一种碳石墨轴承及其加工装置和加工方法与流程
1.本发明属于碳石墨轴承技术领域,具体涉及一种碳石墨轴承及其加工装置和加工方法。
背景技术:
2.炭石墨轴承是指用炭石墨材料制作的滑动轴承。滑动轴承又分为径向轴承和止推轴承两种。炭石墨滑动轴承应用于高温及低温、高速及低速滑动情况下,对有强腐蚀作用的气体及液体介质有耐腐蚀性能。除此之外,碳石墨轴承还具有良好的自润滑性能。碳石墨轴承以其优良的特性广泛应用在食品、饮料、纺织、化学等工业部门中使用的运输机、造纸工业用的干燥机、纺织工业中的布干燥机、人造纤维织机和香烟制造设备及潜水泵用机等工业机器设备上。现有的碳石墨轴承通常采用在内圈和外圈之间压入滚动组件,再对滚动组件进行限位以使其均匀,或者先放入限位件,再将滚动组件逐个压入内圈和外圈之间。无论哪种方式安装过程都比较费力,并且容易对内圈或外圈造成一定伤害。
3.如公开号cn102384159a公开了一种全碳石墨滚动轴承和混合碳石墨滚动轴承,包括轴承外圈、内圈、嵌入外圈滚道和内圈滚道之间的滚动体和将滚动体沿圆周方向均匀分隔的保持器。本发明采用耐高温、耐低温、耐腐蚀、高强度、自润滑性能和机械加工性能均良好的碳石墨制作滚动轴承的4大件—外圈、内圈、滚动体和保持器,并根据碳石墨材料相对于轴承钢的特殊物理和力学性能对轴承设计结构进行必要的调整。当滚动轴承的4大件全部由碳石墨制造时,为全碳石墨滚动轴承;当4大件中的1~3件由碳石墨制造时,为混合碳石墨滚动轴承。
4.又如公开号cn102052395b公开了一种用碳石墨或电化石墨作整体保持器的滚动轴承,包括轴承外圈、内圈、嵌入外圈滚道和内圈滚道之间的滚动体和将滚动体沿圆周方向均匀分隔的保持器,保持器是由碳石墨或电化石墨管料或环料经机械加工一体制成。本发明采用由耐高温、耐低温、耐腐蚀、高强度、自润滑性能和机械加工性能均良好的碳石墨或电化石墨制成的整体保持器,使保持器不再成为制约轴承使用温度上限、使用温度下限和抗腐蚀能力的短板。
5.因此,需要提供一种碳石墨轴承及其加工装置和加工方法来解决上述问题。
技术实现要素:
6.本发明的目的是提供一种碳石墨轴承及其加工装置和加工方法,结构更稳定,组装更加简单方便,且密封效果良好。
7.本发明提供了如下的技术方案:
8.一种碳石墨轴承,其特征在于,包括:
9.内圈,一侧端面设有第一卡槽、另一侧的外侧壁设有限位滑块;
10.外圈,一侧端面设有第二卡槽、另一侧的内侧壁设有与所述限位滑块匹配的滑槽,所述滑槽上设有用于装入所述限位滑块的开口,所述开口处设有限位挡门,所述内圈通过
所述限位滑块和所述限位滑槽活动安装在所述外圈上;所述外圈的内侧壁还均布设有限位架;
11.滚动体,活动设在所述限位架中;
12.端盖,包括内圈端盖和外圈端盖,所述内圈端盖活动安装在所述外圈端盖上,所述内圈端盖和所述外圈端盖上分别设有与所述第一卡槽和所述第二卡槽匹配的第一卡环和第二卡环。
13.优选的,所述限位滑块上活动设有滚动组件。
14.优选的,所述滚动组件为活动嵌在所述限位滑块上的滚珠。
15.优选的,所述滚动组件为转轴沿所述内圈的径向设置的滚轮。
16.优选的,所述限位挡门为沿所述内圈周向设置的推拉挡门,所述开口两个相对的侧壁分别设有锁槽和锁销槽,所述推拉挡门活动设在所述锁销槽中,所述推拉挡门与所述锁销槽内壁通过弹簧连接,所述推拉挡门上还设有限位块。
17.优选的,所述限位挡门为通过复位弹簧与所述开口一侧活动连接的翻转挡门,所述翻转挡门与所述开口的接触面为倾斜面。
18.优选的,所述滑槽中还设有密封圈槽,所述内圈上设有与所述密封圈槽匹配的弹性密封圈。
19.优选的,所述外圈端盖上设有卡槽,所述卡槽上设有限位卡块,所述卡槽中设有弹性密封圈,所述内圈端盖上设有与所述卡槽匹配的卡台。
20.一种碳石墨轴承加工装置,其特征在于,包括:
21.内圈组装位,包括用于将内圈夹取并装入外圈的第一机械手和用于固定外圈的第二机械手;
22.滚动体组装位,用于将滚动体放入限位架中,包括用于存放滚动体的放料桶,所述放料桶下方设有第一限位插口和第二限位插口,所述第一限位插口和所述第二限位插口中分别设有第一限位挡片和第二限位挡片,所述第一限位挡片和所述第二限位挡片分别通过第一电动气缸和第二电动气缸控制;
23.端盖组装位,包括将内圈端盖压入外圈端盖的压合机械手;
24.组装成型位,包括将端盖与内圈和外圈压合成型的夹爪压合组件;
25.中央控制器,采用性能稳定的可编程plc,用于控制整个碳石墨轴承加工装置将石墨轴承组装完成。
26.一种碳石墨轴承的加工方法,其特征在于,加工装置加工碳石墨轴承,包括以下步骤:
27.s1:中央控制器控制内圈组装位将内圈安装在外圈中、端盖组装位将内圈端盖装入外圈端盖中;
28.s2:中央控制器控制滚动体组装位将滚动体装入限位架中;
29.s3:中央控制器控制组装成型位将端盖与内圈和外圈压合成型,组装完成。
30.本发明的有益效果是:
31.1.内圈与外圈之间通过限位挡门实现限位滑块和限位滑槽之间的活动连接、内圈端盖和外圈端盖之间通过第一卡槽、所述第二卡槽和第一卡环、第二卡环活动连接,内圈和外圈组装完成并放入滚动体后再与端盖之间活动组装,比传统的最后装入滚动体的方式更
能够减少对滚动体的摩擦和损害;
32.2.通过在限位滑块上设置滚动组件,能够减小限位滑块与限位滑槽之间的摩擦力,使得碳石墨轴承转动更加顺滑;
33.3.限位挡门在限位滑块进入到限位滑槽中后,能够自动复位,防止碳石墨轴承在使用过程中发生内圈与外圈之间的错位旋转,影响使用安全。
附图说明
34.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
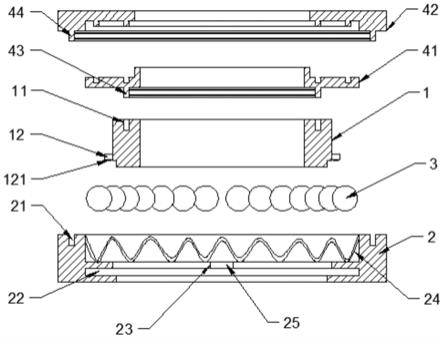
35.图1是本发明实施例一的剖视爆炸结构示意图;
36.图2是本发明实施例一的剖视结构示意图;
37.图3是本发明实施例一的俯视结构示意图;
38.图4是本发明实施例二的内圈俯视结构示意图;
39.图5是本发明实施例三的内圈俯视结构示意图;
40.图6是本发明实施例四的外圈俯视结构示意图;
41.图7是本发明实施例五的外圈剖视结构示意图。
具体实施方式
42.实施例一:
43.如图1-3所示,为本发明提供的一种碳石墨轴承,包括:
44.内圈1,一侧端面设有第一卡槽11、另一侧的外侧壁设有限位滑块12;
45.外圈2,一侧端面设有第二卡槽21、另一侧的内侧壁设有与限位滑块12匹配的滑槽22,滑槽22上设有用于装入限位滑块12的开口25,开口25处设有限位挡门23,内圈1通过限位滑块12和限位滑槽22活动安装在外圈2上;外圈2的内侧壁还均布设有限位架24;滑槽22中还设有密封圈槽,内圈1上设有与密封圈槽匹配的弹性密封圈。
46.滚动体3,活动设在限位架24中,其中滚动体为球、圆柱滚、圆锥滚和滚针等;
47.端盖4,包括内圈端盖41和外圈端盖42,内圈端盖41活动安装在外圈端盖42上,内圈端盖41和外圈端盖42上分别设有与第一卡槽11和第二卡槽21匹配的第一卡环43和第二卡环44;外圈端盖42上设有卡槽,卡槽上设有限位卡块,卡槽中设有弹性密封圈,内圈端盖41上设有与卡槽匹配的卡台。
48.一种碳石墨轴承加工装置,包括:
49.内圈组装位,包括用于将内圈夹取并装入外圈的第一机械手和用于固定外圈的第二机械手;第一机械手和第二机械手的夹持面(与内圈或外圈的接触面)还设有防滑胶垫;
50.滚动体组装位,用于将滚动体放入限位架中,包括用于存放滚动体的放料桶,放料桶下方设有第一限位插口和第二限位插口,第一限位插口和第二限位插口中分别设有第一限位挡片和第二限位挡片,第一限位挡片和第二限位挡片分别通过第一电动气缸和第二电动气缸控制;
51.端盖组装位,包括将内圈端盖压入外圈端盖的压合机械手;压合机械设有包括内圈端盖机械手和外圈端盖机械手;
52.组装成型位,包括将端盖与内圈和外圈压合成型的夹爪压合组件;
53.中央控制器,采用性能稳定的可编程plc,用于控制整个碳石墨轴承加工装置将石墨轴承组装完成。
54.一种碳石墨轴承的加工方法,使用加工装置加工碳石墨轴承,包括以下步骤:
55.s1:中央控制器控制内圈组装位将内圈安装在外圈中:第二机械手将外圈固定后,第一机械手将内圈夹起并装入到外圈中;端盖组装位将内圈端盖装入外圈端盖中:内圈端盖机械手和外圈端盖机械手分别将内圈端盖和外圈端盖夹持对准后压合,使内圈端盖41上的卡台卡入外圈端盖42上的卡槽中,完成内圈端盖和外圈端盖的组装;
56.s2:中央控制器控制滚动体组装位将滚动体装入限位架中;第一限位挡片在第二限位挡片的下方,第一限位挡片闭合、第二限位挡片开启(即第一电动气缸伸长、第二电动气缸缩短)时,滚动体从放料桶中下落一位,然后第二限位挡片闭合将放料桶中其他滚动体阻挡在其上方、第一限位挡片开启将滚动体从放料桶放入限位架中,实现滚动体的组装;
57.s3:中央控制器控制组装成型位将端盖与内圈和外圈压合成型,夹爪压合组件将端盖压入到组装完成且已经装入滚动体内圈和外圈上,使得第一卡环43和第二卡环44分别卡入第一卡槽11和第二卡槽21中,完成碳石墨轴承加工组装。
58.实施例二:
59.如图4所示,为本实施例提供的一种碳石墨轴承,其与实施例一的区别在于,限位滑块12上活动设有滚动组件121,滚动组件121为活动嵌在限位滑块12上的滚珠。
60.实施例三:
61.如图5所示,为本实施例提供的一种碳石墨轴承,其与实施例二的区别在于,滚动组件121为转轴沿内圈1的径向设置的滚轮。
62.实施例四:
63.如图6所示,为本实施例提供的一种碳石墨轴承,其与实施例一的区别在于,限位挡门23为沿内圈1周向设置的推拉挡门,开口25两个相对的侧壁分别设有锁槽和锁销槽,推拉挡门活动设在锁销槽中,推拉挡门与锁销槽内壁通过弹簧连接,当限位滑块12进入滑槽22中之后,推拉挡门在弹簧的作用下自动复位,推拉挡门上还设有限位块。
64.一种碳石墨轴承的加工方法,步骤s1中,中央控制器控制内圈组装位将内圈安装在外圈中时,第二机械手将外圈固定后,第一机械手将内圈夹起并装入到外圈中,第一机械手控制内圈旋转,使限位滑块12推动限位块将推拉挡门打开,再将内圈下压使限位滑块12沿着开口25进入滑槽22中,完成内圈与外圈的组装;
65.实施例五:
66.如图7所示,为本实施例提供的一种碳石墨轴承,其与实施例一的区别在于,限位挡门23为通过复位弹簧与开口25一侧活动连接的翻转挡门,当限位滑块12进入滑槽22中之后,限位挡门23在复位弹簧的作用下自动复位;翻转挡门与开口25的接触面为倾斜面,倾斜面更有利于限位滑块12沿开口25滑入滑槽22中。
67.一种碳石墨轴承的加工方法,步骤s1中,中央控制器控制内圈组装位将内圈安装在外圈中时,第二机械手将外圈固定后,第一机械手将内圈夹起并装入到外圈中,先将内圈下压使限位滑块12将旋转挡门推开,然后第一机械手控制内圈旋转,是限位滑块12沿着开口25进入滑槽22中,完成内圈与外圈的组装。
68.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1