自铆接紧固件的制作方法
自铆接紧固件
1.相关申请的交叉引用
2.无
技术领域
3.本技术总体上涉及自附接紧固件,更具体地涉及铆螺母。
背景技术:
4.自附接紧固件用于许多行业,诸如例如汽车和电器行业,以将各种部件固定到金属面板。当铆螺母附接到金属面板时,螺钉或螺栓被螺纹连接到铆螺母中并拧紧到规定的扭矩值。在安装过程中,铆螺母必须具有足够的旋转阻力,以在插入和拧紧螺钉时防止铆螺母相对于金属面板旋转。在使用过程中,铆螺母必须具有足够的抗拉力,以防止在施加外力、诸如例如振动拉力或其他拉力、时将铆螺母从金属面板拉出。
5.铆螺母典型地包括中心导向部或冲头部,该中心导向部或冲头部至少部分地延伸到金属板或金属面板中的开口中。当铆螺母为自穿孔时,当将铆螺母连接到金属面板时,中心导向部与工具配合以在金属面板中形成开口。铆螺母通过在铆螺母和金属面板之间形成机械互锁的压模构件附接到金属面板。压模构件典型地使金属面板围绕开口变形到铆螺母的环形凹槽中,该环形凹槽围绕导向部和/或使铆螺母的导向部在金属面板上变形以夹住金属面板。
6.例如,美国专利第3,053,300号公开了具有中心导向部的铆螺母,该中心导向部延伸穿过金属面板中的预先形成的开口并且被折叠以支撑开口的周边。中心导向部的变形迫使金属面板与环形凹槽的波浪形表面一致,并在铆螺母和金属面板之间形成互锁。虽然这种铆螺母可能具有相对较高的拉出阻力,但是中心导向部的变形可以容易地使铆螺母的内螺纹扭曲。
7.在使导向部变形时消除内螺纹扭曲的一种方法是使金属面板而不是铆螺母的导向部变形以形成互锁。例如,美国专利第3,878,599号和第4,690,599号均公开了在凹槽的内壁或外壁上具有底切的铆螺母。金属面板的材料被迫进入底切,以改善铆螺母和金属面板之间形成的互锁。然而,对于相对较薄的金属面板,很少有材料被迫进入底切,从而导致拉出阻力相对较低。
8.增加这种类型的铆螺母的拉出阻力的一种方法是形成双底切凹槽。例如,美国专利第5,340,251号公开了铆螺母,该铆螺母在内壁和外壁中均具有底切以使得环形凹槽的截面为“鸠尾”形。金属面板被迫进入两个底切,以在铆螺母和金属面板之间形成改进的互锁。然而,金属面板填充两个底切所需的变形使用常规的成形技术很难获得,这导致了不一致的拉出阻力。
9.提高这种类型的铆螺母的推出阻力和扭出阻力的又一种方法是在环形表面上形成具有平面或平坦面的凸耳。例如,美国专利第6,220,804号公开了铆螺母,该铆螺母具有矩形截面形状的凸耳。凸耳优选地凹陷在铆螺母主体的外环形唇部的下方。金属面板塑性
变形到限定在凸耳之间的凹陷区域中,以提供改进的接头连接。在又一种方法中,凸耳设置有凹陷部以进一步增强铆螺母和金属面板之间的互锁。例如,美国专利第9,322,424号公开了铆螺母,该铆螺母具有带有中心凹陷部的凸耳。具体地,每个凸耳包括倾斜侧壁,该侧壁配置成在安装过程中将塑性变形金属面板引导到中心凹陷部中。
10.由于汽车行业的技术进步,制造商选择既能减轻成品的总重量又能提供相同或更高强度特性的材料是当前的趋势。具体地,由于处理工艺(例如,热处理)而具有增强的强度的新型轻质材料现在被用于制造金属面板以减少成品的重量。例如,常规金属面板的基底硬度小于或等于500mpa。新型金属面板制造成具有在500-2000mpa的范围内的基底硬度。上面提到的自铆接紧固件典型地不能很好地与这些新型金属面板配合使用。具体地,被选择用于制造常规金属面板的材料在塑性变形过程中具有高流速。也就是说,当塑性变形时,先前的材料将更容易伸长和延展,因此能够填充由上述凸耳产生的间隙/空腔。然而,新型轻质材料具有有限的伸长可用性。换而言之,新型金属面板不像常规金属面板那样容易塑性变形(即,流动)。因此,上述自铆接紧固件的构型不适于与由强度增强的轻质材料形成的新型金属面板成功附接和/或长期使用。
11.因此,本领域需要改进的铆螺母,该铆螺母可以可靠且一致地附接到由轻质材料形成的薄金属面板、具有足够的推出强度、足够的旋转阻力、并且内螺纹不会扭曲。此外,需要相对便宜生产且相对容易使用的铆螺母。
技术实现要素:
12.根据一个方面,提供了用于附接到可塑性变形的金属基底的自铆接(self-clinching)紧固件。自铆接紧固件包括具有中心轴线的主体部。主体部具有在中心轴线的方向上延伸的外周表面,以及在与中心轴线垂直的方向上延伸的环形表面。冲头部与中心轴线同轴并从主体部延伸,以使得环形表面围绕冲头部。冲头部具有在中心轴线的方向上延伸的外周表面。多个间隔开的凸耳围绕冲头部并从环形表面轴向向外突出。凸耳中的其中一个具有配置成接合金属基底的接触面。接触面相对于环形表面所在的假想水平面沿自铆接紧固件的径向向外方向下倾。
13.根据另一方面,提供了用于附接到可塑性变形的金属基底的自铆接紧固件。自铆接紧固件包括具有中心轴线的主体部。主体部具有在垂直于中心轴线的方向上延伸的环形表面。冲头部与主体部的中心轴线同轴并从主体部延伸,以使得环形表面围绕冲头部。冲头部包括在中心轴线的方向上延伸的外周表面。冲头部的外周表面具有圆柱形轮廓,并且包括围绕冲头部的多个间隔开的切口和围绕冲头部的多个间隔开的柱状部。柱状部中的每一个设置在相应的一对相邻间隔开的切口之间并将相应的一对相邻间隔开的切口间隔开。
14.根据又一方面,提供了用于附接到可塑性变形的金属基底的自铆接紧固件。自铆接紧固件包括具有中心轴线的主体部。主体部包括在中心轴线的方向上延伸的外周表面,和在垂直于中心轴线的方向上延伸的环形表面。冲头部与中心轴线同轴并从主体部延伸,以使得环形表面围绕冲头部。冲头部具有在中心轴线的方向上延伸的外周表面。冲头部的外周表面具有圆柱形轮廓,并且包括围绕冲头部的多个间隔开的切口和围绕冲头部的多个间隔开的柱状部。柱状部中的每一个设置在相应的一对相邻间隔开的切口之间并将相应的一对相邻间隔开的切口间隔开。自铆接紧固件还包括多个间隔开的凸耳,这些凸耳围绕冲
头部并从环形表面轴向向外突出。每个凸耳与多个切口中的相应一个径向对齐。凸耳中的其中一个包括配置成接合金属基底的接触面。接触面相对于环形表面所在的假想水平面沿自铆接紧固件的径向向外方向下倾。
附图说明
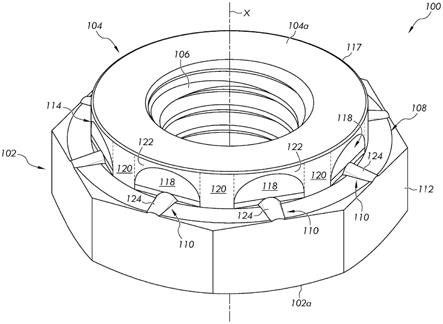
15.图1是铆螺母的透视图;
16.图2是图1中描绘的铆螺母的俯视图;
17.图3是沿图2中的3-3线截取的截面图;
18.图4是图3中描绘的细节区域“4”的放大图;
19.图5是图3中描绘的细节区域“5”的放大图;
20.图6a是现有技术的铆螺母的透视图;
21.图6b是图6a中描绘的现有技术的铆螺母的俯视图;
22.图6c是沿图6b中的6c-6c线截取的截面图;
23.图7a是图1中所示的铆螺母的另一透视图;
24.图7b是图7a中描绘的铆螺母的俯视图;
25.图7c是沿图7b中的7c-7c线截取的截面图;以及
26.图8是包括如图1所示的铆钉安装部的螺柱的透视图。
具体实施方式
27.现在参考附图,图1描绘了用于附接到可塑性变形的金属板或面板的紧固件100或螺母。紧固件100可以是自铆接紧固件,其在安装到金属面板的过程中,铆接并附接到形成在金属面板中的预制孔。优选地,紧固件100是自穿孔和自铆接紧固件,其在安装过程中既刺穿金属面板中的孔又将自身铆接至金属面板。需要说明的是,虽然图示的实施方式是螺母,但是其他的自穿孔和自铆接紧固件,诸如例如自穿孔和/或自铆接螺柱(如图8所描绘并将在下文简要讨论的)都在本发明的范围内。为简洁起见,以下描述的大部分将针对自铆接和自穿孔螺母进行。应理解的是,本公开内容同样适用于自穿孔和/或自铆接螺柱。
28.紧固件100具有主体部102和从主体部102的一端延伸的导向部或冲头部104。螺纹孔或内孔106轴向延伸穿过主体部102和冲头部104。此外,主体部102和冲头部104与中心轴线“x”同轴。在将紧固件100安装到可塑性变形的金属基底上之后,配合的螺纹紧固件(例如,螺栓、螺钉等)可以插入螺纹内孔106中以附接到螺纹内孔106。在紧固件为自穿孔和自铆接螺柱的情况下,冲头部104可以是实心的并且不包含通孔;相反,带螺纹或无螺纹的螺柱可以从主体部102的相反侧(即,从紧固件100的底部或第一端表面102a)向外延伸。优选地,这种螺柱位于中心位置并与中心轴线“x”同轴。根据需要,螺柱可以垂直于第一端表面102a,或者可以相对于中心轴线“x”成一角度定位。
29.参考图1至图3,主体部102延伸到紧固件100的底部或第一端表面102a,该底部或第一端表面102a对应于紧固件100的一个轴向末端。紧固件100的第一端表面102a显示为基本上垂直于中心轴线“x”。然而,第一端表面102a可以具有其他几何构型;例如,第一端表面102a可以被倒角。具体地,第一端表面102a可以相对于中心轴线“x”倾斜或下倾。换而言之,第一端表面102a可以具有相对于紧固件100的安装方向径向向内逐渐聚集或径向向外发散
的圆周面。如进一步所示的,冲头部104延伸到紧固件100的顶部或第二端表面104a,该顶部或第二端表面104a对应于紧固件100的另一个轴向末端。紧固件100的第二端表面104a同样被描绘为基本上垂直于中心轴线“x”,然而,第二端表面104a可替代地被倒角,如上文关于第一端表面102a所述的。
30.冲头部104在径向上小于主体部102,使得主体部102包括围绕冲头部104的大致环形表面108。换而言之,冲头部104在中心轴线“x”的方向上从主体部102延伸,并且定位成使得环形表面108围绕冲头部104。环形表面108在垂直于中心轴线的方向上延伸(即,在紧固件100的径向方向“r”上延伸,见图2)并且配置成接合紧固件100要附接到的金属面板。
31.如进一步所示的,紧固件100包括共同地围绕冲头部104的间隔开的多个凸耳110。每个凸耳110在与紧固件100的第一端表面102a相反的方向上从环形表面108轴向向外突出。在如图所示的一种实施方式中,多个凸耳110彼此等距地间隔开,并且都具有相同的构型。可替代地,多个凸耳110可以围绕冲头部104不等距地彼此间隔开,和/或可以具有不同的构型。
32.关于图1和图3,主体部102和冲头部104分别包括沿中心轴线“x”的方向延伸的外周表面112、114。在一种实施方式中,主体部102的外周表面112为平面且平行于中心轴线“x”以提供具有平坦侧面的多边形形状,这种平坦侧面可容易地被机床使用。可替代地,主体部102的外周表面112可以弯曲成凸形或凹形和/或相对于中心轴线“x”不平行。在所示的示例中,主体部102的外周表面112为多边形且由多个面形成。具体地,多个面都具有相同的尺寸(即高度和宽度),以使得主体部102的外周表面112由八个面形成,如图2所示。可替代地,总共4至12个面可以形成主体部102的外周表面112。还要说明的是,主体部102的外周表面112不必是多边形,可以具有其他几何构型(例如,圆柱形)。主体部102的高度(即,轴向尺寸)和宽度(即,径向尺寸)被选择为在螺纹内孔106和配合的外螺纹构件(例如,螺栓)之间提供足够的螺纹接合,以使得配合的外螺纹构件可以与螺纹内孔106一致地接合并且从螺纹内孔106脱离,而不会剥离螺纹。在紧固件100具有自铆接螺柱的情况下,同样可以选择主体部102的高度和宽度以为螺柱和任何预期的配合紧固件提供足够的强度。
33.参考图2和图4,图4是图3中描绘的紧固件100的围绕区域的放大细节图,环形表面108位于假想水平面“p”上。具体地,假想水平面“p”配置成使得中心轴线“x”与其正交。此外,环形表面108包括第一环形面108a和第二环形面108b。第一环形面108a被第二环形面108b围绕(即,第一环形面108a定位成比第二环形面108b径向更靠近冲头部104)。
34.第二环形面108b的(相对于中心轴线“x”的)外半径在环形表面108的周缘116处与主体部102的外周表面112相交(即,连结)。第二环形面108b的(相对于中心轴线“x”的)内半径与第一环形面108a的(相对于中心轴线“x”的)外半径相交,第一环形面108a的(相对于中心轴线“x”的)内半径与冲头部104的外周表面114相交(即,连结)。
35.特别地,第二环形面108b可以位于假想水平面“p”上并且第一环形面108a可以相对于假想水平面“p”成角度。具体地,第一环形面108a可以是相对于假想水平面“p”的凸形。即,第一环形面108a相对于假想水平面“p”在紧固件100的径向向内方向上倾斜。第一环形面108a相对于假想水平面具有在2
°‑
10
°
范围内的凸角θ(即,相对于假想水平面“p”小于180
°
的角度),并且,如图4所示,优选地具有5
°
的凸角θ。
36.该凸角θ提供了如下技术优势:产生了金属面板在附接过程中可以接合的合适表
面。具体地,常规的紧固件具有设置在环形表面和假想水平面之间的凹角。这种构型对于先前配置的金属面板是可接受的。然而,如上所述,金属面板现在由新型轻质材料(例如铝、钢等)制造,这些材料被增强(例如,热处理)以提供改进的强度特性。虽然这些新型金属面板更薄、更轻并且更坚固,但是这种金属面板的相对较硬的基底在安装过程中允许较少的材料伸长。换而言之,基底(即,金属面板)在紧固件安装过程中不易流动(即,塑性变形),从而导致在冲头部和/或环形表面,与配合基底(即,金属面板)之间形成间隙(即,空位)。这些间隙或空隙降低了紧固件和金属面板之间的附接强度,最终产生它们之间的不令人满意的接头连接。本文讨论的紧固件100构型,具体地是上述凸角的构型,大大减少甚至消除了在紧固件100和金属面板之间形成的潜在空隙。换而言之,基底不再需要流入经由环形表面和冲头部的外周缘之间的角度形成的底切区域。
37.返回图1,冲头部104的外周表面114在主体部102的环形表面108与冲头部104的远端周缘117(即,冲头部104的第二端表面104a和外周表面114连结的边缘)之间沿中心轴线“x”的方向延伸。此外,冲头部104的外周表面114具有圆柱形轮廓。换而言之,冲头部104的外周表面114优选地具有弧形拐角,这些弧形拐角共同形成圆形表面。换而言之,外周表面114优选地不具有延伸超过假想圆周平面“c”(如图5所示)的锐利边缘,该假想圆周平面“c”界定(即,围绕)冲头部104的外周表面114。
38.冲头部104的具有没有锐利边缘的圆柱形轮廓的外周表面114,极大地减少甚至消除了在安装过程中在紧固件100和/或金属面板中形成缺陷(例如,裂纹)的可能性。如上所述,因为金属面板现在由相对更坚固、更硬的材料(例如,热成形钢)制造,所以在安装过程中基底不容易流动(即,塑性变形)。因此,冲头部104的外周表面114上的锐利边缘或尖头边缘由于安装过程中施加在锐利边缘或尖头边缘上的力而易于破裂。因此,本文所述的紧固件100在冲头部104的外周表面114上没有锐利边缘或尖头边缘,消除了上述问题并且不太可能产生有缺陷的成品。
39.如图所示,多个间隔开的切口118形成在冲头部104的外周表面114中并且布置为共同围绕冲头部104。在一种实施方式中,多个切口118彼此等距地间隔开,并且都具有相同的构型。具体地,每个切口118相对于冲头部104的外周表面114具有凹面。可替代地,多个切口118可以具有变化的间距和/或构型,诸如其中只有一个切口118具有凹面。
40.冲头部104的外周表面114还包括多个间隔开的柱状部120,如在图1中以虚线表示,其中,每个柱状部120被定义为冲头部104的圆柱形轮廓外周表面114的在一对相邻间隔的切口118之间的区域。多个间隔开的柱状部120共同围绕冲头部104,并且每个柱状部120从环形表面108延伸至冲头部104的外周表面114的远端周缘117。具体地,每个柱状部120设置在相应的一对相邻间隔开的切口118之间并间隔开该相应的一对相邻间隔开的切口118。
41.如上所述,在一种实施方式中,多个切口118显示为等距地彼此间隔开。具体地,多个柱状部120在多个切口118之间提供相等的间距。如此,多个柱状部120同样等距地彼此间隔开。还如上所述,冲头部104的外周表面114具有没有锐利边缘的圆柱形轮廓;这是柱状部120设置在相应的一对相邻间隔开的切口118之间并将其间隔开的结果。换而言之,如果一对切口118彼此直接相邻设置,在它们之间没有任何部件,那么在这对相邻的切口118之间将不存在具有圆柱形轮廓的表面,从而导致形成锐利边缘。
42.更进一步地,在一种实施方式中,冲头部104的外周表面114包括多个桥接部122,
这些桥接部122彼此间隔开并且共同围绕冲头部104。具体地,每个桥接部122被定义为冲头部104的圆柱形轮廓外周表面114的设置在一对相邻间隔的柱状部120之间的区域。此外,每个桥接部122轴向定位在冲头部104的外周表面114的远端周缘117和由一对相邻间隔的柱状部120界定的切口118之间。以此方式,每个桥接部122连接相应的一对相邻间隔开的柱状部120。
43.转到图5,凸耳110的其中一个具有带有圆形轮廓的接触面124(如图1所示)。换而言之,接触面124相对于在紧固件100的径向方向“r”上延伸的假想轴线是弯曲的(即,在横向上从一侧到另一侧呈圆形)。优选地,接触面124的(相对于假想水平面“p”的)相对最高点在接触面124的中点,尽管其他几何形状是可预期的。在一种实施方式中,接触面124配置成接合紧固件100要附接到的金属面板,并且相对于假想水平面“p”沿紧固件100的径向向外方向下倾。如所描绘的实施方式中所示的,接触面相对于假想水平面“p”在紧固件100的径向向外方向上以连续方式下倾。这种特定的构型(即,接触面124在径向向外方向上连续下倾)为金属面板产生了令人满意的配合表面。换而言之,如上所述,因为基底(即金属面板)在安装过程中不容易流动(即塑性变形),所以重要的是在紧固件上提供不需要基底流入空腔和/或空隙的配合表面。因此,本文所述的紧固件100的接触面124允许基底在安装过程中有效地流动并与环形表面108配合。而且,接触面124的构型(即,接触面124的空间取向并具有圆形轮廓)消除了凸耳110在安装过程中变形的可能性。
44.接触面124具有第一端部124a和第二端部124b。第一端部124a邻近冲头部104的外周表面114定位,而第二端部124b从冲头部104的外周表面114径向向外定位。优选地,第一端部124a与冲头部104的外周表面114形成在一起,而第二端部124b位于环形表面108的周缘116处并且可能与主体部102的外周表面112共同终止。
45.如上所述,在一种实施方式中,接触面124相对于假想水平面“p”在紧固件100的径向向外方向上连续下倾。这是由于接触面124的表面在第一端部124a处在与假想水平面“p”正交的方向上与假想水平面“p”间隔第一距离d1,并且其中,第一距离d1大于接触面124和假想水平面“p”之间在与假想水平面“p”正交的方向上所取的任何其他距离(例如,d2或d3)。如进一步所示,接触面124与冲头部104的外周表面114之间的角度α为钝角(即,该角度大于90
°
且小于180
°
)。
46.在一种实施方式中,多个凸耳110中的每一个可以具有相同的构型,如图1所示。如进一步所示,每个凸耳110与切口118中的其中一个径向对齐。以此方式,每个凸耳110的第一端部124a和与所述凸耳110径向对齐的切口118形成在一起。而且,径向对齐的凸耳110和切口118的总数可以取决于主体部102的外周表面112的面的总数并且每个凸耳110和切口118都可以与主体部102的外周表面112径向对齐。换而言之,例如,在图1和图2中,紧固件100包括共同构成主体部102的外周表面112的总共八个面。以此方式,紧固件100还包括总共八个凸耳110和切口118,每个凸耳110与切口118与组成主体部102的外周表面112的八个面中的相应一个径向对齐。可替代地,凸耳110的总数可以不同于切口118的总数和/或主体部102的外周表面112的面的总数。而且,凸耳110、切口118和/或主体部102的外周表面112的面不需要径向对齐。例如,一个凸耳110可以与形成在主体部102的外周表面112的一对相邻面之间的边缘径向对齐。
47.上述紧固件100的所有部件,特别是主体部102、冲头部104和(一个或多个)凸耳
110,相对于彼此一体地形成。换而言之,主体部102、冲头部104和(一个或多个)凸耳110都由相同的原材料形成。例如,紧固件100可以由处理过的钢制造,特别是由10b21钢制造。然而,材料的选择不限于10b21钢,也可以使用其他合适的材料。此外,优选地,紧固件100的材料具有比其要附接的金属面板的硬度更高的硬度。在紧固件是自铆接螺柱的情况下,螺柱同样将由相同的材料一体地形成。
48.参考图6a至图6c以及图7a至图7c,现在将比较类似于美国专利第6,220,804号和第9,322,424号中讨论的常规紧固件100’(图6a至图6c所描绘的)和上面参考图1至图5所讨论的新型紧固件100(图7a至图7c所描绘的)。
49.如图6a所示,常规紧固件100’的冲头部104’具有带有锐利轮廓的外周表面114’。换而言之,形成在外周表面114’上的切口118’(或底切部)设置成彼此直接相邻,以使得每个切口118’的横向端部与相邻布置的切口118’的相应横向端部接合(即,连结)。由于这种构型,形成了锐利的边缘。这种构型有利于将常规紧固件100’安装到常规金属面板(即,由较低抗拉等级的材料制成的金属面板)中,因为这些金属面板更具延展性并且可以围绕锐利边缘流动(即塑性变形),而不会导致完成的接头连接处断裂或破裂。然而,如上所述,常规紧固件100’不适于与由强度增强的轻质材料形成的新型金属面板成功附接和/或长期使用。
50.相比之下,参考图7a,新型紧固件100的冲头部104的外周表面114具有圆形轮廓。换而言之,上面提到的关于常规紧固件100’的锐利边缘已经被去除(即由于柱状部120间隔开一对相邻间隔开的切口118)。这使得新型紧固件100的冲头部104的平坦表面减少了20%。如上所述,这种构型允许新型金属面板(即,该新型金属面板具有有限的伸长可用性)的基底以在基底和紧固件100之间提供成功接头连接的方式接触和接合紧固件100。
51.返回图6a和图6c,常规紧固件100’包括具有最适合常规金属面板的轮廓的凸耳110’。换而言之,凸耳110’中的每一个具有锐利边缘和凹形(例如,槽形)的接触表面124’,以便导引基底(即,在塑性变形期间)朝向接触表面124’的中心凹陷区域并且朝向冲头部104’的基部流动。如上所述,这种构型在新型轻质金属面板上表现不佳。具体地,在安装过程中,凸耳110’有变形和/或不能刺穿配合基底的趋势。
52.参考图7a和图7c,新型紧固件100的凸耳110相对于常规紧固件100’的凸耳是颠倒的。换而言之,凸耳110中的每一个都具有接触面124,该接触面124具有高于接触表面的任何其他部分的第一端部124a(该第一端部124a邻近冲头部104的外周表面114设置)。以此方式,每个凸耳110(即,在塑性变形期间)在相对于中心轴线“x”径向向外的方向上引导基底的流动。而且,每个凸耳110具有圆形轮廓(即,常规紧固件100’的锐利的拐角/边缘已被去除)。此外,相对于常规紧固件100’的凸耳110’,每个凸耳110的总体积(即,高度、宽度和长度)已经减少了80%。这些变化显着降低和/或消除了安装过程中凸耳110变形的可能性。
53.现转到图6b,常规紧固件100’的第二端表面104a’具有距离d4’
。换而言之,距离d4’
是远端周缘117’处的第二端表面104a’的半径与内周缘处的第二端表面104a’的半径之间的差。相比之下,(以上讨论的)新型紧固件100的第二端表面104a具有相对较大的距离d4。常规紧固件100’的相对较小的距离d4’
对于在常规金属面板(即,由较低抗拉材料制造的那些金属面板)中产生较小的刺穿载荷是最佳的。然而,这样的构型不提供成功刺穿新型金属面板(即,具有更高强度特性的那些金属面板)的柱强度。进一步比较,新型紧固件100的第
二端表面104a(即在远端周缘117处截取)的直径比常规紧固件100’的直径增加了18%,并且第二端表面104a的距离d4相对于常规紧固件100’的距离在总面积增加了35%。这些变化为新型紧固件100提供了成功刺穿新型金属面板所需的柱强度。
54.参考图6c,常规紧固件100’的环形表面108’相对于假想水平面具有(例如,在5
°‑
15
°
之间的)凹角。该凹角影响(即,引导)常规金属面板的基底(在安装过程中)流向冲头部104’的基部以与冲头部104’的基部接合。这允许常规紧固件100’具有更大的刺穿应用厚度范围。然而,当将常规紧固件100’安装在新型金属面板中时,该凹角会导致在冲头部104’和主体部102’交界处的区域处形成变形和裂纹。相比之下,如上文关于图4所述的,环形表面108的第一环形面108a相对于假想水平面的凸角θ可以在2
°
~10
°
的范围内,优选可以为5
°
。该凸角θ促进新型金属面板的配合材料和新型紧固件100之间的充分接合,以实现最佳的接头强度特性。
55.最后,参考图6a和图6c,常规紧固件100’的每个切口118’包括相对大的底切。换而言之,每个切口118’从切口118’的顶部到底部逐渐径向向内倾斜。这为基底在安装过程中的流入创造了相对大的空腔,从而在常规金属面板中产生更高的推出和扭出性能。相比之下,新型紧固件100的冲头部104上的切口118的倒锥度已经减小。具体而言,新型紧固件100的切口118的倒锥度相对于常规紧固件100’的倒锥度减少了25%。
56.新型紧固件100(相对于常规紧固件100’)的上述变化在安装到新型金属面板上后允许更大的扭出性能。具体地,参考表1(如下所示),常规紧固件100和新型紧固件100都安装到新型轻质金属面板,并进行测试以确定各自的扭出规格。测试期间使用的金属面板的基底硬度约为780mpa。如图所示,常规紧固件100’的平均扭出规格为69.8ft/lbs(94.6nm),而新型紧固件100的平均扭出规格相对更大,为89.6ft/lbs(121.5nm)。扭出规格的这种增加是对新型紧固件100相对于常规紧固件100’进行的上述改变的结果。
57.表格1
[0058][0059][0060]
此外,关于成功地附接到新型轻质金属面板和达到可接受的扭出规格,常规的紧固件100’不能满足当前工业标准。使用自铆接和自穿孔紧固件的知名消费者在自铆接和自穿孔紧固件的产品中普遍认同的是,对于具有超过1mm且最大为4mm的厚度且具有m12的螺纹尺寸的材料,平均-3标准偏差(“平均-3sd”)大约为90nm。如表1所示,常规紧固件100’的平均-3sd为78.6nm,这远低于公认的工业标准。相比之下,新型紧固件100的平均-3sd为99.8nm,这达到并超过公认的工业标准。因此,新型紧固件100(相对于常规紧固件100’)的上述变化不仅导致性能改进,而且满足普遍公认的工业标准;这是常规紧固件100’无法做到的。
[0061]
另外,如上面简要提到的且参考图8,紧固件100可以是自穿孔和/或自铆接螺柱。在这种构型中,紧固件100包括主体部102和冲头部104。柄126从紧固件100的第二端表面104a沿中心轴线“x”向外延伸。在其他示例中,柄126可以从紧固件100的第一端表面102a沿中心轴线“x”向外延伸。如图所示,柄126的至少一部分可以带有螺纹。可替代地,柄126可以
没有螺纹。
[0062]
已经参考上述示例实施方式描述了本发明。其他人在阅读和理解本说明书后会想到修改和改变。结合本发明的一个或多个方面的示例实施方式旨在包括所有此类修改和改变,只要它们落入所附权利要求的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1