一种T字卡槽压锁式铝合金格板结构及型材的制作方法
一种t字卡槽压锁式铝合金格板结构及型材
技术领域
1.本发明属于建材环保技术领域,具体涉及一种t字卡槽压锁式铝合金格板结构及型材。
背景技术:
2.钢格板是一种结构工程材料,广泛应用于机场、码头、电站、汽车制造、石油钻井平台、海水淡化工程、污水处理工程、城市排水、绿化项目以及建筑外墙装饰工程等。然而,钢格板整体的连接方式是采用焊接,首先是在钢格板中按照规定尺寸开矩形槽口,然后按照槽口的位置进行安装,所有钢格板槽口都形成间隙配合,随后将每个槽口通过焊接的连接方式进行固定。就目前市场中钢格板产品来看,主要有以下缺点:其一、钢材质属于不可回收的材料,造成资源的浪费和环境的破坏;其二、钢制品表面易于生锈,造成腐蚀,缩短使用年限;其三、由于钢材自身密度较大,不利于大体积产品安装,增加了人工成本;其四、钢制格板整体采用人工焊接的连接方式,连接方式单一,增加了生产成本。
3.随着人们环保意识的增强,已经意识到镀锌钢格板生产存在的污染问题,铝格板是一种新兴的结构工程材料,并作为钢格板的替代产品,与同规格钢格板的承载性能几乎完全一致,甚至比钢格板更加耐腐蚀,使用寿命更长。在一些大型项目已慢慢开始使用铝格板,比如机场、国家大型场馆、高铁站等。因此,对于铝格板在生产过程中的具体结构、装配形式等方面还是值得去研究的,以满足越来越多的市场需求。
技术实现要素:
4.有鉴于此,本发明的目的在于针对目前市面上钢格板产品的成本高,加工难度大、回收利用率低、表面易锈蚀及使用寿命短的现象,提供一种结构简单、实用性强的t字卡槽压锁式铝合金格板结构及型材,使用铝合金挤压型材提高生产效率及回收利用率,并提升产品整体的美观度,降低焊接成本,使其更加耐腐蚀,提高使用寿命。
5.为达到上述目的,本发明提供了如下技术方案:
6.本发明提供一种t字卡槽压锁式铝合金格板结构,包括边板、肋板和承肋,肋板设为多个,呈并排平行间隔布置;边板设为两个,呈前后覆盖在多个肋板的两端并与之连接;承肋设为多个,呈并排平行间隔布置于前后边板之间且与多个肋板十字交叉连接;肋板与承肋之间的连接采用卡槽压锁插接结构,其断面呈类t型,由设在肋板厚度方向上的卡槽口、设在承肋长度方向上的插接部相互扣合组成。
7.进一步,边板、肋板和承肋均采用铝合金挤压型材。
8.进一步,单个肋板在长度方向上所设的卡槽口数量与前后边板之间的多个承肋数量相当。
9.进一步,肋板上所设的卡槽口由冲孔和/或锯切制成。
10.进一步,承肋上所设的插接部的断面设为至少两个倒梯形。
11.进一步,肋板的两端在宽度方向上加工有凸楞,边板在面向肋板的对应面上设有
与凸楞匹配的凹槽。
12.进一步,凸楞的外缘与凹槽的内缘具有相同的非圆形横截面,非圆形横截面为d形、t形、燕尾形、矩形或梯形中的一种。
13.进一步,前后所述边板与其两端端部的肋板之间采用焊接、螺接或铆接。
14.本发明还提及一种铝型材,以质量百分比计,含有如下成分:si:0.65~1.08,fe:≤0.25,mg:1.13~1.75,mn:≤0.20,cu:≤0.12,cr:≤0.21,zn:≤0.11,ti:≤0.10,以及其余量的al;且生产如上述的铝合金格板结构的铝型材通过如下工艺制备:
15.a.铸造:按照此成分比例配料,并控制mg/si的含量比在1.52,制得铝铸棒;
16.b.型材挤压:将铝铸棒的头、尾温度加热至500℃和490℃,挤压筒的温度加热至450
±
10℃,模具加热至475
±
25℃,控制挤压比40
±
0.2,挤压速度2.8~3.2m/min,并在线穿水淬火,制得铝型材;
17.c.时效处理:采用双极时效,先将时效炉温度升高至180
±
5℃,并保温1.4~1.6h小时后,再将温度调高至220
±
10℃,保温1.4~1.6h;
18.d.加工:自然冷却后,经相应机加工后制得所需的铝型材。
19.本发明的有益效果是:
20.1、本发明提及的t字卡槽压锁式铝合金格板结构,利用断面呈类t型的卡槽压锁插接结构对肋板和承肋实施快速、有效的连接,其结构简单、准确度高、稳定可靠、制作简便、使用维护方便;而边板与肋板之间采用卡扣+焊接组合连接结构,使得本铝合金格板结构整体强度高,不易变形。
21.2、本发明提及的t字卡槽压锁式铝合金格板结构,所使用的挤压型材能够提高生产效率及回收利用率,并提升产品整体的美观度,降低焊接成本,使其更加耐腐蚀,提高使用寿命。
22.本发明的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本发明的实践中得到教导。本发明的目标和其他优点可以通过下面的说明书来实现和获得。
附图说明
23.为了使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作优选的详细描述,其中:
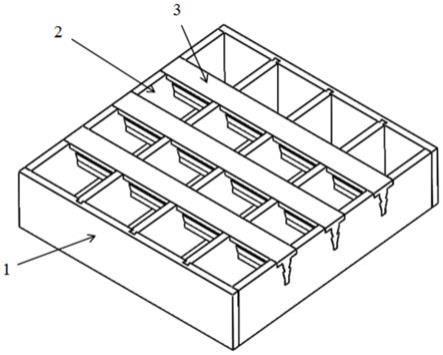
24.图1为本发明t字卡槽压锁式铝合金格板结构的整体结构示意图;
25.图2为图1中的肋板和承肋之间的连接结构示意图;
26.图3为图1中的边板结构示意图;
27.图4为图1中的承肋的断面结构示意图;
28.附图标记说明:边板1,肋板2,承肋3,卡槽口4,凸楞5,凹槽6,插接部7。
具体实施方式
29.下面结合具体实施方式对本发明作进一步的说明。其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本发明的实
施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
30.如图1-4所示,本实施例中提及的一种t字卡槽压锁式铝合金格板结构,该产品应用在建筑行业及工业型材领域,故而选用6061型号的铝合金作为原料进行加工生产。6系铝合金主要合金元素为al、mg、si等,并且有少量的强化物元素cu、mn,mg、si是最主要的合金元素,该系具有良好的热塑性、耐腐蚀性及良好的综合机械性能,因此被广泛应用在建筑行业及工业型材。
31.因为6系合金强化相是mg2si,它决定合金的力学性能,在试验中,通过改变mg的含量来调节mg/si的含量比,当mg/si的含量比在1.52时,该系合金力学性能最好,当mg/si的含量比大于1.52后,力学性能急剧下降。
32.因此6061铝合金中成分中,si的质量分数为0.65-1.08%,mg的质量分数为1.13-1.75%,保持mg/si的含量比在1.52,cu的质量分数小于0.12%,其中抗拉强度达到341.6mpa,屈服强度达到302.8mpa,断后伸长率为8.96%。随着强化相mg2si配比达到合适的值时,该铝合金力学性能就更好。化学成分如表1所示。
[0033][0034]
该t字卡槽压锁式铝格板结构特点在于:其由横向边板1、肋板2和承肋3组成,肋板2设为多个,呈并排平行间隔布置;边板1设为两个,呈前后覆盖在多个肋板2的两端并与之连接;承肋3设为多个,呈并排平行间隔布置于前后边板1之间且与多个肋板2十字交叉连接;肋板2与承肋3之间的连接采用卡槽压锁插接结构,其断面呈类t型,由设在肋板2厚度方向上的卡槽口4、设在承肋3长度方向上的插接部7相互扣合组成。这样,利用断面呈类t型的卡槽压锁插接结构对肋板和承肋实施快速、有效的连接,其结构简单、准确度高、稳定可靠、制作简便、使用维护方便。而边板1与肋板2采用卡扣+焊接的连接方式;即肋板2的两端在宽度方向上加工有凸楞5,边板1在面向肋板2的对应面上设有与凸楞5匹配的凹槽6。而凸楞5的外缘与凹槽6的内缘具有相同的非圆形横截面,该非圆形横截面为d形、t形、燕尾形、矩形或梯形中的一种。边板1与其两端端部的肋板2之间采用焊接、螺接或铆接。肋板2和承肋3呈水平垂直放置,承肋3的数量等于肋板2的卡槽口4数量,通过液压机对承肋4相对应的卡槽口进行冲压,组成铝格板的肋板结构,如图2所示。而边板1为铝合金挤压型材,型材截面为“一”字型,使其具有良好力学性能。肋板2所示为铝合金挤压型材,型材截面为“一”字型,使其具有良好力学性能,通过锯切、冲孔加工出类t形卡槽口4,即肋板2通过挤压,经冲压机按固定距离进行卡槽口4的冲压,所开的卡槽口4由原来的略大于壁厚的矩形槽口变为由上而下逐渐变小的类梯形卡槽口,且卡槽口中上部以下的宽度小于型材壁厚。承肋3所示为铝合金挤压型材,型材截面为“t”字型,使其具有良好力学性能,两侧机加倒梯形,如图4所示。
[0035]
生产如上述的铝合金格板结构的铝型材通过如下工艺制备:
[0036]
首先,按照质量百分比计,含有如下成分:si:0.65~1.08,fe:≤0.25,mg:1.13~
1.75,mn:≤0.20,cu:≤0.12,cr:≤0.21,zn:≤0.11,ti:≤0.10,以及其余量的al;并控制mg/si的含量比在1.52,制得铝铸棒;即先取好si的质量分数为0.79%,mg的质量分数为1.21%(强化相mg2si配比为1.52),cu的质量分数小于0.12%。
[0037]
其次,将铝铸棒头、尾温度加热至500℃和490℃,这样是为防止铝铸棒头尾温度差别过大,且挤压的工艺参数:挤压筒的温度加热至450℃,模具加热至475
±
25℃,挤压比40.1,挤压速度3m/min,采用在线淬火:穿水,这样挤压出来的型材具备良好的力学性能。
[0038]
时效阶段:将铝型材放置在时效炉中,采用双极时效的办法:180℃
×
1.5h+220℃
×
1.5h。首先将时效炉温度升高至180℃,在该温度下保温1.5小时,随后将温度调高至220℃,保温1.5h,这种双极时效制度,使得保温时间大大减少,生产周期缩短同时还增加了型材的力学性能。
[0039]
加工阶段:将时效完成后的型材,用锯切机将型材切割。将肋板2均匀的放置在平台上,按照肋板2中卡槽口4的位置,依次将承肋3安装好,这样就组装完成铝格板承肋部分,然后根据肋板两侧凸楞5,将边板1插入到肋板2的两侧中,最后外围的肋板2与边板1采用焊接的连接方式固定,这样t字卡槽压锁式铝合金格板就组装完成。
[0040]
t字卡槽压锁式铝格板结构在承肋3的每个交点处,通过压力将承肋3压入肋板2,承肋的节点处通过卡槽口产生的阻力自动锁紧。也就是说t字卡槽压锁式铝格板通过使用压力机对其进行压力配合,从而达到承肋的固定连接,部分位置需要进行焊接。因为铝合金材料在空气中表面会形成一层致密的氧化膜,防止材料生锈腐化,再此基础上继续采用表面喷涂工艺:“产品经喷涂后,涂料附着在其表面形成一层具有牢固、连续涂层使其与热、光、氧、水、湿气、气体、盐雾及腐蚀性介质等隔离,增加抗紫外线、抗辐射、防静电、耐候、防盐雾及耐化学腐蚀等性能,”更好的提升产品的使用寿命。
[0041]
最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1