一种发动机油底壳的密封垫结构的制作方法
1.本实用新型涉及发动机底壳密封领域,特别是涉及一种发动机油底壳的密封垫结构。
背景技术:
2.现有的发动机油底壳均采用薄钢板冲压制造而成,该工艺能够降低生产成本,简化整体生产工艺,但是这种油底壳弹性大,受力之后容易变形,为了确保产品质量,需要对其密封结构进行特别的处理,通常情况下选择纸浆乳胶板的方式进行密封,或者在此基础上增加了丝印密封线辅助密封,但是这种密封工艺有一定缺点,密封结构的弹性很低,强度不高,易老化松驰,密封寿命短,如果发动机油底壳是以国六排放为标准,此密封结构完全不达标。
3.为了解决上述技术问题,设计一种新的密封结构是非常有必要的。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种发动机油底壳的密封垫结构,具有弹性高、结构强度大、提高密封效果、增加密封寿命等特点。
5.本实用新型解决其技术问题所采用的技术方案是:提供一种发动机油底壳的密封垫结构,包括骨架本体和硫化橡胶部,所述的骨架本体的内圈上设置有硫化橡胶部,所述的骨架本体上设置有平面部、栓孔部和t型部,所述的硫化橡胶部上设置有与平面部、栓孔部和t型部对应的平面密封、栓孔处密封和t型部处密封,平面密封:硫化橡胶部的上下表面上均设置有呈并排设置有两道凸起条,平面密封:硫化橡胶部的上下表面上均设置有呈并排设置有两道凸起条,栓孔处密封:所述的硫化橡胶部的上下表面上均设置有一道凸起条,t型部处密封:硫化橡胶部的上下表面上均设置有三道凸起条,其中一道凸起条位于靠近骨架本体处,该处凸起条与另外两道凸起条之间设置有过渡部,过渡部的上下表面上设置有凸筋。
6.作为对本技术方案的一种补充,所述的硫化橡胶部的内圈处设置有截面为矩形的内圈端部结构。
7.作为对本技术方案的一种补充,所述的硫化橡胶部靠近骨架本体一端的上下端面处设置有内凹的第一凹槽,靠近硫化橡胶部的内圈的上下端面处设置有第二凹槽。
8.作为对本技术方案的一种补充,所述的凸起条靠近骨架本体一侧采用倾斜角度为30
°
~50
°
的第一斜面,另一侧采用倾斜角度在60
°
~75
°
的第二斜面。
9.作为对本技术方案的一种补充,所述的凸起条的顶部采用弧形过渡结构。
10.作为对本技术方案的一种补充,所述的凸筋呈截面为等腰梯形的条状结构。
11.一种发动机油底壳的密封垫结构的工艺,包括下列步骤:
12.(a)骨架采用铝镁合金材质并通过机械加工形成两种条状类型,一种类型的骨架两端向外突出t型结构,另一种类型两端向内凹进倒t型结构,利用材料自身的塑性变形,将
两种不同类型的骨架拼接成一组,两组骨架首尾相拼接成骨架本体;
13.(b)橡胶采用aem橡胶,与骨架本体通过模具、高温硫化一次成型并附着于骨架本体形成硫化橡胶部。
14.作为对本技术方案的一种补充,两种不同类型骨架拼接处无需铆接、无热应力。
15.作为对本技术方案的一种补充,所述的机械加工为激光切割或冲压。
16.有益效果:本实用新型涉及一种发动机油底壳的密封垫结构,具体有益效果如下:
17.(1)、通过将密封结构设置呈骨架本体,使得密封结构可以根据发动机油底壳形状进行修改,骨架本体与发动机油底壳的形状类似,大大提高本技术方案的应用范围;
18.(2)、通过设置硫化橡胶部,使得密封结构的密封效果增加,同时通过设置骨架本体提高密封结构的连接强度,提高密封结构的使用寿命;
19.(3)、通过设置平面密封、栓孔处密封和t型部处密封,确保密封结构能够根据骨架本体进行结构调整,确保密封结构能够与发动机油底壳进行匹配;
20.(4)、通过骨架首尾相拼接形成的骨架本体具有连接牢固可靠,无需铆钉,也不需焊接打磨,连接区域没有热应力,不会损伤表面,拼接后的表面光洁美观。
附图说明
21.图1是本实用新型的主视结构图;
22.图2是本实用新型的简化主视结构图;
23.图3是图1的a
‑
a视图;
24.图4是图1的b
‑
b视图;
25.图5是图1中ⅰ处的放大图;
26.图6是图5的c
‑
c视图。
27.图示:1、骨架本体,2、硫化橡胶部,3、凸起条,4、内圈端部结构,5、第一凹槽,6、第二凹槽,7、第一斜面,8、第二斜面,9、凸筋。
具体实施方式
28.下面结合具体实施例,进一步阐述本实用新型。应理解,这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。此外应理解,在阅读了本实用新型讲授的内容之后,本领域技术人员可以对本实用新型作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
29.本实用新型的实施方式涉及一种发动机油底壳的密封垫结构,如图1
‑
6所示,包括骨架本体1和硫化橡胶部2,所述的骨架本体1的内圈上设置有硫化橡胶部2,所述的骨架本体1上设置有平面部、栓孔部和t型部,所述的硫化橡胶部2上设置有与平面部、栓孔部和t型部对应的平面密封、栓孔处密封和t型部处密封,平面密封:硫化橡胶部2的上下表面上均设置有呈并排设置有两道凸起条3,平面密封:硫化橡胶部2的上下表面上均设置有呈并排设置有两道凸起条3,栓孔处密封:所述的硫化橡胶部2的上下表面上均设置有一道凸起条3,t型部处密封:硫化橡胶部2的上下表面上均设置有三道凸起条3,其中一道凸起条3位于靠近骨架本体1处,该处凸起条3与另外两道凸起条3之间设置有过渡部,过渡部的上下表面上设置有凸筋9,t型部处密封这样的设置很好地满足了发动机机体拼接处的台阶密封补偿,最
大程度地保证其密封性。
30.本技术方案实施的时候,可以根据发动机油底壳的结构对骨架本体1进行改造,骨架采用铝镁合金材质并通过激光切割或冲压形成两种条状类型,一种类型的骨架两端向外突出t型结构,另一种类型两端向内凹进倒t型结构,利用材料自身的塑性变形,将两种不同类型的骨架拼接成一组,两种不同类型骨架拼接处无需铆接、无热应力,也不需焊接打磨,两组骨架首尾相拼接成骨架本体1,使得骨架本体1与发动机油底壳进行匹配,橡胶采用aem橡胶,与骨架本体1通过模具、高温硫化一次成型并附着于骨架本体1形成硫化橡胶部2。
31.同时为了确保密封效果,在硫化橡胶部2处设置了三种应用于不同情况的密封结构,当平缓过渡的平面部进行密封时,硫化橡胶部2的上下表面上均设置有呈并排设置有两道凸起条3,通过两条凸起条3大大增加了密封效果,当密封处设置有栓孔时,由于该部在栓钉作用下进行对接,所以该部的紧密程度比平面部大,所以设计时只需要保证一道凸起条3即可。
32.当在骨架本体1四周靠近四个顶点处需要密封时,硫化橡胶部2的上下表面t型部处密封上设置有凸筋9能够有效增加该部结构强度,通过设置三道凸起条3,提高密封效果,并且骨架本体1采用拼接在保证该密封垫密封的情况下还能降低生产成本。
33.作为对本技术方案的一种补充,所述的硫化橡胶部2的内圈处设置有截面为矩形的内圈端部结构4,矩形的内圈端部结构4能够有效提高内部与发动机油底壳的对接效果,提高密封效果。
34.作为对本技术方案的一种补充,所述的硫化橡胶部2靠近骨架本体1一端的上下端面处设置有内凹的第一凹槽5,靠近硫化橡胶部2的内圈的上下端面处设置有第二凹槽6,通过设置第一凹槽5和第二凹槽6,提高硫化橡胶部2的形变灵敏程度,确保完美密封。
35.作为对本技术方案的一种补充,所述的凸起条3靠近骨架本体1一侧采用倾斜角度为30
°
~50
°
的第一斜面7,另一侧采用倾斜角度在60
°
~75
°
的第二斜面8,通过设置第一斜面7和第二斜面8,使得第二斜面8能够提供更大的支撑力,同时第一斜面7能够快速进行密封,两者匹配能够确保凸起条3的强度和密封效果达到最佳状态。
36.作为对本技术方案的一种补充,所述的凸起条3的顶部采用弧形过渡结构。
37.作为对本技术方案的一种补充,所述的凸筋9呈截面为等腰梯形的条状结构。
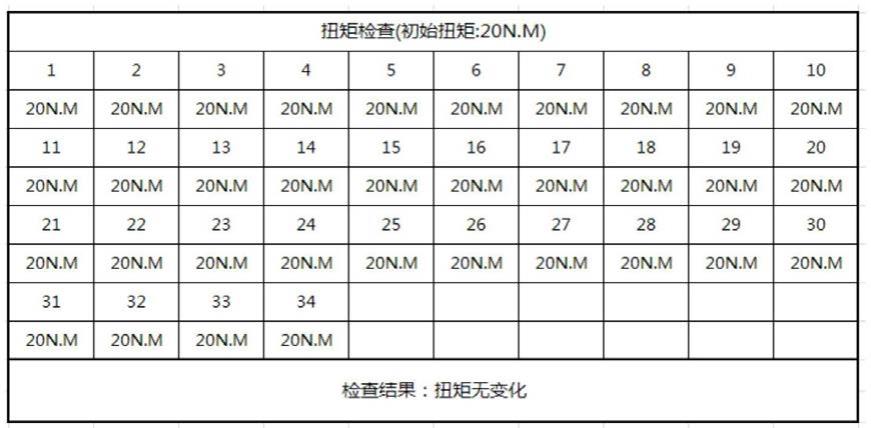
38.以下是该密封垫模拟台架耐久试验通过在恒温120℃、震动频率2860次/分、油压0.5kg/cm2下持续耐久试验2000h得出每个节点(把该密封垫均等分成34个节点)处扭矩变化数值表:
[0039][0040]
从以上该表可以看出,在持续耐久试验2000h后,该密封垫每个节点处的扭矩与初始扭矩无异,因此在保证密封垫密封情况下又满足了扭矩要求,而且密封垫没有出现破损、粘结壳体等不良现象。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1