一种双增强钢丝网增强聚乙烯复合管及其制备方法与流程
1.本发明涉及一种钢丝网增强聚乙烯复合管,具体涉及一种双增强钢丝网增强聚乙烯复合管及其制备方法。
背景技术:
2.目前市场上钢丝网增强聚乙烯复合管不抗紫外线、不抗划伤、施工成本高,传统工艺管材连接会导致连接处失稳,该处承压能力降低,会加大管材事故概率。
3.因此,如何提供一种防晒、抗划伤施工方便,连接稳定的双增强钢丝网增强聚乙烯复合管及其制备方法是本领域技术人员亟需解决的问题。
技术实现要素:
4.有鉴于此,本发明提供了一种双增强钢丝网增强聚乙烯复合管及其制备方法,防晒、防划伤,且施工连接便利。连接处稳定。
5.为了达到上述目的,本发明采用如下技术方案:一种双增强钢丝网增强聚乙烯复合管,包括芯管、钢丝增强层、pe层、pp保护层及自粘增强带,所述芯管为pe材质管,所述钢丝增强层包覆在所述芯管的外周且通过热熔胶层固定粘接;所述pe层均匀包覆在所述钢丝增强层外周且与其固定粘接;所述pp保护层均匀包覆在所述pe层外周且与所述pe层的外表面抵接;所述自粘增强带缠绕在靠近所述pp保护层的两端位置且其距离所述pp保护层的端部有预定距离。
6.本发明的有益效果是:设置pp保护层可以防止紫外线照射,防老化,也可以防止运输过程中的划伤,影响复合管的稳定性,在复合管的两端边缘设置自粘增强带增强管件连接时的稳定性和可靠性,增加承压能力,自粘增强带外端的pp保护层可使用美工刀剥离漏出内部的pe层,直接通过热熔管件对接pe层连接相邻的复合管,提高施工效率。
7.优选的,所述pe层通过热熔胶层粘固在所述钢丝增强层的外周。
8.优选的,所述自粘增强带缠绕在所述pp保护层的外侧,或者所述自粘增强带缠绕在所述pp保护层的内侧。
9.优选的,所述pp保护层的厚度为0.05~10mm。
10.优选的,所述自粘增强带距离pp保护层边端的预定距离为10~20cm。
11.优选的,所述pe层的厚度为2~20mm。
12.优选的,所述自粘增强带为pe材料带胶粘接带、玻纤材料带胶粘接带、pvc材料带胶粘接带及不锈钢材料带胶粘接带。
13.本发明还公开了一种双增强钢丝网增强聚乙烯复合管的制备方法,包括以下步骤:
14.步骤a:准备芯管用的pe原料,放入芯管挤出机,芯管挤出机挤出原料进入芯管模具,挤出成型芯管;
15.步骤b:在步骤a的基础上,通过牵引机将芯管牵引入钢丝缠绕机组,钢丝缠绕机组
将高强度钢丝均匀包覆在芯管外周形成钢丝增强层;
16.步骤c:在步骤b的基础上,将具有钢丝增强层的芯管加热到预定温度后,进入热熔胶挤出模具,将热熔胶均匀包覆在具有钢丝增强层的芯管上,经过风环冷却再次进入pe层挤出模具,pe层挤出机挤出pe原料经pe层挤出模具包覆在钢丝增强层的外周;
17.步骤d:在步骤c的基础上将复合完成的钢丝网增强聚乙烯复合管牵引至pp保护层挤出机,在pp保护层复合模具的作用下,pp保护层原料包覆在钢丝网增强聚乙烯复合管外pe层的外周侧;
18.步骤e:在步骤d的基础上距离pp保护层两端预定距离位置缠绕有自粘增强带;
19.步骤f:在步骤e的基础上激光打字,牵引切割,磨管封口后,包装入库。
20.优选的,所述步骤e中,所述自粘增强带缠绕在所述pp保护层的外侧,当缠绕在pp保护层的外侧时可以直接在线用机器缠绕,或者所述自粘增强带缠绕在所述pp保护层的内侧,当缠绕在pp保护层内侧时,进行人工缠绕在pe层上后再进行pp保护层的包覆。
21.优选的,所述步骤a的芯管进入芯管真空定径成型机组进行真空定径,冷却成型。
附图说明
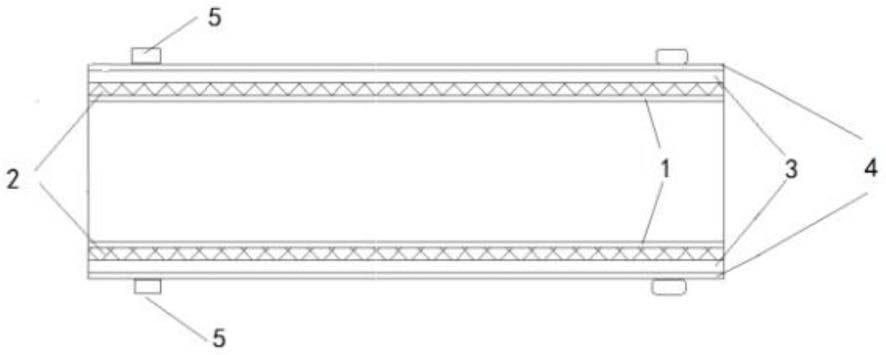
22.图1为本发明一种双增强钢丝网增强聚乙烯复合管结构截面图一;
23.图2为本发明一种双增强钢丝网增强聚乙烯复合管结构截面图二;
24.图3为本发明一种双增强钢丝网增强聚乙烯复合管制备流程图;
25.图4为本发明一种双增强钢丝网增强聚乙烯复合管连接示意图。
26.1、芯管、2、钢丝增强层、3、pe层、4、pp保护层、5、自粘增强带、6、连接管件。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.参阅本发明附图1至4,根据本发明实施例一种双增强钢丝网增强聚乙烯复合管,包括芯管1、钢丝增强层2、pe层3、pp保护层4及自粘增强带5,芯管1为pe材质管,钢丝增强层2包覆在芯管1的外周且通过热熔胶层固定粘接;pe层3均匀包覆在钢丝增强层2外周且与其固定粘接;pp保护层4均匀包覆在pe层3外周且与pe层3的外表面抵接;自粘增强带5缠绕在靠近pp保护层4的两端位置且其距离pp保护层的端部有预定距离d,即沿着芯管轴向方向的预定距离的环周上,d可以为10
‑
20cm,增加连接处的承压能力。
29.在一些具体实施例中,pe层3通过热熔胶层粘固在钢丝增强层2的外周。
30.在另一些具体实施例中,自粘增强带5可缠绕在pp保护层4的外侧。
31.在其他一些实施例中,自粘增强带5缠绕在pp保护层4的内侧。
32.具体的,pp保护层4的厚度为3mm。
33.更具体的,预定距离d为10cm,便于热熔管件的连接,采用热熔管件连接时,用美工刀剥离pp保护层端部预定距离的pp材质,及剥离自粘增强带外端的pp保护层的材质,漏出内侧的pe层,将热熔管件穿套在相邻复合管之间且对应的pe层上,热熔管件的内径与pe层
外表面抵接,热熔管件通电,使得其粘接为一体。
34.再具体的,pe层3的厚度为10mm,防止热熔管件连接时加热温度影响到钢丝增强层,避免失稳。
35.在其他一些具体实施例中,自粘增强带可以是pe材料带胶粘接带、玻纤材料带胶粘接带、pvc材料带胶粘接带及不锈钢材料带胶粘接带的任意一种,也可以是具有一定宽度的pp环、pe环、pvc环、不锈钢环及玻璃钢环。可以增强连接处的强度。提高连接处的稳定性和承压能力。
36.本发明还公开了一种双增强钢丝网增强聚乙烯复合管的制备方法,包括以下步骤:步骤a:准备芯管用的pe原料,放入芯管挤出机,芯管挤出机挤出原料进入芯管模具,挤出成型芯管;
37.步骤b:在步骤a的基础上,通过牵引机将芯管牵引入钢丝缠绕机组,钢丝缠绕机组将高强度钢丝均匀包覆在芯管外周形成钢丝增强层;
38.步骤c:在步骤b的基础上,将具有钢丝增强层的芯管加热到预定温度后,进入热熔胶挤出模具,将热熔胶均匀包覆在具有钢丝增强层的芯管上,经过风环冷却再次进入pe层挤出模具,pe层挤出机挤出pe原料经pe层挤出模具包覆在钢丝增强层的外周;
39.步骤d:在步骤c的基础上将复合完成的钢丝网增强聚乙烯复合管牵引至pp保护层挤出机,在pp保护层复合模具的作用下,pp保护层原料包覆在钢丝网增强聚乙烯复合管外pe层的外周侧;
40.步骤e:在步骤d的基础上距离pp保护层两端预定距离位置缠绕有自粘增强带;
41.步骤f:在步骤e的基础上激光打字,牵引切割,磨管封口后,包装入库。
42.优选的,所述步骤e中,自粘增强带缠绕在pp保护层的外侧,当自粘增强带缠绕在pp保护层外侧时直接在线用机器缠绕。
43.或者自粘增强带缠绕在pp保护层的内侧,当自粘增强带在pp保护层内侧时,人工缠绕在pe层上,在进行pp保护层的包覆,pp保护层起保护pe层作用,当热熔管件连接时,使用美工刀剥离端部的pp保护层,直接连接热熔管件,不必在pe层上刮层打磨,方便施工。
44.优选的,所述步骤a的芯管进入芯管真空定径成型机组进行真空定径,冷却成型。
45.本发明一种双增强钢丝网增强聚乙烯复合管解决传统聚乙烯复合管不耐划伤、防紫外线照射发生老化的问题,增强复合管的使用寿命,避免了传统复合管连接时工人需在管材对接处用砂轮机打磨管材至管材外径小于等于管件内径,以保证管材对接接触面新鲜,从而连接可靠的工序,降低了施工成本较高,容易把控连接质量,施工时间较短。
46.市场上绝大多数经传统工艺连接的复合管材会出现管件与管材连接处鼓包现象。原因是电热熔管件连接是需加热到聚乙烯熔点200
°
左右,将复合管材表面与管件内表面热熔,才能将热熔管件与复合管材连接起来,但热熔管件加热的同时对与复合管材接触的表面也在加热,会使该处复合管材内部钢丝增强层融化,钢丝存在张力,会出现钢丝滑移现象,从而导致该热熔处管材性能降低,成为复合管材中最薄弱、承压后最容易爆裂的点。本发明在连接处缠绕自粘增强带可以增加连接处的稳定性,提高复合管材连接处的承压能力。pp保护层可以防止pe层氧化和污染,在连接施工时,将自粘增强带外端的pp保护层剥离直接插接热熔管件连接,提高连接效率。
47.对于实施例公开的装置和使用方法而言,由于其与实施例公开的方法相对应,所
以描述的比较简单,相关之处参见方法部分说明即可。
48.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1