一种汽轮机薄膜阀阀芯在线定位装置的制作方法
1.本实用新型涉及一种火力发电厂汽轮机技术,具体地说,涉及一种用于检修汽轮机薄膜阀中膜片的固定阀杆的装置。
背景技术:
2.目前,在火力发电厂中薄膜阀广泛应用于汽轮机超速保护和汽轮机危机遮断保护中。原理是当汽轮机正常运行时,从机械超速和手动停机总管来的低压保安油供到膜片上部膜盒,克服隔膜下部弹簧力的作用,阀芯关闭,切断了自动停机危急遮断总管中的高压抗燃油的泄油通道,建立ast油压,薄膜阀装置如图1所示,椭圆区域内为发明的装置部分。
3.当汽轮机出现机械超速或手动危急遮断时,机械超速和手动停机总管的油泄放、压力下降,在弹簧力的作用下,阀芯开启,自动停机危急遮断油(ast)油压泄掉,机组停机。
4.机组运行周期长,薄膜阀的膜盒、膜片、弹簧等部件就会发生缺陷。当发生这类问题时,电厂就需要向电网调度申请停机处理,然后更换损坏部件。这种通过停运机组的检修方式,严重影响机组的安全、经济、稳定运行。
技术实现要素:
5.本实用新型正是为了减少机组的非计划停运,提高设备可靠性,本实用新型公开一种汽轮机薄膜阀阀芯在线定位装置。通过固定阀杆来保持阀门始终处于关闭位置,不仅不需停机,而且能方便快速的更换损坏部件消除缺陷,保证机组的安全、经济、稳定运行。
6.本实用新型解决该技术问题所采用的技术方案是:
7.一种汽轮机薄膜阀阀芯在线定位装置,所述定位装置包括两块夹板、两个紧固螺栓、两根定位螺杆和两个锁紧螺母;两块夹板为两个定制半圆柱形夹板,半圆柱形夹板沿轴心方向各有一个凹槽,两个半圆柱形夹板合在一起为一个圆柱体,中间形成一个过孔,通过两个紧固螺栓将两块夹板牢牢的拧合在一起构成一个圆柱体形状的固定支撑板;两块夹板上各有一个内螺纹孔,定位螺杆均可通过旋转拧进所述夹板上的内螺纹孔,从而安装在夹板上,定位螺杆通过旋入或旋出控制定位螺杆位于夹板上方的长度;两块夹板侧面各有两个用于紧固定位螺杆的锁紧螺母。
8.所述一种汽轮机薄膜阀阀芯在线定位装置,所述定位装置通过所述锁紧螺母可将定位螺杆固定在夹板上,使其不能再轻易旋转拧进或拧出,同时也可方便调整定位螺杆位于夹板上方的长度。
9.所述一种汽轮机薄膜阀阀芯在线定位装置,所述两块夹板侧面各有两个用于安装坚固螺栓的孔,相互对应的两个孔其中一个有内螺纹,另一个为光滑的过孔,通过紧固螺栓先穿过光滑过孔的夹板再拧入固定在另一块有内螺纹夹板上,将两块夹板牢牢的拧合在一起构成一个圆柱体形状的固定支撑板。
10.所述一种汽轮机薄膜阀阀芯在线定位装置,所述定位装置的两个半圆柱形夹板合在一起为一个圆柱体,中间形成一个过孔,所述过孔直径稍大于汽轮机薄膜阀阀芯中的阀
杆直径,所述过孔直径小于阀杆调整螺母的外径,从而保证定位装置可固定安装在阀杆上,并保持夹板在阀杆的相对位置不变。
11.当薄膜阀发生膜片损坏、膜盒漏油或者弹簧弹力不足,需要在线检修时,先保持薄膜阀处于关闭位置,然后通过两块定制夹板10夹住薄膜阀的阀杆(5),拧紧两块半圆夹板的紧固螺栓,调节定位螺杆顶在薄膜阀阀体上,紧固锁紧螺母组成。在此条件下,便可在线检修薄膜阀,检修完毕后将装置拆除即可。其工作原理是,机械超速和手动停机总管的油泄放、压力下降,在弹簧力的作用下,阀芯开启,自动停机危急遮断油(ast)油压泄掉,机组停机,当阀杆装上装置后,定位螺杆顶在薄膜阀的阀体上,固定阀芯处于原位置不动,抑制阀芯的开启,此时自动停机危急遮断油(ast)油压就不会发生波动,就不会造成停机。
12.本实用新型的有益效果是:通过本实用新型装置夹住阀芯保持薄膜阀处于关闭状态不变,不需停机,便可在线更换薄膜阀膜片、弹簧或处理膜盒漏油。本实用新型装置结构简单,操作方便,可靠性高,较快解决了影响机组稳定运行的重大问题,提高了设备的经济效益。
附图说明
13.图1为一种汽轮机薄膜阀阀芯在线定位装置安装位置图;
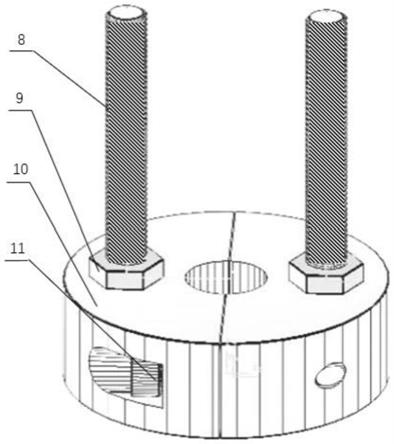
14.图2为一种汽轮机薄膜阀阀芯在线定位装置放大后的结构示意图;
15.图3为本实用新型装置半幅放大后的剖视图。
16.附图标示说明:薄膜阀从上到下由膜盒(1)、膜片(2)、弹簧(3)、阀杆调整螺母(4)、阀杆(5)、阀芯(6)和阀座(7)七个部分组成,本实用新型由两根定位螺杆(8)、两根锁紧螺母(9)、两块夹板(10)和两个紧固螺栓(11)组成。
具体实施方式
17.下面结合附图和实施例对本实用新型进一步说明。
18.如图1
‑
3所示,本实用新型一种汽轮机薄膜阀阀芯在线定位装置,所述定位装置包括两块夹板10、两个紧固螺栓11、两根定位螺杆8和两个锁紧螺母9;两块夹板10为两个定制半圆柱形夹板,半圆柱形夹板沿轴心方向各有一个凹槽,两个半圆柱形夹板合在一起为一个圆柱体,中间形成一个过孔,通过两个紧固螺栓11将两块夹板10牢牢的拧合在一起构成一个圆柱体形状的固定支撑板;两块夹板10上各有一个内螺纹孔,定位螺杆8均可通过旋转拧进所述夹板10上的内螺纹孔,从而安装在夹板10上,定位螺杆8通过旋入或旋出来控制定位螺杆8位于夹板10上方的长度;两块夹板10侧面各有两个用于紧固定位螺杆8的锁紧螺母9。
19.所述一种汽轮机薄膜阀阀芯在线定位装置,所述定位装置通过所述锁紧螺母9可将定位螺杆8固定在夹板10上,使其不能再轻易旋转拧进或拧出,同时也可方便调整定位螺杆8位于夹板10上方的长度。
20.所述一种汽轮机薄膜阀阀芯在线定位装置,所述两块夹板10侧面各有两个用于安装坚固螺栓11的孔,相互对应的两个孔其中一个有内螺纹,另一个为光滑的过孔,通过紧固螺栓11先穿过光滑过孔的夹板10再拧入固定在另一块有内螺纹夹板10上,将两块夹板10牢牢的拧合在一起构成一个圆柱体形状的固定支撑板。
21.所述一种汽轮机薄膜阀阀芯在线定位装置,所述定位装置的两个半圆柱形夹板10合在一起为一个圆柱体,中间形成一个过孔,所述过孔直径稍大于汽轮机薄膜阀阀芯中的阀杆5直径,所述过孔直径小于阀杆调整螺母4的外径,从而保证定位装置可固定安装在阀杆5上,并保持夹板10在阀杆5的相对位置不变。
22.本实用新型专用装置在使用时放置于调整螺母下方,使用效果图如图1标注部分所示,图中下腔室右侧管路是高压抗燃油系统安全油、危急遮断油ast/opc,中间被阀芯隔开,管路左侧是无压力回油,右侧是高压抗燃油系统安全油和危急遮断油ast/opc。具体实施方法:
23.(1)当薄膜阀发生膜片2损坏、膜盒1漏油或者更换弹簧3时,首先保证薄膜阀阀芯6处于关闭位置,需要将弹簧3进行限位固定。
24.(2)在两根定位螺杆8上分别拧上锁紧螺母9,把定位螺杆一端旋入夹板上10预留的螺纹孔内;
25.(3)将装好定位螺杆8的两个半圆夹具10组合套在阀杆调整螺母4上端,锁紧夹板紧固螺栓11,将装置固定在阀杆5上;
26.(4)调整定位螺杆8至螺杆另一端接触并顶住阀体;
27.(5)锁紧定位螺杆上8的锁紧螺母9,固定好定位螺杆8在阀杆5的相对位置,此时薄膜阀下腔室泄油母管始终关闭。
28.(6)解开薄膜阀上腔室,进行薄膜阀检修。
29.(7)检修完毕,薄膜阀建立油压,拆除装置,恢复原位。
30.本实用新型不局限于上述最佳实施方式,任何人在本实用新型的启示下得出的其他任何与本实用新型相同或相近似的产品,均落在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1