拉铆螺母及其制造方法与流程
1.本发明涉及一种五金件,特别涉及一种拉铆螺母及其制造方法。
背景技术:
2.拉铆螺母目前广泛地使用在汽车、航空、仪器、家具、装饰等机电和轻工产品的装配上。为解决金属薄板、薄管焊接螺母易熔,攻内螺纹易滑牙等缺点而开发,它不需要攻内螺纹,不需要焊接螺母、铆接牢固效率高、使用方便。但是,部分需要拉铆螺母进行连接的配件产品表面具有不导电涂层,而又需要在通过拉铆螺母进行连接时实现与配件产品表面之间的导电。而目前现有技术中的拉铆螺母产品在进行拉铆后在于螺栓连接时无法突破对配件产品表面导电涂层的厚度,从而不能实现产品导电功能。
技术实现要素:
3.为了克服现有技术的上述缺陷,本发明实施例所要解决的技术问题是提供了一种拉铆螺母及其制造方法,其能够在螺栓与拉铆螺母拧和时实现壳体本体层和拉铆螺母之间导电。
4.本发明实施例的具体技术方案是:
5.一种拉铆螺母,所述拉铆螺母包括:
6.沿轴向方向延伸的本体,其具有相背对的第一端和第二端,本体的第一端具有沿径向方向向外延伸的外缘部,所述外缘部朝向第一端的端部具有呈环形的凸起部,所述凸起部在径向横截面上朝向所述第一端的部分呈尖刺状,所述本体沿轴向方向开设有贯穿孔,所述贯穿孔至少包括第一段贯穿孔和第二段贯穿孔,所述第一段贯穿孔相比于所述第二段贯穿孔更靠近所述第一端,所述第一段贯穿孔的内径大于所述第二段贯穿孔的内径,所述第二段贯穿孔的内侧壁上开设有螺纹。
7.优选地,所述凸起部位于所述外缘部的外边缘处。
8.优选地,所述凸起部的外侧壁与所述外缘部的外侧壁齐平。
9.优选地,所述凸起部的高度大于等于0.45mm。
10.优选地,所述凸起部在径向横截面上朝向所述第一端的部分呈锐角状。
11.优选地,所述凸起部在径向横截面上呈直角三角形。
12.优选地,所述本体中部的外侧壁呈正六边形状,所述本体靠近第二端的端部的外侧壁由正六边形过度成圆形。
13.一种如上述任一所述的拉铆螺母的制造方法,所述制造方法包括以下步骤:
14.将线材进行剪断形成段状原材料;
15.对段状原材料进行第一次冷镦以形成位于第二端的倒角;
16.对段状原材料进行第二次冷镦以形成外缘部以及本体第一端端面内的锥状凹槽;
17.对段状原材料进行第三次冷镦,以形成本体中部呈正六边形状的外侧壁,并将本体第一端面内的锥状凹槽挤压成第一段贯穿孔;
18.对段状原材料进行第四次冷镦,以形成部分第二段贯穿孔,所述第二段贯穿孔与所述第一段贯穿孔之间形成有台阶,部分所述第二段贯穿孔未贯穿本体;
19.对段状原材料进行第五次冷镦,以在外缘部朝向第一端的端部形成呈环形的凸起部,所述凸起部在径向横截面上朝向所述第一端的部分呈尖刺状;
20.对段状原材料进行冲孔成型,以形成贯穿本体的完整的所述第二段贯穿孔。
21.优选地,所述制造方法还包括以下步骤:
22.在所述第二段贯穿孔的内侧壁上加工出内螺纹。
23.本发明的技术方案具有以下显著有益效果:
24.本技术中的拉铆螺母在外缘部朝向第一端的端部具有呈环形的凸起部,并且在所述第二段贯穿孔的内侧壁上开设有螺纹,因此,在对壳体与连接进行连接固定时,先将拉铆螺母穿过连接板的第二通孔,拉铆螺母的凸起部朝向所述壳体涂设有绝缘层的一面,然后通过拉铆工具对拉铆螺母进行拉铆以形成图5中的样子,此时,拉铆螺母便固定在连接板上。之后,将连接板上的拉铆螺母与壳体上的第一通孔相对准,再将螺栓自所述壳体的另一面穿过所述第一通孔拧入所述拉铆螺母并拧紧,在拧紧的过程中,连接板与壳体之间间距缩小收紧,连接板上拉铆螺母的所述凸起部就会刺破所述绝缘层,凸起部与壳体的本体层相接触,从而使得连接板与所述壳体的本体层相导通。通过该拉铆螺纹,在连接板与壳体固定连接在一起的过程中,便同时将连接板与壳体的本体层相导通,如此,通过连接连接板便能直接实现对壳体本体层的导电性测试。
25.参照后文的说明和附图,详细公开了本发明的特定实施方式,指明了本发明的原理可以被采用的方式。应该理解,本发明的实施方式在范围上并不因而受到限制。在所附权利要求的精神和条款的范围内,本发明的实施方式包括许多改变、修改和等同。针对一种实施方式描述和/或示出的特征可以以相同或类似的方式在一个或更多个其它实施方式中使用,与其它实施方式中的特征相组合,或替代其它实施方式中的特征。
附图说明
26.在此描述的附图仅用于解释目的,而不意图以任何方式来限制本发明公开的范围。另外,图中的各部件的形状和比例尺寸等仅为示意性的,用于帮助对本发明的理解,并不是具体限定本发明各部件的形状和比例尺寸。本领域的技术人员在本发明的教导下,可以根据具体情况选择各种可能的形状和比例尺寸来实施本发明。
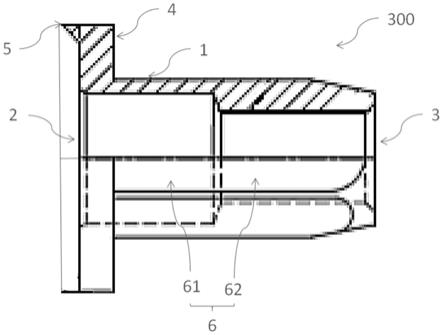
27.图1为本发明实施例中拉铆螺母的剖面图;
28.图2为图1中拉铆螺母的左视图;
29.图3为图1中拉铆螺母的右视图;
30.图4a-4g为拉铆螺母制造过程中各个阶段的示意图;
31.图5为固定连接机构的剖面示意图。
32.以上附图的附图标记:
33.1、本体;2、第一端;3、第二端;4、外缘部;5、凸起部;6、贯穿孔;61、第一段贯穿孔;62、第二段贯穿孔;100、壳体;101、本体层;102、压条;103、第一通孔;200、连接板;201、第二通孔;300、拉铆螺母。
具体实施方式
34.结合附图和本发明具体实施方式的描述,能够更加清楚地了解本发明的细节。但是,在此描述的本发明的具体实施方式,仅用于解释本发明的目的,而不能以任何方式理解成是对本发明的限制。在本发明的教导下,技术人员可以构想基于本发明的任意可能的变形,这些都应被视为属于本发明的范围。需要说明的是,当元件被称为“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。术语“安装”、“相连”、“连接”应做广义理解,例如,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,也可以通过中间媒介间接相连,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
35.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本技术。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
36.为了能够在螺栓与拉铆螺母拧和时实现壳体本体层和拉铆螺母之间导电,在本技术中提出了一种拉铆螺母和固定连接机构,图1为本发明实施例中拉铆螺母的剖面图,图2为图1中拉铆螺母的左视图,图3为图1中拉铆螺母的右视图,如图1至图3所示,拉铆螺母300可以包括:沿轴向方向延伸的本体1,其具有相背对的第一端2和第二端3,本体1的第一端2具有沿径向方向向外延伸的外缘部4,外缘部4朝向第一端2的端部具有呈环形的凸起部5,凸起部5在径向横截面上朝向第一端2的部分呈尖刺状,本体1沿轴向方向开设有贯穿孔6,贯穿孔6至少包括第一段贯穿孔61和第二段贯穿孔62,第一段贯穿孔61相比于第二段贯穿孔62更靠近第一端2,第一段贯穿孔61的内径大于第二段贯穿孔62的内径,第二段贯穿孔62的内侧壁上开设有螺纹。图5为固定连接机构的剖面示意图,如图5所示,该固定连接机构可以包括:壳体100,包括导电的本体层101和涂设在本体层101的一面的绝缘层,壳体100上开设有第一通孔103;连接板200,连接板200上开设有第二通孔201;如上述的拉铆螺母300,拉铆螺母300穿过第二通孔201并进行拉铆以固定在连接板200上,拉铆螺母300的凸起部5朝向壳体100涂设有绝缘层的一面;螺栓,螺栓自壳体100的另一面穿过第一通孔103拧入拉铆螺母300并拧紧,以使凸起部5刺破绝缘层,连接板200与壳体100的本体层101相导通。
37.本技术中的拉铆螺母300在外缘部4朝向第一端2的端部具有呈环形的凸起部5,并且在第二段贯穿孔62的内侧壁上开设有螺纹,因此,在对壳体100与连接进行连接固定时,先将拉铆螺母300穿过连接板200的第二通孔201,拉铆螺母300的凸起部5朝向壳体100涂设有绝缘层的一面,然后通过拉铆工具对拉铆螺母300进行拉铆以形成图5中的样子,此时,拉铆螺母300便固定在连接板200上。之后,将连接板200上的拉铆螺母300与壳体100上的第一通孔103相对准,再将螺栓自壳体100的另一面穿过第一通孔103拧入拉铆螺母300并拧紧,在拧紧的过程中,连接板200与壳体100之间间距缩小收紧,连接板200上拉铆螺母300的凸起部5就会刺破绝缘层,凸起部5与壳体100的本体层101相接触,从而使得连接板200与壳体100的本体层101相导通。通过该拉铆螺母300,在连接板200与壳体100固定连接在一起的过程中,便同时将连接板200与壳体100的本体层101相导通,如此,通过连接连接板200便能直
接实现对壳体100本体层101的导电性测试。
38.为了能够更好的了解本技术中的拉铆螺母300,下面将对其做进一步解释说明。如图1所示,拉铆螺母300可以包括:沿轴向方向延伸的本体1,其具有相背对的第一端2和第二端3。第一端2为朝向左方的一端,第二端3为朝向右方的一端。本体1的第一端2也就是左端具有沿径向方向向外延伸的外缘部4,外缘部4的横截面呈圆形,其大体呈圆柱状。外缘部4的直径大于其他部分本体1的直径。
39.如图1和图2所示,外缘部4朝向第一端2的端部具有呈环形的凸起部5,凸起部5在径向横截面上朝向第一端2的部分呈尖刺状。凸起部5位于外缘部4的外边缘处,如此可以便于该凸起部5的加工和制作,可以直接在模具中通过冷镦在本体1的边缘处形成。
40.作为优选地,如图1和图2所示,凸起部5的外侧壁与外缘部4的外侧壁齐平。当在模具中通过冷镦在本体1的边缘处形成凸起部5时,模具的内壁直接可以是呈圆柱状的,从而使得外缘部4的金属在冲压时均向边缘方向被挤塑形成凸起部5。
41.如图2所示,凸起部5在径向横截面上朝向第一端2的部分可以呈锐角状,这样整个凸起部5具有足够的支撑力从而使得凸起部5顶部的尖刺状在受压的情况下刺破壳体100中本体层101上的绝缘层,有效避免凸起部5在受压情况下发生弯折或折断的现象。作为优选地,凸起部5在径向横截面上可以呈直角三角形。
42.如图2所示,本体1沿轴向方向开设有贯穿孔6,贯穿孔6至少包括第一段贯穿孔61和第二段贯穿孔62,第一段贯穿孔61相比于第二段贯穿孔62更靠近第一端2。也就是说,第一段贯穿孔61位于图中左端,第二段贯穿孔62位于图中右端。第一段贯穿孔61的内径大于第二段贯穿孔62的内径,从而使得第一段贯穿孔61的侧壁的厚度小于第二段贯穿孔62的侧壁。第二段贯穿孔62的内侧壁上开设有螺纹。当需要将拉铆螺母300进行拉铆时,将拉铆螺母300塞入被固定物的开孔中,外缘部4抵住固定物。再将工具自第一贯穿孔6伸入至第二贯穿孔6并与第二贯穿孔6侧壁的螺纹拧合,然后抵住第一端2转动工具使得第二段贯穿孔62的侧壁向左端移动,第一贯穿孔6的侧壁会向径向方向凸起形成环状限位部,限位部和外缘部4夹住固定物,完成以后将工具从第二段贯穿孔62中转出即可,这样拉铆螺母300便固定在固定物上了。
43.作为优选地的,如图3所示,本体1中部的外侧壁可以呈正六边形状,本体1靠近第二端3的端部的外侧壁由正六边形过度成圆形。本体1靠近第二端3的端部呈圆形有助于整个拉铆螺母300塞入至固定物的开孔中。本体1中部的外侧壁为正六边形状可以使得拉铆螺母300固定在固定物的开孔中后不会发生转动,当然,此时开孔也成正六边形状。
44.在一种可行的实施方式中,凸起部5的高度大于等于0.45mm,这样可以保证凸起部5具有足够的高度能够在受压时刺破壳体100中本体层101上的绝缘层,当然,凸起部5的高度也不易过高,否则可能会刺破壳体100的整个本体层101。
45.在本技术中还提出了一种固定连接机构,如图5所示,固定连接机构可以包括:壳体100,连接板200,如上述任一的拉铆螺母300和螺栓(图中未示出)。其中,壳体100包括导电的本体层101和涂设在本体层101的一面的绝缘层(图中未示出),绝缘层位于本体层101朝向下方的一面,壳体100上开设有第一通孔103。本体层101位于上方的一面可以设置有压条102,压条102可以由橡胶等耐压材料制成,这样在由上向下穿入螺栓时,螺栓不会直接压在本体层101上对本体层101造成损坏,而是压在压条102上。连接板200平行设置在壳体100
的下方,连接板200上开设有第二通孔201。第二通孔201与第一通孔103相对准。当然的,在其它可行的实施方式中本体层101的上下面均涂设有绝缘层。
46.拉铆螺母300由上向下穿过第二通孔201并进行拉铆以固定在连接板200上,拉铆螺母300的凸起部5朝向壳体100涂设有绝缘层的一面。然后放置成如图5中所示位置。再将螺栓自壳体100的另一面穿过第一通孔103拧入拉铆螺母300并拧紧,即螺栓从上向下穿过第一通孔103拧入拉铆螺母300中的第二段贯穿孔62处的螺纹中。不断拧转螺栓从而使得螺栓与拉铆螺母300的距离不断缩小,螺栓的头部就会抵住壳体100的朝上的一面上的压条102并对壳体100下压,壳体100下压拉铆螺母300的凸起部5,以使得凸起部5刺破绝缘层,最终壳体100与拉铆螺母300的外缘部4紧密的贴合在一起,连接板200与壳体100相导通。
47.当需要对壳体100的本体层101进行导电测试时,直接将测试设备的连接线连接在连接板200或拉铆螺母300上即可,无需直接连接到壳体100的本体层101上。通过上述结构可以便于对壳体100的本体层101进行导电测试,不会对壳体100造成其它损伤。
48.在本技术中还提出了一种上述拉铆螺母的制造方法,图4a-4g为拉铆螺母制造过程中各个阶段的示意图,如图4a-4g所示,制造方法可以包括以下步骤:
49.将线材进行剪断形成段状原材料。线材呈长条状的圆柱体状,因此需要通过剪刀剪断至合适长度的段状原材料,如图4a所示,圆柱体状的直径要小于成型后拉铆螺母300的外缘部4的直径。
50.对段状原材料进行第一次冷镦以形成位于第二端3的倒角。通过夹子将段状原材料转运至第一个冷镦模具中,然后通过第一个冷镦模具行第一次冷镦以形成位于第二端3的倒角,如图4b所示,边缘处的倒角使得段状原材料的下端的直径逐渐缩小,便于后期成型后的拉铆螺母300穿入开孔中。
51.对段状原材料进行第二次冷镦以形成外缘部4以及本体1第一端2端面内的锥状凹槽。通过第二个冷镦模具对段状原材料进行第二次冷镦以在上端受到向下压力而径向向外挤塑延伸形成外缘部4,外缘部4的直径大于线材的直径。同时在段状原材料的上端端面的中部冷镦出一个大体锥状凹槽,横截面大体呈圆形,如图4c所示,便于后续将该凹槽再冷镦形成第一段贯穿孔61,由于第一段贯穿孔61孔径较大,无法一次直接镦出。
52.对段状原材料进行第三次冷镦,以形成本体1中部呈正六边形状的外侧壁,并将本体1第一端2面内的锥状凹槽挤压成第一段贯穿孔61,如图4d所示。其中,本体1的中部具有指除去外缘部4和倒角的部分。本体1第一端2面内的锥状凹槽挤压使其深度进一步加深,挤压成的第一段贯穿孔61的横截面呈圆形。
53.对段状原材料进行第四次冷镦,以形成部分第二段贯穿孔62,第二段贯穿孔62与第一段贯穿孔61之间形成有台阶,部分第二段贯穿孔62未贯穿本体1,如图4e所示。其中,在进行第四次冷镦时,在第一段贯穿孔61的下端的中部下压挤塑形成部分第二段贯穿孔62,由于第二段贯穿孔62的直径小于第一段贯穿孔61,因此,第二段贯穿孔62与第一段贯穿孔61之间是具有台阶的。由于第二段贯穿孔62的深度较大,在第四次冷镦时无法直接形成完全的第二段贯穿孔62,所以此时部分的第二段贯穿孔62未贯穿本体1。
54.对段状原材料进行第五次冷镦,如图4f所示,以在外缘部4朝向第一端2的端部形成呈环形的凸起部5,凸起部5在径向横截面上朝向第一端2的部分呈尖刺状。优选地,凸起部5位于外缘部4的外边缘处,凸起部5的外侧壁与外缘部4的外侧壁齐平,如此,当在模具中
通过冷镦在本体1的边缘处形成凸起部5时,模具的内壁直接可以是呈圆柱状的,从而使得外缘部4的金属在冲压时均向边缘方向被挤塑形成凸起部5。
55.由于部分的第二段贯穿孔62未贯穿本体1,因此需要对段状原材料进行冲孔成型,在部分第二段贯穿孔62的基础上进行冲孔,如图4g所示,以形成贯穿本体1的完整的第二段贯穿孔62。
56.整个冷镦的过程采用六模六冲,整个过程的生产效率相比现有过程更快,,可以达到每分钟100个左右。在所有冷镦工序完成以后,将初级的毛坯进行相应的热处理,然后再在第二段贯穿孔62中加工内螺纹,之后再将整个拉铆螺母300进行电镀从而形成一个拉铆螺母成品。
57.披露的所有文章和参考资料,包括专利申请和出版物,出于各种目的通过援引结合于此。描述组合的术语“基本由
…
构成”应该包括所确定的元件、成分、部件或步骤以及实质上没有影响该组合的基本新颖特征的其他元件、成分、部件或步骤。使用术语“包含”或“包括”来描述这里的元件、成分、部件或步骤的组合也想到了基本由这些元件、成分、部件或步骤构成的实施方式。这里通过使用术语“可以”,旨在说明“可以”包括的所描述的任何属性都是可选的。多个元件、成分、部件或步骤能够由单个集成元件、成分、部件或步骤来提供。另选地,单个集成元件、成分、部件或步骤可以被分成分离的个元件、成分、部件或步骤。用来描述元件、成分、部件或步骤的公开“一”或“一个”并不说为了排除其他的元件、成分、部件或步骤。
58.本说明书中的各个实施例均采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似的部分互相参见即可。上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1