一种铝合金边框转角连接件快速压胶装置的制作方法
1.本实用新型涉及铝合金边框加工设备领域,具体的涉及一种铝合金边框转角连接件快速压胶装置。
背景技术:
2.电视或显示器的边框通常采用铝合金边框,具有质量轻、美观的优点,铝合金在被加工成条形液晶屏边框后,需要拼接成矩形边框,铝合金条形边框的连接方式通常有连接件胶接、焊接或是锁紧连接,由于胶接可以节省空间,使结构更为紧凑,且无需加工锁紧孔位,减少加工工序,被广泛采用。现有的,转角连接件在被涂抹上胶水后,被放置于两个条形边框的转角连接处,为了使转角连接件与条形边框进行紧密连接,通常需要使用按压棒或按压块对转角连接件进行持续按压,以贴合条形边框,现有的按压处理方式的不足在于:均采用机械式压胶,需要人工按压使锁紧机构锁定,比较费时费力,生产效率低下,且人工放置转角连接件时,由于转角处相对人手空间小,容易造成定位不准以及人手粘附浇水。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种铝合金边框转角连接件快速压胶装置,采用气缸驱动进行定位和压胶,并利用真空吸附转角连接件,解决人工放置转角连接件时,由于铝合金边框转角处相对人手空间较小,容易造成定位不准以及人手粘附浇水的情况,省时省力,生产效率提高。
4.为解决上述技术问题,本实用新型采用的技术方案如下:一种铝合金边框转角连接件快速压胶装置,其特征在于:包括工作台、定位装置和压胶装置,所述工作台上固设有两条呈直角连接的导向架,该导向架的截面呈l型,所述定位装置包括分设于两条导向架正上方的两个定位气缸,该定位气缸的活塞杆底部固设有定位块,所述定位气缸驱动定位块沿着垂直于工作台台面方向移动,所述压胶装置包括支架、固定于支架上的压胶气缸和固定于压胶气缸的活塞杆底部的压胶块,所述压胶气缸驱动压胶块沿着垂直于工作台台面方向移动,所述压胶块位于两条导向架连接处正上方,该压胶块下端设有与转角连接件配合的凹槽,所述凹槽槽底设有吸附口,所述压胶块上端设有导气口,该导气口依靠压胶块内部的导气通道与吸附口口连通,所述导气口通过真空管与真空泵连接。
5.优选的,所述吸附口上固设有橡胶圈。
6.优选的,所述压胶块的凹槽一端封闭、另一端开放。
7.优选的,所述定位块的底面固设有橡胶垫。
8.优选的,所述定位气缸位于导向架中部正上方。
9.由上述描述可知,本实用新型提供的铝合金边框转角连接件快速压胶装置,采用气缸驱动进行定位和压胶,并利用真空吸附转角连接件,解决人工放置转角连接件时,由于铝合金边框转角处相对人手空间较小,容易造成定位不准以及人手粘附浇水的情况,省时省力,生产效率提高。
附图说明
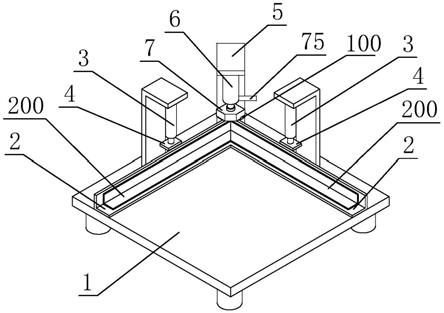
10.图1为本实用新型铝合金边框转角连接件快速压胶装置的立体结构示意图。
11.图2为图1的俯视图。
12.图3为图2的a
‑
a剖视图。
13.图4为图3的局部b放大示意图。
14.图5为压胶块的仰视图。
具体实施方式
15.以下通过具体实施方式对本实用新型作进一步的描述。
16.如图1至图5所示,本实用新型的铝合金边框转角连接件100快速压胶装置,包括工作台1、定位装置和压胶装置,工作台1上固设有两条呈直角连接的导向架2,该导向架2的截面呈l型,定位装置包括分设于两条导向架2中部正上方的两个定位气缸3,定位气缸3的缸体固定于位于导向架2边的定位架上,该定位气缸3的活塞杆底部固设有定位块4,定位气缸3驱动定位块4沿着垂直于工作台1台面方向移动,定位块4的底面固设有橡胶垫,压胶装置包括支架5、固定于支架5上的压胶气缸6和可拆卸固定于压胶气缸6的活塞杆底部的压胶块7,压胶气缸6驱动压胶块7沿着垂直于工作台1台面方向移动,压胶块7位于两条导向架2连接处正上方,如图5所示,该压胶块7下端设有与转角连接件100形状相配合的凹槽71,该凹槽71一端封闭、另一端开放,凹槽71的深度小于转角连接件100的厚度,凹槽71槽底设有吸附口72,吸附口72上固设有橡胶圈73,压胶块7上端设有导气口74,该导气口74依靠压胶块7内部的导气通道与吸附口72口连通,导气口74通过真空管75与真空泵连接,定位气缸3和压胶气缸6连接的气管上设有维持气压稳定的稳压阀,工作台1上设有相应的控制开关用于控制定位气缸3、压胶气缸6和真空泵的工作。
17.本实用新型的铝合金边框转角连接件100快速压胶装置的使用方法如下:将待连接的两条条形铝合金边框200放置于导向架2上,条形铝合金边框200的两个外侧面贴合导向架2内侧面,且两条条形铝合金边框200的45度角端部接合成直角,然后由定位气缸3驱动定位块4对两条条形铝合金边框200分别进行固定,将转角连接件100放置于压胶块7的凹槽71内,转角连接件100的端部应与凹槽71封闭端贴合以进行定位,控制真空泵工作使转角连接件100吸附于压胶块7下面,在两条条形铝合金边框200转角处与转角连接件100相对应位置进行涂胶,压胶气缸6驱动压胶块7下压,使转角连接件100与两条条形铝合金边框200转角处相粘结,此时真空泵即可停止工作,在干燥一段时间后,定位块4和压胶块7分别升起,完成压胶。
18.上述仅为本实用新型的若干具体实施方式,但本实用新型的设计构思并不局限于此,凡利用此构思对本实用新型进行非实质性的改动,均应属于侵犯本实用新型保护范围的行为。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1