一种螺栓紧固型端子的止退防脱工艺的制作方法
1.本发明涉及电连接器技术领域,更具体的说是涉及一种螺栓紧固型端子的止退防脱工艺。
背景技术:
2.各种工业电器中,导电部件的端子采用螺栓进行接线连接紧固是一种最常见的电连接方式。例如,市场绝大多数的工业用插头插座的导电插芯、插套的端子的导线连接都是采用螺栓连接紧固的方式。
3.随着用户对产品品质和细节的要求的不断提升。追求更便利、快捷的接线,以免用户在接线时,还要花时间将螺栓退出接线端孔,通常要求螺栓末端不能留在接线端孔内。为了满足用户的这一要求,同时又要考虑产品在运输途中接线螺栓不能脱落丢失,通常有两种工艺处理方法:
4.1、在螺栓的螺纹上做止退压痕:通过在螺纹始端冲压破坏一点螺纹形状的方式,实现螺纹相互啮合时,产生细微的咬合,达到螺栓止退防脱的效果;
5.2、在螺栓的螺纹上涂止退胶:即在螺纹上喷涂树脂胶工艺,改变部分螺纹的中径尺寸,以达到螺栓止退防脱的目的。
6.上述两种螺纹止退的工艺方法都存在一些难以克服的弊端,因此在实际应用中,难以获得令人满意的止退效果。具体阐述如下:
7.1、螺纹的止退压痕工艺:止退压痕的大小和位置难以精确控制,在生产中经常出现压痕过大,损伤端子螺纹孔的螺纹;或者过小,止退效果欠佳的问题;
8.2、螺纹涂胶止退工艺:由于涂胶工艺在前,装配在后,因此,在螺栓与端子孔啮合的过程中,涂胶太厚,啮合扭力太大,损伤螺纹同时,涂胶层会剥离脱落,或者涂胶太薄,止退效果不佳;另外涂胶的厚度也难以精确控制,产品的一致性不好。
9.因此,如何提供一种效果好的螺栓紧固型端子的止退防脱工艺的是本领域技术人员亟需解决的问题。
技术实现要素:
10.有鉴于此,本发明提供了一种新的螺栓紧固型端子的止退防脱工艺,本工艺能够从根本性上解决此种接线端子的螺丝止退防脱的问题。
11.为了达到上述目的,本发明采用如下技术方案:
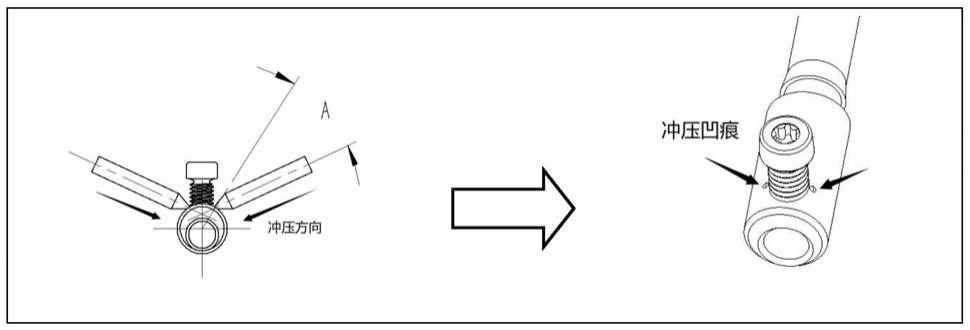
12.一种螺栓紧固型端子的止退防脱工艺,包括以下步骤:当螺栓和接线端子装配完成后,在端子的螺纹孔靠近螺纹孔外缘的位置,通过冲压工艺冲压形成凹痕,使端子的部位的螺纹产生轻微的挤压变形,从而实现螺栓止退防脱的目的。
13.优选的,冲压时冲头与冲压点平面法向方向的形成夹角a,夹角尺寸为30
‑
60
°
。
14.优选的,所述凹痕为一个或多个,且所述凹痕的边缘与所述螺纹孔外缘的距离为0.2
‑
1.5mm。
15.优选的,螺栓止退扭矩控制在0.3
‑
1.0n
·
m之间。
16.更优选的,规格为m3
‑
m5的螺丝螺纹的止退扭力控制在0.3
‑
0.6n.m之间;规格大于m5的螺丝的止退扭力可依据止退防脱效果稍微增大,但不宜超过1n.m。
17.优选的,冲压时冲头不得与螺栓相接触,以免造成螺丝螺纹的损伤变形。
18.优选的,所述螺栓紧固型端子为柱形端子、方框型端子、螺钉端子、螺栓端子或鞍型端子,端子材料为铜质或铁质,其硬度不超过hv300的材料。
19.本发明的有益效果如下:
20.1、符合产品的装配工艺顺序,由于这种止退冲压凹痕是在螺丝和接线端子装配完毕后进行的,此时螺丝不需要再调整进出的啮合位置,因此不会出现因为调整螺丝的位置,破坏止退的效果。
21.2、冲压凹痕的大小、螺栓止退扭矩的大小能够精确控制,产品的止退效果具有一致性优异的特征。
22.3、因为冲压变形的部位在螺纹的啮合部,端子孔的螺纹受挤压产生的形变只是改变了螺纹的配合间隙,对螺栓螺纹、端子孔螺纹的破坏性小。
附图说明
23.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
24.图1附图为本发明的螺栓紧固型端子的止退防脱工艺示意图;
25.图2附图为本发明实施例1的螺栓紧固型端子的止退防脱工艺示意图;
26.图3附图为本发明实施例2的螺栓紧固型端子的止退防脱工艺示意图。
具体实施方式
27.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.本发明采用在螺纹孔的边缘冲压凹痕的方法,使螺纹孔产生轻微的变形,从而产生对螺丝的挤压,实现螺丝止退防脱的效果。
29.实施例1
30.一种螺栓紧固型端子的止退防脱工艺,包括以下步骤:当螺栓和接线端子装配完成后,在端子的螺纹孔靠近螺纹孔外缘的位置,通过冲压工艺冲压形成凹痕,使端子的部位的螺纹产生轻微的挤压变形,从而实现螺栓止退防脱的目的;
31.螺纹规格m4,圆柱型端子的外径为
32.圆柱型端子的材料h59,硬度hv105
‑
175;
33.冲压时冲头冲压方向与冲压点平面法向的夹角为32
°
;
34.所述凹痕的直径0.8
‑
1mm;
35.所述凹痕的边缘与所述螺纹孔外缘的距离为0.2
‑
0.4mm;
36.螺栓止退扭矩控制在0.3
‑
0.55n
·
m之间。
37.实施例2
38.一种螺栓紧固型端子的止退防脱工艺,包括以下步骤:当螺栓和接线端子装配完成后,在端子的螺纹孔靠近螺纹孔外缘的位置,通过冲压工艺冲压形成凹痕,使端子的部位的螺纹产生轻微的挤压变形,从而实现螺栓止退防脱的目的。
39.螺纹规格m5,方框型端子;
40.方框型端子的材料spcc(渗碳处理),硬度hv195
‑
235;
41.冲压时冲头冲压方向与冲压点平面法向的夹角为33
°
;
42.所述凹痕的直径0.9
‑
1.2mm;
43.所述凹痕的边缘与所述螺纹孔外缘的距离为0.2
‑
0.4mm;
44.螺栓止退扭矩控制在0.42
‑
0.77n
·
m之间。
45.上述端子进行止退防脱工艺处理之后经实验室振动盘振动测试30分钟后,止退防脱有效率达99.4%。
46.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的装置而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
47.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1