一种改进型双向密封蝶阀阀座和一体式密封斜面加工工装的制作方法
1.本实用新型涉及阀门技术领域,具体来说是一种用于保证液氮介质的超低温工况条件下的施工简便的改进型双向密封蝶阀阀座。
背景技术:
2.常见的三偏心硬密封蝶阀的阀座结构,依靠蝶板密封面与阀座密封面的斜面配合,依靠斜面的配合比压来达到密封的效果,现有三偏心硬密封蝶阀的阀座结构多为堆焊的无弹性阀体密封面与石墨或者四氟等塑料材料与不锈钢薄板组合的多层次的蝶板密封圈相配合,已达到双向密封的要求。但是由于液氮这种介质的特殊性,石墨不能作为密封材料,同时由于四氟等塑料材料在
‑
196度条件下的密封弹性特点基本消失,因此在反向密封时,无法补偿阀杆与阀体上阀杆孔的配合间隙,达不到设计使用的要求。一般通过改进常规三偏心蝶阀阀座的结构形式,改为能够在介质作用下自动位移消除阀体密封圈反向密封时的配合间隙的可移动的双向密封蝶阀阀座,但新设计的阀座组件装配比较复杂,考虑到加工装配的实际情况,阀体密封圈的位置要求需要根据蝶板密封圈实际加工配合尺寸进行调节,并在最终合镗阀杆前要完成密封圈组件的定位调整工作。
技术实现要素:
3.本实用新型的目的在于解决现有技术的不足,提供一种改进型双向密封蝶阀阀座,使得阀座的加工装配工艺过程更为简单。
4.为了实现上述目的,本实用新型重新设计一种改进型双向密封蝶阀阀座,包括阀体、阀体密封圈组件、蝶板密封圈组件和调节螺杆组件,所述阀体密封圈组件与阀体通过调节螺杆组件相配合,所述阀体密封圈组件与所述蝶板密封圈组件相配合,所述阀体密封圈组件包括阀体密封圈与阀体密封圈压圈,所述阀体密封圈与阀体密封圈压圈之间通过连接螺钉连接,所述阀体密封圈组件与蝶板密封圈组件相配合处设有定位平键。
5.进一步的,所述阀体密封圈与所述阀体之间设有定位销钉,用于确认阀体密封圈组件的安装位置。
6.进一步的,所述阀体密封圈为y型软质密封圈。
7.进一步的,所述阀体密封圈与所述密封圈压圈之间设有双向蓄能圈。
8.进一步的,所述阀体密封圈组件与所述蝶板密封圈组件相配合处设有密封斜面。
9.进一步的,所述蝶板密封圈组件包括蝶板密封圈压板和蝶板密封圈。
10.进一步的,所述调节螺杆组件包括调节螺杆、限位圈、紧定圈,所述限位圈和紧定圈使所述调节螺杆固定在阀体上,所述调节螺杆用于对所述阀体密封圈压板限位。
11.本实用新型还包括一种一体式密封斜面加工工装,包括支架,所述支架上设有一活动斜面,所述活动斜面可以对蝶板密封圈组件的密封斜面进行调节,保证阀体密封圈的内密封面与蝶板密封圈的外密封面加工尺寸一致。
12.本实用新型同现有技术相比,其优点在于:
13.1.通过将阀体密封圈与阀体密封圈压圈连接起来,降低y形软质阀体密封圈的装配难度。
14.2.增加阀体密封圈与阀体之间的定位销钉,当需要更换阀座密封圈组件时,能够快速确认阀座密封圈组件的安装位置。
15.3.蝶板密封圈与阀体密封圈装配时连接面处设有定位平键,以直接确定蝶阀密封组件的圆周位置。
16.4.阀体与蝶板的密封面斜度工装整合为一体式,斜面角度可调,保证内外密封面斜度尺寸加工一致,配合准确无误差。
附图说明
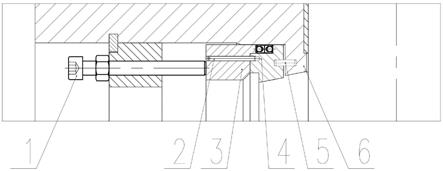
17.图1是本实用新型一种改进型双向密封蝶阀阀座的结构示意图
18.图2是本实用新型一种一体式密封斜面加工工装的整体结构示意图;
19.图3是本实用新型工艺工装需要加工的蝶阀阀体密封圈组件与蝶板密封圈组件装配工艺结构示意图;
20.图中:1为调节螺杆组件,2为连接螺钉,3为阀体密封圈压圈,4为阀体密封圈,5为定位销钉,6为阀体,7为阀体密封圈组件,8为蝶板密封圈组件,9为定位平键、10为一体式密封斜面加工工装。
具体实施方式
21.下面结合附图对本实用新型作进一步说明,这种装置的结构和原理对本专业的人来说是非常清楚的。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
22.本实用新型提供了一种改进型双向密封蝶阀阀座,包括阀体、阀体密封圈组件、蝶板密封圈组件和调节螺杆组件,所述阀体密封圈组件与阀体通过调节螺杆组件相配合,所述阀体密封圈组件与所述蝶板密封圈组件相配合,所述阀体密封圈组件包括阀体密封圈与阀体密封圈压圈,所述阀体密封圈与阀体密封圈压圈之间通过连接螺钉连接,所述阀体密封圈组件与蝶板密封圈组件相配合处设有定位平键。所述阀体密封圈与所述阀体之间设有定位销钉,用于确认阀体密封圈组件的安装位置。所述阀体密封圈为y型软质密封圈,使得在超低温环境下依然能够保持密封性能。所述阀体密封圈与所述密封圈压圈之间设有双向蓄能圈,用于对间隙进行补偿,保证正反两个方向的密封性能。所述阀体密封圈组件与所述蝶板密封圈组件相配合处设有密封斜面。所述蝶板密封圈组件包括蝶板密封圈压板和蝶板密封圈。所述调节螺杆组件包括调节螺杆、限位圈、紧定圈,所述限位圈和紧定圈使所述调节螺杆固定在阀体上,所述调节螺杆用于对所述阀体密封圈压板限位。
23.阀体密封圈与阀体之间的双向静密封由y形软质阀体密封圈保证,y形软质阀体密封圈双向密封的移动位移由阀体密封圈压板限制,蝶板密封圈与阀体密封圈配合处的密封斜面配合精度、位置由蝶板密封圈压板调节,阀体密封圈与蝶板密封圈的密封位置由调节螺杆组件与阀杆限制。阀体密封圈的内密封面与蝶板密封圈的外密封面通过一体化斜面工装加工。蝶板密封圈与阀体密封圈的斜面圆周位置定位由定位平键限制。
24.进一步的,本实用新型的工作原理如下:
25.附图2的一体化密封斜面加工工装10的斜面可以小范围内对蝶阀进行角度调节,以消除工装装夹加工误差,参见附图1。
26.在通过一体化密封斜面加工工装10消除了加工误差后,附图1的连接螺钉2将阀体密封圈压圈3与阀体密封圈4连接为一个零件,将y形密封圈包容在阀体密封圈压圈3与阀体6之间,所述阀体密封圈4为静密封的y形密封圈,由于为了保证双向密封性能,所述y型密封圈采用了软密封材料进行正反向安装,因此在单独安装y形密封圈时,为了避免软密封材料在压入过程中会发生唇形开口弯曲现象,将阀体密封圈压圈3与阀体密封圈4装配好后,将阀体密封圈4与阀体密封圈压圈3通过连接螺钉2连接为一个零件组,再进行阀体与阀体密封圈组件之间的配合安装,这样可以消除掉软密封零件与金属零件之间的安装行程,保证软性密封材料安装时不会在配合过程中产生损伤。
27.同时在超低温工况下,由于阀门的连接为焊接连接,即使当密封圈出现损伤时也无法从管道上拆卸回厂进行维修,只能通过检修孔将蝶板密封圈组件和阀体密封圈组件拆卸下来进行维修,维修好的组件在装配回阀体内腔时,必须保证原始正确的位置,这样维修后的密封组件在蝶阀重新开关后才能保证正确的斜面配合精度。
28.因此,参见附图3,所述密封圈组件与蝶板密封圈组件的配合处设有定位平键9,定位平键9的键槽在阀体密封圈组件与蝶板密封圈组件配合定位确认以后,在合镗阀体与蝶板的轴孔时配作,所述定位平键依次穿过阀体、阀体密封组件和蝶板密封组件,其作用是在于在厂内维修重新装配时用于重新快速定位密封组件的斜面配合位置,当定位平键9与所述键槽相配合时,此时密封组件回到了原始正确的位置,蝶阀重新开关后保证斜面配合位置精确。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1