一种超低轮廓空气静压轴承及其制造方法与流程
一种超低轮廓空气静压轴承及其制造方法
1.相关申请的交叉引用
2.本专利申请要求于2019年12月7日提交的新加坡临时申请(no.10201911803u)的优先权,以及于2019年7月19日提交的新加坡临时申请(no.10201906690x)的优先权,其全部内容通过引用结合在本技术中。
背景技术:
1.技术领域
3.本发明涉及空气静压轴承,尤其涉及一种超低轮廓空气静压轴承及其制造方法。
4.2.背景技术
5.空气静压轴承是一类非接触轴承,通过外部加压来供应气体,生成加压气体或其他气体薄膜。加压气体膜作为润滑层,将轴承表面与轴承表面的配合元件分开,并允许相对运动,没有静摩擦和微小的粘性摩擦。空气静压轴承通常包括节流元件,该节流元件控制进入气膜的流量并赋予空气静压轴承刚度。也就是说,在合理设计的空气静压轴承中,用于改变润滑气体膜厚度的外力引起气体膜中压力分布的变化,产生了用于抵抗外力的恢复力。
6.空气静压轴承可根据其使用的节流元件类型进行分类。节流元件的类型包括多孔介质、孔口、毛细管、微通道等。大多数空气静压轴承节流元件通过在润滑气膜入口处引入流动限制来工作。由于空气静压轴承的性能对这些入口限流器的特性敏感,这些入口限流器的可重复性和生产经济的特征,以及将加压气体分配到入口限流器的方法已经成为许多现有技术活跃的工作领域。
7.美国专利(no.5564063a)和欧洲专利(no.ep0237627a2)教导了孔口节流空气静压轴承可以通过塑性变形多孔烧结材料以生成流动阻力增加了的表面区域,随后用激光束钻透该阻力增加层以形成限制孔口来实现。这种方法产生了相当大厚度的空气静压轴承(毫米级,因为多孔烧结层的最小可行厚度)。专利ep0578130b1教导了一种使用各向异性蚀刻的单晶硅制造微型空气静压轴承的方法。由于硅基光刻工艺的材料和工艺成本高,这种方法使得成本随着轴承尺寸的增加而迅速增加。美国专利(no.6164827a)公开了一种空气静压轴承设计,其使用微通道作为入口限流元件,但没有公开用于将微通道连接到外部加压气体源的气体分配系统。美国专利(no.9624981b2)公开了一种用于空气静压轴承中的加压气体分配系统的设计,该设计利用了带有凹槽和沟槽的壳体元件以及复合盖,通过该复合盖用激光束加工孔口。壳体元件中的凹槽和沟槽用于将加压气体分配到激光加工的孔口中。由于除了复合盖的厚度之外,还需要在壳体元件中容纳凹槽和沟槽,这种设计同样导致轴承的厚度大于目前公开的设计所能实现的。
8.欧洲专利(no.ep0708262a1)公开了一种生产具有多个微孔作为喷嘴的空气静压轴承的方法,其特征在于,微孔区域中的材料厚度做得很薄,使得该区域的微孔通过轴承表面后部的激光束被引入,以及在引入孔之前将轴承表面加工成所需的形状和表面公差。这种设计需要提供从轴承壳体元件的后部对微孔区域的视线访问,从而增加了壳体元件的设
计和制造的复杂性和成本。
9.美国专利(no.9739305b2)公开了一种空气静压轴承,包括具有基础层的基座和从基础层突出的多个突出体;以及密封层,覆盖所述基础层并暴露出至少一个所述突出体的暴露表面,其中至少两个所述突出体通过所述密封层彼此隔开,且至少两个所述突出体具有不同的高度,所述突出体的暴露表面中最高的一个暴露出所述密封层。
技术实现要素:
10.本发明涉及一种超低轮廓空气静压轴承及其制造方法。本发明适用于孔口节流、固有节流、毛细管节流和微通道节流空气静压轴承,因为空气静压轴承组合利用了这些流量节流方法.
11.本技术公开的发明涉及一种制造超低轮廓空气静压轴承的方法,其中该空气静压轴承是一种气体分配系统的设计,以将外部加压气体从来源(例如,压缩机的调节输出)供应到入口流量限流器。同时提供了一种制造该空气静压轴承的方法。根据本发明,将由金属材料制成的小直径管(其尺寸在本行业中称为“皮下注射管”,外径范围为0.15毫米至3毫米)固定到基底材料的表面。在单个空气静压轴承中,可以将一段或多段皮下注射管应用到基底表面。该管段的内部容积连接在一起,使得它们流体连通,且该一段或多段皮下注射管形成横跨空气静压轴承表面的加压气体分配系统。该皮下注射管气体分配网络终止于一个或多个气体配件,该气体配件允许该分配网络连接到外部加压气体源。
12.本发明的主要目的是提供一种制造超低轮廓空气轴承的方法,包括以下步骤:
13.(i)准备基底,作为空气静压轴承的壳体;
14.(ii)准备皮下注射管,通过将所述皮下注射管成形为基于空气静压轴承设计的形状制成;
15.(iii)将步骤(ii)的所述皮下注射管安装到所述基底上,并将所述皮下注射管对准所述基底;(iv)参照具有精确几何形状的模制母版放置带有所述皮下注射管的所述基底;
16.(v)在所述基底和所述模制母版之间注入封装物质;
17.(vi)所述封装物质一固化,则将所述基底从所述模制母版脱模,且所述固化的封装物质在所述基底上形成固体层;
18.(vii)在所述皮下注射管上加工出多个孔口,从而获得超低轮廓空气静压轴承。
19.本发明的另一目的是提供一种制造超低轮廓空气静压轴承的方法,其中孔口是参照空气静压轴承设计的位置形成的,且孔口的尺寸根据空气静压轴承设计制造的。
20.本发明的另一主要目的是提供一种超低轮廓空气静压轴承,包括:
21.a.具有平坦表面的基底;
22.b.皮下注射管网络,具有至少一个孔口,且具有固定到所述基底表面的内部容积,所述内部容积形成气体分配系统,所述气体分配系统从加压气源供应外部加压气体,其中所述皮下注射管的一端终止于气体配件,且所述皮下注射管的内部容积连接在一起以流体连通;
23.c.封装层,由施加到所述基底的平坦表面上的封装物质形成,以使得所述封装物质完全包封所述皮下注射管,其中所述封装物质与所述皮下注射管网络和所述基底的表面
粘合。
24.本发明的一目的是提供一种制造超低轮廓空气静压轴承的方法,其中所述皮下注射管形成网络,且该管设置有至少一个孔口,具有固定到所述基底表面的内部容积,形成从加压气源供应外部加压气体的气体分配系统,所述皮下注射管网络的一个或多个端部终止于气体配件,且该管的内部容积连接在一起以流体连通。
25.本发明的另一目的是提供一种超低轮廓空气静压轴承,其中所述加压气源是一种能够向空气静压轴承供应压缩空气的压缩机。
26.本发明的另一目的是提供一种制造超低轮廓空气静压轴承的方法,其中所述孔口的直径范围为1至300微米,所述皮下注射管的外径范围为0.1至3毫米。
27.本发明的另一目的是提供一种制造超低轮廓空气静压轴承的方法,其中所述皮下注射管的壁厚为0.01至0.5毫米的范围内,优选地在0.01至0.1毫米的范围内,所述包覆层的总厚度在0.1至5毫米之间,且所述皮下注射管包括不锈钢、玻璃、陶瓷、聚合物或复合材料。
28.本发明的又一目的是提供一种制造超低轮廓空气静压轴承的方法,其中从所述基底表面到所述包覆层表面的厚度为0.25至0.5毫米。
29.本发明的又一目的是提供一种制造超低空气静压轴承的方法,其中所述包覆层具有0至1毫米厚的覆盖厚度,该厚度是从所述皮下注射管的最高点到固化包覆层的表面测量的。
30.本发明的另一目的是提供一种制造超低空气静压轴承的方法,其中所述皮下注射管是使用粘合剂粘合到所述基底上的。
31.本发明的另一目的是提供一种制造超低空气静压轴承的方法,其中所述封装层是这样产生的:通过施用液态封装物质并随后固化该物质以生成固体封装层,该固体封装层复制模制母版的几何形状。
32.本发明的又一目的是提供一种制造超低轮廓空气静压轴承的方法,其中所述皮下注射管由包括不锈钢、玻璃、陶瓷、聚合物或复合材料的材料制成。
33.本发明的另一目的是提供一种制造超低轮廓空气静压轴承的方法,其中所述皮下注射管的横截面为圆形、矩形或正方形。
34.本发明的又一个目的是提供一种制造超低轮廓空气静压轴承的方法,该方法还包括以下步骤:在注入所述封装物质之前将脱模剂施加到所述模制母版上。
35.本技术通过提供一种制造超低轮廓空气静压轴承的方法,实现了本发明的上述目的,且本发明将在下文中变得显而易见。
附图说明
36.通过下文给出的详细描述和附图,本发明能够被更全面地理解,这些描述和附图仅作为示例给出,而非对本发明的限制,其中:
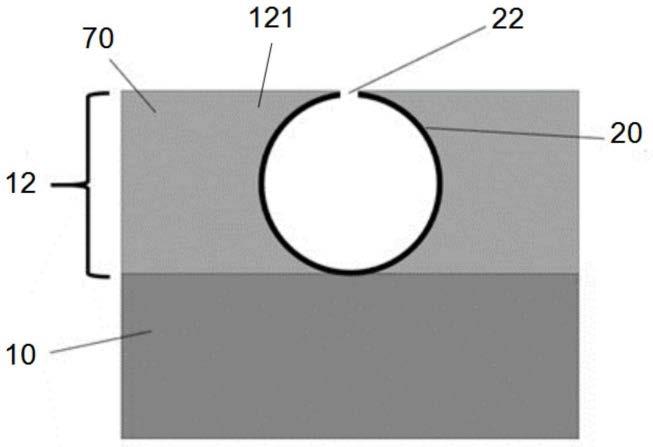
37.图1为本发明提供的超低轮廓空气静压轴承的横截面视图;
38.图2为本发明提供的超低轮廓空气静压轴承的平面图。
39.图3示意性地示出了本发明提供的封装层上的皮下注射管上的孔口。
40.图4为本发明提供的优选实施例的制造流程图。
41.图5为本发明提供的空气静压轴承与铁芯线性电机集成的立体图。
42.图6为本发明提供的空气静压轴承的制造示意图。
43.图7示意性地示出了与本发明提供的空气静压轴承集成的线性电机加力器的横截面。
44.图8示出了本发明提供的封装树脂的注入路径以形成封装层的剖视图。
具体实施方式
45.现将参照附图详细描述本发明,本发明的几个视图中,相同的附图标记用于标识相同或相似的元件。
46.参考图1,为本发明第一实施例提供的空气静压轴承的横截面视图,包括基底10、安装在基底10的顶表面上的封装层70,封装层70具有空气静压轴承厚度12,其中封装层70包含具有多个孔口22的皮下注射管20。基底10被封装层70覆盖,皮下注射管20位于封装层70内且沿着其边缘。多个孔口22面向封装层70的表面或周边121。也就是说,孔口22与封装层70的外部流体连通。根据本发明,皮下注射管20在封装层70上布置成环型。皮下注射管20的一端连接到气体配件72,在空气静压轴承的运作过程中,该气体配件72将连接到加压气源80。
47.图2为本发明提供的超低轮廓空气静压轴承的平面图。如图所示,皮下注射管20是沿着封装层70的边缘布局的,布置成环型。皮下注射管20的气体配件72位于封装层70的一个横向边缘,其中气体配件72连接到加压气源80,加压气体用于运作空气静压轴承。
48.图3示意性地示出了位于本发明提供的封装层70上的皮下注射管20上的孔口。皮下注射管20位于在空气静压轴承的封装层70上,且面向封装层70外部的皮下注射管20上形成多个孔口22。皮下注射管20上的孔口22通过激光微加工形成。
49.图4为本发明优选实施例提供的制造流程图。首先,步骤110准备基底10。可选地,基底10可以是用于模块化轴承的专用轴承壳,用于集成轴承的机械结构的一部分,或者甚至是铁芯线性电机推进器的一部分。在下一个步骤120中,采用皮下注射管20,并将其成型为具体的空气静压轴承设计的形状。本发明方法的第三个步骤130是将预成型的皮下注射管20结合到基底10上,并使用粘合剂粘合。在另一个替代方案中,可使用夹具基底10上确定合适的位置,使皮下注射管20相对于基底10精确对准。
50.下一步,即步骤140,是参照具有精确几何形状的模制母版放置基底10以及预成型且已粘合的皮下注射管20。对于平面推力轴承,使用的是具有合适几何精度和表面光洁度的标称平面。下一步是步骤150,在该步骤,封装物质被注入到基底10和模制母版之间,且在注入前,将脱模剂施用到模制母版上。一旦步骤150中的封装物质已经固化,在步骤160,将基底10从模制母版上脱模。固化的封装物质在基底上形成固体封装层,该封装层复制了模制母版的几何精度和表面光洁度。这是本发明方法的步骤160。
51.接下来,根据该轴承设计,通过加工基底10上的皮下注射管20,形成多个尺寸和位置都正确的孔口22。孔口22的加工由激光器或类似装置来完成。
52.根据本发明的优选实施例,制造超低轮廓空气轴承的方法包括如下步骤:
53.(i)准备基底10,作为轴承壳体;
54.(ii)准备皮下注射管20并将所述皮下注射管20弯曲成基于空气静压轴承设计的
形状;
55.(iii)将步骤(ii)形成的皮下注射管20安装到基底10上,并将皮下注射管20对准基底10;(iv)参照具有精确几何形状的模制母版放置与皮下注射管20粘合的基底10;
56.(v)在基底10和模制母版之间注入封装物质;
57.(vi)该封装物质一固化,则将基底10从模制母版脱模,且固化的封装物质在基底10上形成固体封装层70;
58.(vii)基于该空气轴承设计,使用激光器加工出多个孔口22。
59.在本发明的优选实施例中,孔口22相对于空气轴承设计在皮下注射管20上的位置形成,且孔口22具有根据该空气轴承设计的尺寸。
60.该皮下注射管20上的孔口22的直径在1微米至300微米范围内,且皮下注射管20的外径在0.1毫米至3毫米范围内。皮下注射管20的壁厚在0.01毫米至0.5毫米范围内,优选地,在0.01毫米至0.1毫米范围内。
61.封装树脂/封装层70的总厚度在0.1毫米至5毫米之间,该总厚度从基底10表面测量到固化的封装层70表面,优选地,总厚度为0.25毫米至0.5毫米;封装物质(如封装树脂)用于形成封装层70以与皮下注射管20结合。根据本发明,封装层70具有0至1毫米厚的覆盖厚度,该覆盖厚度从皮下注射管20上的最高点测量到固化树脂层表面70。用于将皮下注射管20结合到基底10的粘合剂可以是环氧基结构粘合剂、紫外线固化粘合剂、氰基丙烯酸盐粘合剂等.
62.在本发明中,皮下注射管20由包括不锈钢、玻璃、陶瓷、聚合物或复合材料的材料制成,皮下注射管20具有圆形、矩形或正方形的横截面,且该皮下注射管20足够坚固,能承受加压气体的最大工作压力。
63.在上述步骤(v)中,在将封装树脂注射到基底10和模制母版之间之前,将脱模剂施加到模制母版。
64.根据本发明的优选实施例,所公开的发明可应用于孔口限流、固有限流、毛细管限流和微通道限流的空气静压轴承,或其组合。本技术公开了一种气体分配系统,其将外部加压气体源(例如来自压缩机的调节输出),供应到入口限流装置。
65.在单个空气静压轴承中,一段或多段皮下注射管20被应用到基底10的表面上。各段皮下注射管20的内部容积连接在一起,使得皮下注射管20流体连通,且一段或多段皮下注射管20形成加压气体分配系统,穿过空气静压轴承表面。该皮下注射管气体分配网络终止于一个或多个气体配件72,气体配件72使分配网络能够连接到外部加压气源80,如图2所示。
66.关于推力空气静压轴承,基底10具有标称平面。不过,根据需要被约束的自由度,其他轴承表面配置也是可以的,例如,用于径向轴承的标称圆柱形表面。但是,由于最终的支承面是在之后的步骤中形成的,所以基底表面的几何和尺寸公差基本上是宽松的。宽松的公差可节约成本,并使得本公开的空气静压轴承设计能够直接在不同的基底上实现,例如,用于紧密集成和最大紧凑性的机器中的活动机架。该皮下注射管20可选地,可通过粘合剂或其他固定方式固定到基底10上,以保持平坦位置或维持宽松。
67.图5为本发明提供的与空气静压轴承集成的铁芯线性电机的立体图,图6为本发明提供的空气静压轴承的制造示意图。
68.参考图5,为与本发明的空气静压轴承结合的铁芯线性电机50,其中超低轮廓空气静压轴承位于线性电机推进器50和线性电机定子30之间。
69.如图6所示,与皮下注射管20结合的封装层70位于线性电机推进器50和线性电机定子30之间。皮下注射管20形成本发明的空气静压轴承中的气体分配系统。
70.根据该空气静压轴承的制造方法,将封装化合物施加到基底10的表面,该封装化合物一旦固化成为封装层70,就完全封装皮下注射管20,如图1所示。固化的封装化合物理想地形成皮下注射管20的网络和基底10的表面并与之粘合。在一优选实施例中,在封装化合物的固化过程中,被处理成具有合适形状公差和表面粗糙度特性(有利于得到高性能的空气静压轴承)的复制母版被应用到空气静压轴承,使得封装化合物固化以形成一精确表面,可以直接用作空气静压轴承表面而无需进一步处理。
71.在另一实施例中,进一步处理固化的封装层,例如通过铣削、车削、磨削、研磨、抛光,以获得适用于该空气静压轴承的合适的表面形状和粗糙度。
72.如图3所示,在封装化合物固化以及任何可选的表面处理步骤之后,通过定向高能束(例如激光束),从轴承表面穿过皮下注射管20的内部容积,加工出至少一个孔口22。在另一优选实施例中,孔口22的钻孔工作通过机械装置,例如切割工具进行。在另一可选实施例中,可通过化学蚀刻固化的封装层和皮下注射管壁来形成孔口22。由此在外部轴承表面和皮下注射管20的内部容积之间形成的孔口22用于向空气静压轴承的润滑气体膜供应外部加压气体。
73.根据本发明,使用皮下注射管20来形成加压气体分配网络被用于生成低轮廓的气体轴承。当前公开的发明给出的结果是空气静压轴承的总厚度等于所用的皮下注射管20的外径。当由空气静压轴承引导的结构(例如机床中的活动机架)被直接用作基底时,这种最小厚度的情况可被实现,且使得封装化合物仅完全封装皮下注射管网络以形成与皮下注射管20的外表面相切的标称轴承表面。
74.本发明涉及具有多种限流方法的空气静压轴承。在优选实施例中,皮下注射管20的尺寸被设计好,从而横截面积和特征流动长度使总体流动阻力显著低于从轴承表面钻通皮下注射管20的内部容积的孔口22。在该优选实施例中,主要的流动限制是在钻通的孔口22处(由于伯努利现象导致的压降),从而得到孔口限流或固有限流的空气静压轴承。在另一个优选实施例中,皮下注射管20网络的尺寸可被设计成产生比穿过孔口22的阻力更高的管流阻力(由于哈根-泊肃叶现象而产生的压降)。这使得毛细管限流空气静压轴承由于其粘性流动特性而在一些应用中是优选的。在另一优选实施例中,通过复制模制母版中的匹配特征或者通过固化后的机加工,在轴承表面形成多个微通道。皮下注射管20的网络和孔口22的尺寸被设计成使得主要的流动限制是微通道网络。从而得到微通道限流空气静压轴承。在又一优选实施例中,皮下注射管20、孔口22以及轴承表面中的任意微通道的尺寸被设计成使得它们联合作用以得到混合限流的空气静压轴承。
75.图7示意性地示出了本发明提供的与空气静压轴承集成的线性电机施力装置的截面图,图8示出了本发明提供的用于形成封装层的封装树脂注入路径的截面图。如图7所示,封装层70与皮下注射管20网络一起,位于线性电机推进器50和线性马达定子30之间。
76.图7和图8所示的优选实施例是平面空气静压止推轴承。其他类型的空气静压轴承,包括空气静压轴颈轴承、空气静压球面轴承和径向空气静压轴承均可使用本公开的设
计来实现,为替代性实施例。
77.如图8所示,封装物质(如封装树脂)沿着注射路径被注入到基底10上(如箭头24所示),从而与基底10上预成型的皮下注射管20结合在一起。在注入封装物质的过程中,以及在封装物质部分或全部固化的过程中,使用对准螺钉26和固定板28牢固地固定基底10。
78.尽管如此描述了本发明,但显而易见的是,本发明可以以多种方式变化。这种变化不应被视为脱离本发明的主旨和范围,且对于本领域普通技术人员而言显而易见的所有这种修改都被包括在所附权利要求的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1