一种单向阀以及具有该单向阀的压缩机的制作方法
1.本实用新型涉及及制冷技术领域,具体为一种单向阀以及具有该单向阀的压缩机。
背景技术:
2.压缩机常用于制冷制热领域,例如空调制冷系统中,压缩机将制冷剂压缩为高温高压的气态,并送至冷凝器进行冷却,为防止高温高压的制冷剂从冷凝器中回流至压缩机中,通常会在压缩机上安装单向阀,现有的单向阀的安装一般是在一端设置有翻边,翻边可以与压缩机的壳体焊接固定,在翻边与压缩机的壳体之间设置焊环,这种焊接方式成本高。
技术实现要素:
3.本实用新型的目的在于提供一种单向阀以及具有该单向阀的压缩机,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种单向阀,包括阀体、阀座和阀芯件,所述阀体包括内设有阀腔,所述阀芯件安装在阀腔内,所述阀座固定在阀腔内且位于阀芯件的正下方,所述阀体的外壁设有焊接固定环并用于将整个单向阀固定在壳体,所述阀体内的阀腔的上方设有外接管,所述外接管的口部套接有套筒。
5.优选的,所述阀体包括第一阀体部以及第二阀体部,所述第一阀体部的壁厚大于第二阀体部且两者一体成型,所述阀腔为上小下大的台阶通孔。
6.优选的,所述阀座上以阀座的圆心为中心均匀设有若干个第二通孔,所述阀座的圆心位置设有上大下小的圆台形的定位凹槽。
7.优选地,所述阀芯件包括阀芯板以及定位凸台,所述定位凸台位于阀芯板的几何中心,所述定位凸台侧壁上均匀设有若干个第一通孔。
8.优选地,所述焊接固定环包含定位部以及焊接部,所述焊接部的外周面与所述阀体的中心线所在的平面的夹角为α,并且30
°
≤α≤50
°
。
9.优选地,所述外接管与所述阀体的远离阀座的一端为一体成型,所述套筒至少1/3部分需位于所述外接管的远离所述阀座的一端内,所述套筒与所述外接管焊接,所述外接管的材质为不锈钢,所述套筒的材质为铜。
10.优选地,一种压缩机,其包含壳体以及单向阀,所述壳体上设有安装孔,所述所述第二阀体部的部分位于所述安装孔内,所述焊接部的外周面与安装孔对应的位置焊接固定。
11.与现有技术相比,本实用新型的有益效果是:
12.1.在该单向阀与压缩机的壳体焊接时,单向阀的一部分从壳体的内部或者外部通过安装孔穿过壳体,直至焊接固定环的外周面与形成安装孔对应的壁部的端部抵住并产生一定的相互作用力,两者之间接触面积小,可使用电阻焊对焊接部和壳体进行焊接,减少电能的消耗以及钎料的使用,降低成本;
13.2.该单向阀通过设置在阀腔内的阀芯件在流体的推力下的上下运动,可以很方便的实现控制流体的单向进出,避免出现流体回流的现象。
附图说明
14.图1是本实用新型单向阀的实施例一的爆炸图;
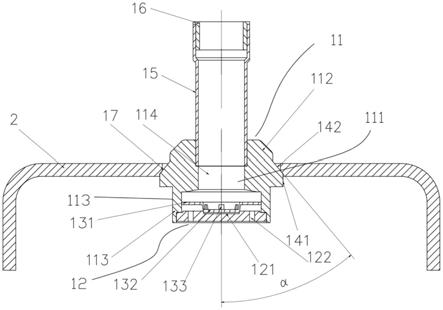
15.图2是本实用新型单向阀的实施例一与壳体焊接时相配合的剖视图;
16.图3是本实用新型单向阀的实施例二与壳体焊接时相配合的剖视图;
17.图4是本实用新型单向阀的实施例三与壳体焊接时相配合的剖视图;
18.图5是本实用新型单向阀的实施例四与壳体焊接时相配合的剖视图;
19.图6是本实用新型单向阀的实施例五与壳体焊接时相配合的剖视图;
20.图7是本实用新型单向阀的实施例六与壳体焊接时相配合的剖视图。
21.图中:2
‑
壳体;
22.11
‑
阀体;111
‑
阀腔;112
‑
第一阀体部;113
‑
第二阀体部;114
‑
台阶小孔;
23.12
‑
阀座;121
‑
定位凹槽;122
‑
第二通孔;
24.13
‑
阀芯件;131
‑
阀芯板;132
‑
定位凸台;133
‑
第一通孔;
25.14
‑
焊接固定环;141
‑
定位部;142
‑
焊接部;
26.15
‑
外接管;16
‑
套筒;17
‑
安装孔。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.实施例一:
29.请参阅图1至图2,本实用新型提供一种技术方案:一种单向阀,包括阀体 11、阀座12和阀芯件13,所述阀体11包括内设有阀腔111,所述阀芯件13安装在阀腔111内,所述阀座12固定在阀腔111内且位于阀芯件13的正下方,所述阀体11的外壁设有焊接固定环14并用于将整个单向阀固定在壳体2上,所述阀体11内的阀腔111的上方设有外接管15,所述外接管15的口部设有套筒16,所述阀座12外侧壁与阀腔111的内侧壁为过盈配合,保证阀座12可以稳定的安装在阀腔111内,而阀芯件13与阀腔111的内侧壁为间隙配合,且阀芯件13 位于阀腔111的台阶小孔114以及阀座12之间,阀芯件13可在阀腔111内在阀座12和台阶小孔114之间运动,阀芯件13的运动范围可以按照实际需要进行设计。
30.在本实施例中,所述阀体11包括第一阀体部112以及第二阀体部113,所述第一阀体部112的壁厚大于第二阀体部113且两者一体成型,所述阀腔111 为上小下大的台阶通孔,第一阀体部112的壁厚大于第二阀体部113的壁厚,可以提高阀体的使用寿命。
31.在本实施例中,所述阀座12上以阀座12的圆心为中心均匀设有若干个第二通孔122,所述阀座12的圆心位置设有上大下小的圆台形的定位凹槽121,第二通孔122和定位凹槽121的形状、数量以及相对的分布关系,可以根据需求进行设计。
32.在本实施例中,所述阀芯件13包括阀芯板131以及定位凸台132,所述定位凸台132
位于阀芯板131的几何中心,所述定位凸台132侧壁上均匀设有若干个第一通孔133,定位凸台132以及第一通孔133可以根据需求进行设计。
33.在本实施例中,所述焊接固定环14包含定位部141以及焊接部142,所述焊接部142的外周面与所述阀体11的中心线所在的平面的夹角为α,并且30
°
≤α≤50
°
,图3至图7分别表述除了该实用新型焊接固定环14的一些不同的形状示意图,使用中可以按照需要选用其中的一类或是多类。
34.在本实施例中,所述外接管15与所述阀体11的远离阀座12的一端为一体成型,所述套筒16至少1/3部分需位于所述外接管15的远离所述阀座11的一端内,所述套筒16与所述外接管15焊接,所述外接管15的材质为不锈钢,所述套筒16的材质为铜。
35.在本实施例中,一种压缩机,其包含壳体2以及如权利要求1
‑
6中任一项所述的单向阀,所述壳体2上设有安装孔17,所述第二阀体部113的部分位于所述安装孔17内,所述焊接部142的外周面与安装孔17对应的位置焊接固定。
36.工作原理:阀芯件13朝向阀座12的所在的方向设有定位凸台132,定位凸台132的侧壁设有若干个第一通孔133,定位凸台与定位凹槽121配合,在需要单向阀导通时,流体通过第二通孔122以及第一通孔133并对阀芯件13施加一个向上的推力,由于阀芯件13和阀腔111之间为间隙配合,使阀芯件13可以脱离阀座12,也即流体可以通过第一通孔133和第二通孔122进入至阀腔111内;在有流体从外接管15流入至阀腔111时,流体会对阀芯件13施加一个反向的推力,从而压紧阀芯件13,将定位凸台132和定位凹槽121压紧定位,第一通孔 133以及第二通孔122被封闭,从而阻断了流体流过;从第二阀体部113到第一阀体部112的方向,焊接部142的截面积减小,压缩机的壳体2上设置有安装单向阀的安装孔17,在该单向阀与压缩机的壳体2焊接时,单向阀的一部分从壳体2的内部通过安装孔17穿过壳体2,直至焊接部142的外周面与形成安装孔 17的侧壁抵触并产生一定的相互作用力,该力的大小可根据具体的需求进行设定,焊接部142接触面积小,可使用电阻焊对焊接部142和壳体2进行焊接,在较小的功率下即可得到合格的焊缝,能够减少电能消耗和钎料的使用,减少环境污染,降低焊接成本。
37.实施例二:
38.参考图3,实施例二其余与实施例一相同,不同之处在于:焊接部142位于第一阀体部112的上端面位置,此结构的单向阀可以节省材料,节约成本。
39.实施例三:
40.参考图4,实施例三其余与实施例一相同,不同之处在于:焊接部142位于第一阀体部112与第二阀体部113之间,在该阀体11与壳体2的安装孔焊接时,阀体11的第二阀体部113可从壳体2的外部穿过通过安装孔穿过壳体2并与壳体2之间形成较小的接触面积,便于焊接,此处不做赘述。
41.实施例四:
42.参考图5,实施例四其余与实施例一相同,不同之处在于:焊接部142形状为圆弧形外凸环,阀体11的第二阀体部113可以从壳体2的外部穿过安装孔并与壳体2形成线接触后进行焊接,可根据具体需求选择不同的焊接方式,便于焊接以及节省成本。
43.实施例五:
44.参考图6,实施例五其余与实施例一相同,不同之处在于:焊接部142形状为圆弧形
外凸环,阀体11的第二阀体部112可以从壳体2的内部穿过安装孔并与壳体2形成线接触后进行焊接,可根据具体需求选择不同的焊接方式,便于焊接以及节省成本。
45.实施例六:
46.参考图7,实施例六其余与实施例一相同,不同之处在于:所述设置在定位部141下方的焊接部内部设有截面为直角梯形的凹槽,在阀体11与壳体2焊接时,焊接部142内部直角梯形斜边代表的侧壁与定位部141外壁交点所在的部分与壳体2的外壁抵触并产生一定的相互作用力,该力的大小可根据具体的焊接需求进行设定,焊接部142与壳体2接触的部分接触面积小,可使用电阻焊对焊接部142和壳体2进行焊接,也即可使用电阻焊对单向阀和壳体2进行焊接,在较小的功率下即可得到合格的焊缝,能够减少电能消耗和钎料的使用,减少环境污染,降低焊接成本。
47.基于上述,在该单向阀与压缩机的壳体焊接时,单向阀的一部分从壳体的内部或者外部通过安装孔穿过壳体,直至焊接固定环的外周面与形成安装孔对应的壁部的端部抵住并产生一定的相互作用力,两者之间接触面积小,可使用电阻焊对第一凸台部和壳体进行焊接,减少电能的消耗以及钎料的使用,降低成本;
48.该单向阀通过设置在阀腔内的阀芯件在流体的推力下的上下运动,可以很方便的实现控制流体的单向进出,避免出现流体回流的现象。
49.由技术常识可知,本实用新型可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本实用新型范围内或在等同于本实用新型的范围内的改变均被本实用新型包含。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1