一种蝶式止回阀阀座密封胶条冷粘结装置及方法与流程
1.本发明属于核电厂检修技术领域,具体涉及一种蝶式止回阀阀座密封胶条冷粘结装置及方法。
背景技术:
2.某核电厂dn700蝶式止回阀(共16台,用于sec系统,保证机组冷源安全)长期存在共性缺陷:硫化在阀座上的密封胶条出现脱落、断裂,造成阀门密封不严。目前,该电厂针对该缺陷有两种处理方式:1.采用胶水临时修复,该种修复方式可靠性低,回装后在系统介质冲刷下,短时间内失效;2.返厂进行修复,该种修复方式耗时长,需完全依赖厂家设备等资源,无法满足现场修复检修窗口。因此,急需一种新的密封胶条粘结工艺来有效解决密封胶条脱落、断裂问题。
技术实现要素:
3.针对以上不足,本发明的目的是提供一种蝶式止回阀阀座密封胶条冷粘结装置及方法,以解决电厂蝶式止回阀阀座密封胶条出现脱落、断裂的难题。
4.本发明的技术方案如下:
5.一种蝶式止回阀阀座密封胶条冷粘结装置,包括阀体,密封胶条,压轮a,压轮b;
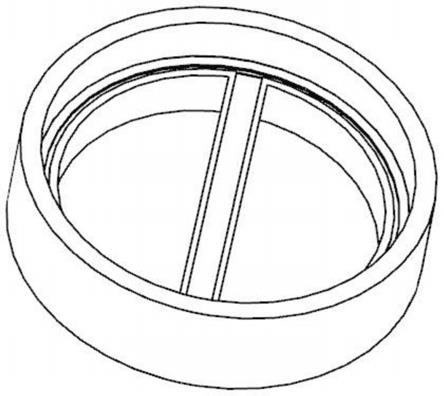
6.阀体为圆环形结构,圆环纵向中间位置设置有一圈凸台,在凸台突出的平面上设置一根横梁,
7.密封胶条整体为圆环形结构,中间位置设置有横向胶条;密封胶条整体的底面形状与阀体凸台及横梁部分相匹配,在对应凹槽位置,密封胶条设置有嵌入阀体的部分;
8.压轮a用于密封胶条环面密封凸台的压实工作,由两个滚轮及一根压杆组成,两个滚轮设置在压杆的两端,滚轮为中间带一圈凹槽的圆柱体,;
9.压轮b用于密封胶条中间密封凸台的压实工作,由一个滚轮及一根压杆组成,滚轮设置在压杆中间位置,滚轮为圆柱体结构,并设置有两圈凹槽。
10.所述阀体上的横梁宽度为70mm
±
5mm。
11.所述阀体上的横梁上开设有凹槽,凹槽深3mm,宽50mm;阀体凸台上开设一圈凹槽,深5mm,宽4mm。
12.密封胶条嵌入阀体的部分均设置一定的锥度,与阀体凹槽形成过盈配合。
13.在密封胶条顶面相对应位置设置高2.7mm,宽8mm的密封胶条凸台。
14.密封胶条整体为增加密封胶条的整体强度,除顶面密封胶条凸台及底面嵌入阀体的部分外,密封胶条其余位置厚度均设置为1mm。
15.密封胶条的边缘位置均设置斜度为1:3的斜面。
16.密封胶条采用epdm材质。
17.压轮a的滚轮采用尼龙材质,压杆采用不锈钢材质,压轮b的滚轮采用尼龙材质,压杆采用不锈钢材质。
18.一种蝶式止回阀阀座密封胶条冷粘结方法,1)对阀门本体与密封胶条接触处进行表面处理,使接触表面具有一定的粗糙度;
19.2)将密封胶条按照阀体开槽位置进行预装,在安装过程中将密封胶条底面凸出部分全面嵌入阀体凹槽内,若存在某处不能安装,则使用刮刀进行修整,直至密封胶条底面凸出部分全面嵌入阀体凹槽;
20.3)取出密封胶条,使用清洗剂将阀体及密封胶条表面清洗干净,去除表面的杂质、油污等;
21.4)使用注胶枪对阀体凸台、横梁及凹槽进行涂胶,在涂胶过程中将各处的胶进行均匀处理,保证各处胶量均匀一致
22.5)将密封胶条底面按照开槽位置覆盖在阀体上;
23.6)将压轮a两个滚轮放置在密封胶条顶面周边凸台上,人为反复转动压杆,对密封胶条进行压实处理,排除里面的空气;
24.7)将压轮b滚轮放置在密封胶条顶面中间凸台上,人为反复推动压杆,对密封胶条进行压实处理,排除里面的空气;
25.8)在滚轮压实过程中,密封胶会在密封胶条边缘处溢出,检查各边缘处出胶是否出胶均匀,如某处出现断线,则证明该处涂胶不均匀,使用螺丝刀轻微将该处撬开,用注胶枪进行补胶,重新进行压实处理;
26.9)压实后,取出压轮,待密封胶自然固化后,进行阀门回装工作。
27.本发明的有益效果在于:
28.1)不依赖于厂家设备资源,在本公司内部即可完成密封胶条粘结,为公司节省返厂修复费用;
29.2)新工艺无需硫化,可有效减少硫化工艺废气排放;
30.3)减少因设备不可用对机组冷源造成的影响,保障核安全屏障;
31.4)新工艺无需整机返厂,可减少4000公里/机组的物流运输,减少环境污染;
32.5)该发明对其他类型密封胶条粘结工作均具有借鉴意义,可扩展性强。
附图说明
33.图1为本发明的阀体开槽示意图;
34.图2为本发明的密封胶条结构示意图;
35.图3为本发明的压轮a结构示意图;
36.图4为本发明的压轮b结构示意图;
37.图5为本发明的胶条贴合示意图;
38.图6为本发明的压轮a作用在阀体上的示意图;
39.图7为本发明的压轮b作用在阀体上的示意图。
具体实施方式
40.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
41.基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获
得的所有其他实施例,都属于本发明保护的范围。
42.一种蝶式止回阀阀座密封胶条冷粘结装置,包括阀体,密封胶条,压轮a,压轮b;
43.阀体为圆环形结构,圆环纵向中间位置设置有一圈凸台,在凸台突出的平面上设置一根横梁,横梁宽度为70mm
±
5mm;
44.横梁上开设有凹槽,凹槽深3mm,宽50mm;
45.凸台上开设一圈凹槽,深5mm,宽4mm;
46.两部分的凹槽在阀体上形成贯穿区域(前期已对该密封胶条进行过受力仿真分析,已明确密封胶条的中间位置即阀体横梁处受力最大),开槽的目的旨在增加密封胶条嵌入阀体的面积,进一步增加密封胶条的附着力,同时经计算开槽后的阀门本体满足强度要求;
47.密封胶条整体为圆环形结构,中间位置设置有横向胶条;密封胶条整体的底面形状与阀体凸台及横梁部分相匹配,在对应凹槽位置,密封胶条设置有嵌入阀体的部分;
48.为增加附着力,密封胶条嵌入阀体的部分均设置一定的锥度,与阀体凹槽形成过盈配合;
49.根据阀门碟板形状及运动形式,在密封胶条顶面(中间及周边一圈)相对应位置设置高2.7mm,宽8mm的密封胶条凸台;
50.密封胶条整体为增加密封胶条的整体强度,除顶面密封胶条凸台及底面嵌入阀体的部分外,密封胶条其余位置厚度均设置为1mm,同时为了避免系统介质的正面冲刷,密封胶条的边缘位置均设置斜度为1:3的斜面;
51.密封胶条采用epdm材质;
52.压轮a用于密封胶条环面密封凸台的压实工作,由两个滚轮及一根压杆组成,两个滚轮设置在压杆的两端,滚轮为中间带一圈凹槽(该凹槽尺寸、位置与顶面密封胶条中间凸台相匹配)的圆柱体,滚轮采用尼龙材质,压杆采用不锈钢材质;
53.压轮b用于密封胶条中间密封凸台的压实工作,由一个滚轮及一根压杆组成,滚轮设置在压杆中间位置,滚轮为圆柱体结构,并设置有两圈凹槽(该凹槽尺寸、位置与顶面密封胶条中间凸台相匹配),滚轮采用尼龙材质,压杆采用不锈钢材质;
54.一种蝶式止回阀阀座密封胶条冷粘结方法,
55.1)对阀门本体与密封胶条接触处进行表面处理,使接触表面具有一定的粗糙度(不锈钢表面处理是影响粘结效果的重要因素,粘结剂与金属发生粘结主要是通过粘结剂浸润金属表面后渗入到金属表面的空隙和凹坑内,并排除界面上吸附的空气,同金属表面充分接触,然后产生吸附作用和各种啮合形式的机械作用);
56.2)将密封胶条按照阀体开槽位置进行预装,在安装过程中将密封胶条底面凸出部分全面嵌入阀体凹槽内,若存在某处不能安装,则使用刮刀进行修整,直至密封胶条底面凸出部分全面嵌入阀体凹槽;
57.3)取出密封胶条,使用清洗剂将阀体及密封胶条表面清洗干净,去除表面的杂质、油污等;
58.4)使用注胶枪对阀体凸台、横梁及凹槽进行涂胶,在涂胶过程中将各处的胶进行均匀处理,保证各处胶量均匀一致
59.5)如上图5所示,将密封胶条底面按照开槽位置覆盖在阀体上;
60.6)如图6所示,将压轮a两个滚轮放置在密封胶条顶面周边凸台上,人为反复转动压杆,对密封胶条进行压实处理,排除里面的空气;
61.7)如图7所示,将压轮b滚轮放置在密封胶条顶面中间凸台上,人为反复推动压杆,对密封胶条进行压实处理,排除里面的空气;
62.8)在滚轮压实过程中,密封胶会在密封胶条边缘处溢出,检查各边缘处出胶是否出胶均匀,如某处出现断线,则证明该处涂胶不均匀,使用螺丝刀轻微将该处撬开,用注胶枪进行补胶,重新进行压实处理;
63.9)压实后,取出压轮,待密封胶自然固化后,进行阀门回装工作。
64.本发明公开实施例附图中,只涉及到与本公开实施例涉及到的方法,其他方法可参考通常设计,在不冲突情况下,本发明同一实施例及不同实施例可以相互组合;
65.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1