由塑料制成的快速连接器的制作方法
1.快速连接器或卡扣式连接器被广泛地用于实现凸形部件(例如管套、插口或接头)与凹形部件(尤其是流体输送系统的块状部件内的孔部)之间的便捷连接。传统上,这种连接器是由金属制成的。它们可能具有螺纹部分和套管部分,所述螺纹部分将被拧入到凹形部件中,所述套管部分在螺纹部分被拧入到凹形部件中之后从凹形部件延伸,并且具有轭簧形式的弹性构件,该弹性构件沿径向施加弹簧力,以与凸形部件的凹部卡扣接合。
背景技术:
2.传统连接器的缺点在于它们的重量较大和生产成本较高,因为它们主要是由金属制成的。此外,它们具有相当长的轴向延伸长度,并有两个潜在的泄漏位置。在螺纹部分处,在第一o型圈形成连接器与凹形部件之间的密封的位置存在第一个泄漏位置;在套管部分的内周缘中,在第二o型圈形成连接器与凸形部件之间的密封的位置存在第二泄漏位置。
3.us 2015/0145240 a1说明了一种快速连接器,其中去除了螺纹部分,并且该连接器不是螺纹连接的,而是以不可拆卸的方式被敲弯、铆接或型锻到凹形部件上。虽然这种常规方案不需要第一o型圈来形成连接器与凹形部件之间的密封,但是它的一个缺点是快速连接器被永久连接到凹形部件上。此外,在将快速连接器永久地连接到凹形部件上时,快速连接器仍然从凹形部件的外表面突出,这对于节省空间的连接器方案来说是不希望有的,尤其是在电动汽车系统中所需的电池冷却等领域中。
4.ep 1 104 530 b1和ep 1 682 810 b1公开了由塑料制成的常规快速连接器。这些连接器具有径向向内突出的第一舌部和径向向外突出的第二舌部,所述第一舌部用于与凸形部件卡扣接合,所述第二舌部用于与凹形部件卡扣接合。但是,这些常规连接器的结构形式较复杂并且易于损坏,因为第一舌部和第二舌部被连接器侧壁处的材料的径向切口包围,它们仅通过很小的轴向腹板连接至所述连接器侧壁。此外,第一舌部和第二舌部设置在连接器的轴向间隔开的部分处,使得连接器具有相当长的轴向延伸长度,并且从凹形部件的外表面突出。
技术实现要素:
5.本发明的目的是降低连接器的重量和成本,简化其构造形式,缩短其轴向长度,并减少潜在的泄漏位置的数量。
6.此目的是通过在权利要求1中限定的连接器实现的。从属权利要求涉及优选实施例,并且还提出了一种连接系统,该连接系统包括连接器和待相互连接的凸形部件和凹形部件。
7.根据本发明,所述快速连接器包括管状保持装置,该管状保持装置将被设置在凹形部件的嘴部内,并且包括用于与凹形部件和凸形部件卡扣接合的第一和第二挠曲构件。与由塑料制成的快速连接器的常规方案不同的是,本发明的保持装置具有设置在周向间隔开的部分处的第一和第二挠曲构件。这简化了快速连接器的结构形式,并允许最大限度地
减小其轴向尺寸。
8.根据本发明的一个优选实施例,设有多个用于与凸形部件卡扣接合的第一挠曲构件和多个用于与凹形部件卡扣接合的第二挠曲构件。在交替布置的第一和第二挠曲构件之间形成轴向狭缝,以提高它们的弹性变形能力。优选所述保持装置由基于聚合物的塑料材料制成。特别优选的是,通过使用可模制的塑料材料进行注射成型等方式将保持装置形成为一体的结构体。由此所述连接器的生产成本和耐用性达到了最有竞争力的值。
9.在所述的优选实施例中,所述管状保持装置具有环形底部,所述第一和第二挠曲构件从该底部沿轴向突出,所述轴向狭缝位于它们之间。第一挠曲构件具有第一环段,第一舌部从该第一环段径向向内突出。同样,第二挠曲构件具有第二环段,第二舌部从该第二环段径向向外突出。所述第一和第二舌部也可具有环段的总体形状,并且所述保持装置的总体形状可具有n重对称性,n是整数,其中,在最优选的实施例中,n=2。
10.所述密封装置优选是o型圈、x形密封件或唇形密封件,它在凹形部件的嘴部内在轴向上位于保持装置的前面。所述密封位置在轴向上不与保持装置重叠,从而在所述快速连接器处于其锁定状态时,所述密封装置能够与凸形部件接触并与凹形部件接触。由此单个密封位置对于凸形部件与凹形部件之间的结合就足够了,因而仅有单个潜在的泄漏位置。
11.本发明优选还包括用于在凸形部件的最终锁定附接之前将保持装置和密封装置保持在其状态下的塞件。所述保持装置和所述密封装置被接收在塞件的轴部,该轴部的外径小于塞件的握持部分的外径。所述塞件用作凸形部件的占位装置,并且在连接器的制造和交付期间以及在随后在流体连接系统(尤其是在汽车行业中)内组装连接器期间有助于快速且安全地操作连接器。
12.所述轴部优选具有用于逐渐拉伸第一挠曲构件的锥形段和/或用于接收第一舌部的凹槽段。第二挠曲构件适于与凹形部件接合,以将连接器保持在其锁定和密封状态,直到塞件被凸形部件替换。凹槽段的直径小于塞件的周向相邻部分的直径,因此允许第一挠曲构件因其弹性而沿径向收缩,从而与塞件接合。这种状态对于安全运输或安装前的压力测试非常有用。
13.为了释放塞件,可使塞件围绕其纵向轴线转动,使得第一挠曲构件不再与塞件的凹槽段接合。在此状态下,可将塞件从被保持在与凹形部件接合的状态的连接器中取出,从而可使用凸形部件替换塞件。总而言之,塞件允许在第一旋转位置以完全密封的状态封闭凹形部件的嘴部,并且在塞件被凸形部件替换时,可在第二旋转位置释放塞件。
14.在塞件被流体连接系统的凸形部件(优选是插口)替换时,第一挠曲构件再次被凸形部件以与塞件类似的方式沿径向拉伸,从而使连接器处于其完全锁定状态。凹形部件具有形成在其嘴部的内周上的凹槽。该凹槽可具有环形或任何其它适当的形状。它具有比嘴部的轴向相邻部分更大的内径,使得第二挠曲构件的第二舌部在因凸形部件的插入而被克服其弹性复位力拉伸时能够锁定在该凹槽中。
附图说明
15.下面将参照附图解释本发明及其实施例的细节。在附图中:
16.图1a是本发明的一个实施例的管状保持装置的透视图;
17.图1b是图1a的保持装置的俯视图;
18.图1c是图1a的保持装置的侧视图;
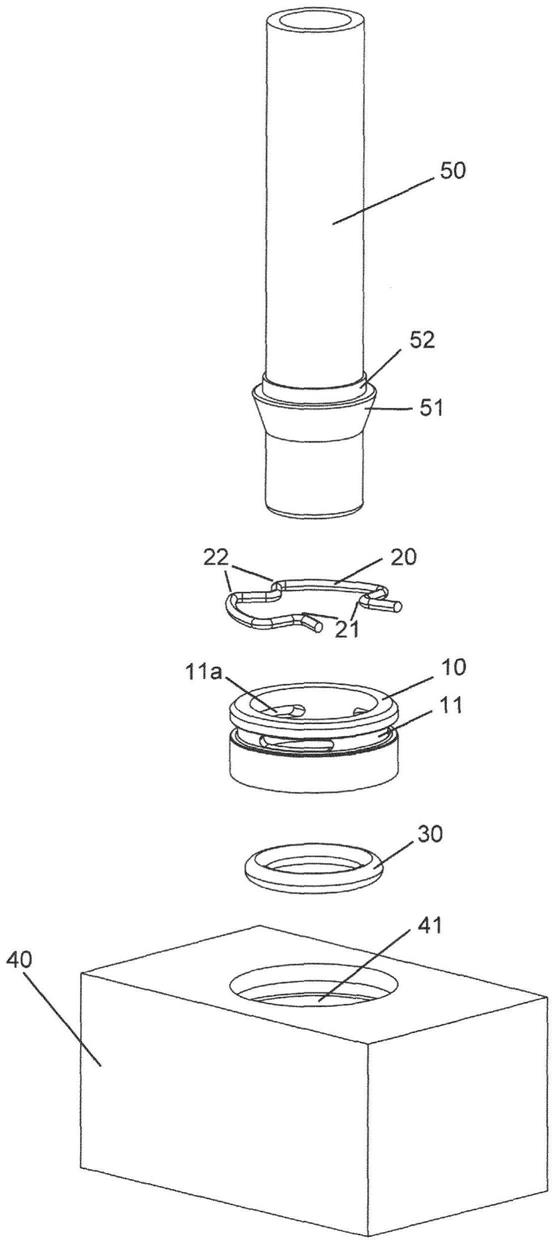
19.图2a是本发明的实施例的流体连接系统的快速连接器和凹形部件处于非连接状态时的分解透视图;
20.图2b是图2a的流体连接系统部件的横截面图;
21.图3a是本发明的实施例的设置在流体连接系统的凹形部分内的快速连接器的透视图;
22.图3b是图3a的流体连接系统部件的横截面图;
23.图4a是本发明的实施例的流体连接系统处于非连接状态时的透视图;
24.图4b是图4a的流体连接系统的横截面图;
25.图5a是本发明的实施例的流体连接系统处于连接状态时的透视图;
26.图5b是图5a的流体连接系统的横截面图;
27.图6a是本发明的实施例的将与设置在流体连接系统的凹形部分内的快速连接器连接的塞件的透视图;
28.图6b是图6a的流体连接系统部件的横截面图;
29.图7a是本发明的实施例的与设置在流体连接系统的凹形部分内的快速连接器连接的塞件的透视图;和
30.图7b是图7a的流体连接系统部件的横截面图。
具体实施方式
31.图1a以透视侧视图示出了保持装置10。所示的保持装置10是由塑料材料制成的,更具体地说,是由基于聚合物的塑料材料制成的,进一步具体地说,是通过注射成型或类似方法作为一个整体获得的。保持装置10具有环形底部11,该底部11具有圆柱形外表面和锥形漏斗状内表面,这在下面的图2b中能最佳地看出。第一和第二挠曲构件12、22从环形底部11沿轴向突出。第一和第二挠曲构件12、22交替布置,在每对第一和第二挠曲构件12、22之间设有轴向狭缝15。由于狭缝15和塑料材料的一般特性,第一和第二挠曲构件12、22在径向上具有一定的弹性变形能力,即,它们能在垂直于管状保持装置10的轴向的径向上柔性变形到一定程度。
32.如图1b和1c中更详细所示,两个第一挠曲构件12之中的每一个均具有第一环段13和从第一环段13沿径向向内突出的第一舌部。第一舌部14本身也具有环段的形状。类似地,两个第二挠曲构件22分别具有第二环段23和从第二环段23径向向外突出的第二舌部24。在所示的具有两个第一和两个第二挠曲构件12、22的实施例中,管状保持装置10具有双重旋转对称性,并且每个环段大致具有大约四分之一环的形状。但是,具有不止两个第一和第二挠曲构件或者甚至仅具有一个第一挠曲构件和一个第二挠曲构件的解决方案是也可能的,并且会导致不同类型的大致n重旋转对称。
33.在图2a的透视分解图中,保持装置10被示为处于其组装前状态,它靠近密封装置30并且在形成为块的凹形部件40的前面。出于说明的目的,在图2a和2b中,保持装置10和密封装置30被示为处于组装前位置。在图3a和3b中示出了它们的组装后位置。图2b-7b中的每个横截面图都是沿着两个轴向狭缝15截取的。
34.在图2a-7a所示的流体连接系统的透视图中,凹形部件40形成为块中的孔。虽然常规的流体连接系统在孔中设有内螺纹以与连接器的螺纹部分接合,但是凹形部件40的嘴部41适于完全接收没有这种螺纹部分的连接器并与之接合。图4和图5中的插口50的插入方向在图中向下延伸,在下文中该方向被指定为向前方向。相反的方向被指定为向后方向。
35.凹形部件40具有嘴部41,该嘴部41的直径刚好足以依次接收密封装置和环形底部11。但是,嘴部41的直径小于第二挠曲构件22的第二舌部24的外径。通过沿向下方向将保持装置10推入嘴部41中,第二挠曲构件22会径向向内弹性变形,使得它们的外径变得足够小以进入嘴部41。一旦第二舌部24到达在轴向上远离嘴部41的外表面形成的环形槽42的轴向位置,第二舌部24就会松弛到它们的初始状态,并与凹形部件40的槽42卡扣接合。
36.由此,获得了图3a和3b所示的连接状态,其中密封装置30和保持装置10达到锁定状态,并且保持装置10通过第二舌部24与环形槽42之间的卡扣相互作用与凹形部件40接合。从图3a和3b能够看出,保持装置10不从凹形部件40轴向伸出,而是完全接收在其嘴部41内。这对于在保持装置10处于这种预锁定状态下加工和输送凹形部件40是特别有利的。此外,由于其锁定的轴向定位,保持装置10阻止密封装置30从嘴部41中掉出。密封装置30位于凹形部件40的台阶部分43。台阶43在凹形部件40的向下方向上具有比轴向相邻部分44更大的直径,使得密封装置30也不能进一步向内移动到凹形部件40中。
37.作为密封装置的o型圈30位于形成在嘴部41的前端处的环形台阶43处(参见图3b)。o型圈30和连接器的其它部件在图2a和2b中被示为在轴向上远离嘴部41,而作为凸形部件的插口50在图4a和4b中被示为在轴向上从嘴部41更向后隔开。为了形成如图3和图5所示的流体连接系统的完全连接状态,首先将密封装置30置于如图3所示的凹形部件40的台阶43处的嘴部41内,然后将环形保持装置10沿轴向向后置于邻近密封装置30的位置。当连接器被插入到嘴部41中时,连接器已经进入预锁定的接合状态。这是因为保持装置10的第二挠曲构件22在进入嘴部41时会受到一些压缩,并且其第二舌部24随后会卡入到凹形部件40的环形槽42中。由此,第二挠曲构件22防止保持装置10和密封装置30在运输等过程中从嘴部41掉出。
38.最后,如图4和图5所示,推动凸形部件50穿过保持装置10和密封装置30,直到径向向内突出的第一挠曲构件12的第一舌部14与凸形部件50形成卡扣接合。管状凸形部件50在其最前部具有标准外径,该外径在锥形部分51中逐渐增大,该锥形部分51被布置成在凸形部件50被推动穿过保持装置10时逐渐拉伸第二挠曲构件20。在锥形部分51的后面有加厚部分52,该加厚部分52具有足够大的外径,以将第二挠曲构件22(更具体地说是两个第二舌部22)在环形槽42内保持在锁定状态。更具体地说,两个第一挠曲构件12首先被锥形部分51拉伸,然后两个第一舌部14在锥形部分51的后面停靠在加厚部分52上。形成在锥形部分51后端处的棘齿抵靠第一挠曲构件12的第一舌部14,使得凸形部分50保持锁定在连接器内,并且不能再向后移动。
39.图5示出了处于锁定状态的流体连接系统。如前文所述,凹形部件40形成为块中的孔。该孔具有标准直径部分44,该标准直径部分44稍大于凸形部件50的前部的外径。在标准直径部分44的后面有内径大于标准直径部分44的嘴部41。嘴部41具有用于接收密封装置30的台阶43和直径大于台阶43的直径的部分,保持装置10会被接收在该部分43中,从而保持装置10不会从凹形部件40轴向向外突出。嘴部41还具有环形槽42,该环形槽42的直径大于
嘴部41的相邻后面部分的直径,从而在两个第二挠曲部件22被管状凸形部件50置入其锁定状态时,这两个第二挠曲构件22能够突出到环形槽42中。
40.通过比较图4b和5b的截面图中的密封装置能够看出,在凸形部件50被推动穿过保持装置10和密封装置30进入图5a和5b所示的完全锁定位置时,密封装置30扩张。由此流体连接系统达到凸形部件50完全密封凹形部件40的状态。这是由于凸形部件50的最前部的外径稍大于密封装置30的内径,因而在凸形部件50的最前部被推动穿过密封装置30时,密封装置30不得不径向扩张。
41.在插入凸形部件50之前,连接器通常被塞件60保持在预锁定状态。从图6的横截面图能最佳地看到,塞件60的轴部61具有与凸形部件50的外径一致的标准外径,塞件60用作凸形部件50的占位装置。此外,锥形段62基本上与凸形部件50的锥形部分51对应,并且用于在塞件60被推动穿过保持装置10和密封装置30时拉伸第二挠曲构件20。
42.塞件60还具有止挡脊65,该止挡脊65沿轴向延伸,并为塞件60提供扩大的外径,以在塞件60处于其完全插入位置时止挡并抵靠保持装置10。塞件60的抓握部分64包括三个止挡脊65和圆盘部分66。止挡脊65使用户的手很容易旋转塞件60,并充分扩大塞件的直径,以防止它被推入连接器中太远。它们还可向用户指示两个凹槽段63形成在塞件60的哪些圆周部分,并且它们向上延伸到圆盘部分66,该圆盘部分66在最后面的部分处形成塞件60的终止边缘。
43.图6和图7示出了处于第一旋转位置的塞件60,在该位置,凹槽段63与保持装置10的第一舌部14卡扣接合。在该第一旋转位置,塞件60处于轴向锁定位置,并封闭嘴部41,使得灰尘不能进入。由于通过推动塞件60穿过保持装置10和密封装置30进入如图7a和7b所示的完全锁定位置实现的密封装置30的扩张,塞件也实现了完全密封的状态,在该状态下,没有液体或其它流体能够流入或流出嘴部41。这是由于塞件60的最前部的外径稍大于密封装置30的内径,因而在塞件60的最前部被推动穿过密封装置30时,密封装置30不得不径向扩张。在各种加工和测试步骤中,尤其是在与电驱动系统的流体冷却相关的汽车行业中,由塞件60实现的连接器在组装前状态下的密封能力是最有利的。
44.塞件可围绕其纵向轴线从所示的第一旋转状态旋转到第二旋转状态。在所示的实施例中,这种旋转是通过将塞件60沿顺时针或逆时针方向转动90度实现的。在该第二旋转状态下,凹槽段63会周向移动,脱离与第一舌部14的卡扣接合,使得塞件60从其锁定状态进入其释放状态。即使塞件60仍以其最前部与密封装置30密封接合,它也不再沿其轴向被锁定,从而可将其向后拉出凹形部件的嘴部41。这通常是塞件60被图4至图5所示的凸形部件50替换的时间,这在上文已参照这些附图详细说明。
45.总而言之,本发明提供了一种由塑料材料制成的快速连接器,该快速连接器用于在流体连接系统的管状凸形部件50与凹形部件40之间形成卡扣连接。该连接器具有保持装置10,该保持装置10适于设置在凹形部件40的嘴部41内,并具有第一和第二挠曲构件12、22,这些挠曲构件用于分别与凸形部件50和凹形部件40卡扣接合。所述第一和第二挠曲构件12、22设置在保持装置10的周向间隔开的部分处,从而保持装置10的总体轴向尺寸减小。
46.附图标记列表
47.10 保持装置
48.11 环形底部
49.12 第一挠曲构件
50.13 第一环段
51.14 第一舌部
52.15 狭缝
53.22 第二挠曲构件
54.23 第二环段
55.24 第二舌部
56.30 密封装置
57.40 凹形部件
58.41 嘴部
59.42 环形槽
60.43 台阶
61.44 轴向相邻部分
62.50 管状凸形部件
63.51 锥形部分
64.52 加厚部分
65.60 塞件
66.61 轴部
67.62 锥形段
68.63 凹槽段
69.64 抓握部分
70.65 止挡脊
71.66 圆盘部分
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1