距28。随着时间的继续,尤其根据温度和压力开始聚合反应,并且粘接材料32硬化。该方法也被称为预浸渍高压方法。
109.制成的夹心元件2的形状通过模具44的形状规定。夹心元件2可以是平的。此外,夹心元件2可以是弯曲的和/或三维成形的。夹心元件2尤其是模制件。
110.图5示出剖切第二夹心元件50的剖面图。下面的说明基本上限于相对于图1至图3的实施例的区别,在保持不变的特征和功能方面引用该实施例。基本上保持不变的元件基本上用相同的附图标记表示,并且未提及的特征转用到下述实施例中,对其不再赘述。
111.在第二夹心元件50中嵌件8基于圆柱体的形状。此外,嵌件8的第一面18基于圆形的形状。此外,嵌件8的侧面22设计为唯一的、连贯的侧面 22,即设计为圆柱体的周侧面。
112.在本例中,嵌件8也与定距件30一体式设计。定距件30设计为在嵌件8的侧面22上的突出部。鉴于定距件30,阻止或防止了嵌件8的旋转对称。
113.在图5中还以点划线的形式示出剖切面vi
‑
vi。
114.图6示出沿剖切面vi
‑
vi剖切图5的第二夹心元件50的剖面。
115.在本例中,嵌件8包括突出部52,突出部52定位在嵌件8的第一面18 上。在本例中,盖层4和嵌件8的突出部52构成共同的平坦的表面54。
116.原则上嵌件8的突出部52也可以突伸超过盖层4。嵌件8的突出部52 和盖层4就不构成共同的平坦的表面54。
117.在本例中,嵌件8的开口40至少部分延伸穿过突出部52。在本例中,开口40也设计为盲孔。
118.原则上图5和图6的第二夹心元件50的嵌件8也可以基于其他形状。
119.在图7中示例性示出剖切第三夹心元件56的剖视图。下面的说明基本上限于相对于图5和图6的实施例的区别,在保持不变的特征和功能方面引用该实施例。基本上保持不
变的元件基本上用相同的附图标记表示,并且未提及的特征转用到下述实施例中,对其不再赘述。
120.在第三夹心元件56中嵌件8基于圆锥体的形状、尤其基于圆锥台体的形状。此外,嵌件8的第一面18基于圆形的形状。嵌件8的第二面20同样基于圆形的形状,但是设计为比第一面18更小。
121.此外,嵌件8沿芯层6的厚度方向仅部分延伸穿过芯层6。嵌件8的第二面20以此方式与芯层6连接。在本例中,嵌件8的第二面20与芯层6形状配合地连接。但是原则上也可行的是,在嵌件8的第二面20和芯层6之间定位有间距28,间距28同样用粘接材料32填充。
122.图8示出第四夹心元件58。下面的说明基本上限于相对于图1至图4 的实施例的区别,在保持不变的特征和功能方面引用该实施例。基本上保持不变的元件基本上用相同的附图标记表示,并且未提及的特征转用到下述实施例中,对其不再赘述。
123.在图8中定距件30不是与嵌件8一体式设计的,而是分开的。这在上述实施例中原则上也能以类似方式实现。此外原则上可行的是在图8中的定距件30与嵌件8一体式设计。
124.在本例中定距件30由塑料制成,所述塑料与在间距28中硬化的粘接材料32构成材料接合。
125.在图8中,嵌件8具有多个凹陷部60,定距件30尤其部分嵌入凹陷部中。以此方式可以保证定距件30尤其不滑移的可靠定位。
126.芯层6包括泡沫24,泡沫24在使用凹缺部62的情况下结构化。凹缺部 62用相同的、尤其可硬化的粘接材料32填充。凹缺部62在本例中构成六角形的结构。通过该方式将泡沫24设计为蜂窝泡沫。
127.在凹缺部62中的粘接材料32与在(嵌件8和泡沫24之间的)间距28中的粘接材料32构成材料接合的(粘接材料)结构38。以这种方式构成特别稳定的粘接材料结构38。
128.此外,嵌件8以这种方式特别好地在芯层6中固定。
129.在制造夹心元件58时(类似于图4),用粘接材料32填充所有空腔,使得甚至在泡沫24中的凹缺部62也用粘接材料32填充。
130.在图8中还以点划线的形式示出剖切面ix
‑
ix。
131.图9示出沿剖切面ix
‑
ix剖切图8的夹心元件58的剖面。
132.在本例中,嵌件8在第一和第二面18、20上分别具有突出部52。在本例中,定位在第一面18上的凸出部52突伸超过盖层4。定位在第二面20 上的凸出部52也突伸超过另外的层10。
133.开口40延伸穿过整个嵌件8。此外,开口延伸穿过整个夹心元件58。尤其开口40设计为通孔。
134.夹心元件58的嵌件8(图8和图9中)原则上可以具有其他形状,例如类似于在上述实施例中的形状。
135.尽管通过优选实施例详细示出和说明了本实用新型,但是本实用新型不限于公开的示例,并且本领域技术人员可以由此导出其他变型设计而不离开本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1