一种快锁式紧固组件结构的制作方法
1.本实用新型属于紧固件设计制造技术领域,尤其属于一种快速连接紧固件的设计制造技术领域,具体涉及一种快锁式紧固组件底座结构改进。
背景技术:
2.快速连接紧固件用于很多行业的材料之间的连接紧固,通常由钉杆和连接底座构成,通过钉杆与连接底座的快速卡接实现钉杆与连接底座之间材料的连接固定。
3.中国申请202110018041.3公开了一种快锁式紧固组件。由钉杆、锥形弹簧、杯型垫圈、蝶形弹簧和底座构成;钉杆的锁头为异性渐变结构,头部成圆弧,头部两侧分别设置有凸耳;底座通过底座外壳固定或设置于另一连接件上,一端开口,另一端设置通孔,外壳内设置挡圈凹槽、底座弹簧和搭扣,搭扣表面外周受固定于挡圈凹槽的底座挡圈限位并于圆柱形容器开口端可移动布置。该快锁式紧固件适用于狭小空间的紧固连接,安装可采用手动或工具驱动使用,安装工具轻巧,旋转90
°
即可轻松进行紧固和松开操作。
4.上述结构底座外壳没有设置安装标识,底座压入面板后每个底座安装角度不同,与螺栓搭配使用的每个锁扣的角度也不一致。由于每个底座安装角度不一致,并且压装好的底座一般位于封闭空间或连接工件的另一侧,在安装螺杆通过搭扣通孔时,需要不断转动调节螺杆角度,如果不进行调节或者每个螺杆头部安装槽朝向都一致插入底座,这种安装极易导致螺杆卡入底座,如果强行旋入,会降低整个快锁式紧固组件的性能,还影响安装后连接件的整体外观,同时,因底座底部没有旋转标识,操作时极易逆时针旋转螺杆头部工具槽,这也对安装使用造成不便。
技术实现要素:
5.本实用新型目的是改进现有快锁式紧固组件底座结构,提供一种安装更方便,联接更稳定美观的快锁式紧固组件底座结构。
6.本实用新型通过以下技术方案实现:
7.一种快锁式紧固组件结构,紧固组件由钉杆穿过弹簧与底座可拆卸联接实现快锁紧固;其特征在于:底座由底座外壳、搭扣、底座挡圈和底座弹簧构成;
8.底座通过底座外壳固定或设置于另一连接件上;底座外壳为一圆柱形容器,一端开口,开口端容器壁对称设置两凸耳直槽,另一端设置与钉杆锁头匹配的通孔,通孔端表面设置与两凸耳直槽径向连线平行的径向安装标槽;底座外壳内设置底座弹簧、搭扣和底座挡圈,搭扣两翼的搭扣凸耳位于凸耳直槽中限位移动。
9.所述底座外壳通孔端表面设置用于指示钉杆转动方向的转动标记。
10.所述钉杆依次穿过锥形弹簧、杯型垫圈、连接件、蝶形弹簧与设置于另一连接件的底座可拆卸联接实现快锁紧固。
11.所述钉杆,包括顺序构成的钉头、光杆和锁头;钉头直径大于光杆直径,钉头设置用于转动钉杆的转动结构,光杆下端环周表面设置有凸台,锁头是异性渐变结构,头部成圆
弧,头部两侧分别设置有凸耳;所述锥形弹簧,套装于光杆上,锥部位于钉头端,大端与杯型垫圈支撑接触;所述杯型垫圈,套装于光杆上,垫圈外周具有垂直的用于限位锥形弹簧的折边;所述蝶形弹簧,套装于光杆上,受光杆凸台支撑,安装时蝶形弹簧与杯型垫圈之间是钉杆穿过的连接件。
12.本实用新型底座外壳开口端内壁设置挡圈凹槽,底座弹簧置于圆柱形容器中并支撑搭扣,搭扣表面外周受固定于挡圈凹槽的底座挡圈限位并于圆柱形容器开口端可移动布置。
13.所述底座外壳的外壁表面设置有外壳滚花。
14.所述搭扣具有不规则通孔的圆柱形结构,圆柱形结构两对称侧壁分别设置搭扣凸耳用于与底座外壳两凸耳直槽配合限位滑动;不规则通孔内壁以两搭扣凸耳联线两侧对称设置斜面锁道和圆弧型凹槽,斜面锁道沿搭扣圆柱形的轴向倾斜布置并渐进缩径过渡,锁头凸耳转动时沿斜面锁道滑动并落入圆弧型凹槽限位固定。
15.所述搭扣位于底座内侧一面沿不规则通孔外周设置环槽凸起用于底座弹簧限位固定。
16.本实用新型快锁式紧固件结构是在中国申请202110018041.3基础上的改进,改进后的快锁式紧固件具有连接强度高、抗振能力强、安装无噪声、可重复使用、安装拆卸方便、安装速度快、适用于反复拉压交变载荷作用的复杂作业环境等优点。产品适用于狭小空间的紧固连接,安装可采用手动或工具驱动使用,安装工具轻巧,旋转90
°
即可轻松进行紧固和松开操作;改进后的底座结构大大改善了在实际使用中造成的安装不便、安装效率低、影响连接件整体表面美观度、严重者造成产品性能下降等问题,进一步提高了安装效率和安装稳定性。
附图说明
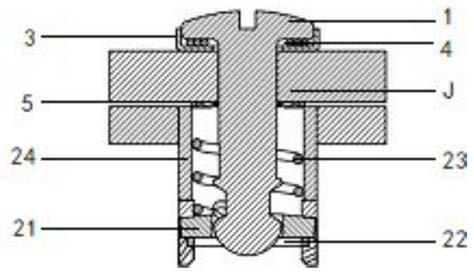
17.图1是本实用新型快锁式紧固组件连接紧固结构截面示意图;
18.图2是本实用新型钉杆结构示意图;
19.图3是本实用新型钉杆正视结构示意图;
20.图4是本实用新型钉杆俯视结构示意图;
21.图5是本实用新型紧固组件上部组件连接状态示意图;
22.图6是本实用新型组件杯型垫圈示意图;
23.图7是本实用新型组件锥形弹簧示意图;
24.图8是本实用新型组件蝶形弹簧示意图;
25.图9是本实用新型组件底座示意图;
26.图10是本实用新型组件底座截面剖视示意图;
27.图11是本实用新型组件底座外壳局部剖视示意图;
28.图12是本实用新型底座外壳示意图;
29.图13是本实用新型底座正面示意图
30.图14是本实用新型组件底座挡圈示意图;
31.图15是本实用新型组件底座弹簧示意图;
32.图16是本实用新型组件底座搭扣立体结构示意图;
33.图17是本实用新型组件底座搭扣正面结构示意图;
34.图18是图17中cc截面示意图;
35.图19是图17中dd截面示意图;
36.图20是本实用新型结构组件连接过程示意图。
37.图中,1是钉杆,2是底座,3是杯型垫圈,4是锥形弹簧,5是蝶形弹簧,j是连接件。
38.11是工具槽,12是钉头,13是光杆,14是凸台,15是过渡段,16是锁头,17是凸耳;21是搭扣,22是底座挡圈,23是底座弹簧,24是底座外壳;31是折边,32是通孔。
39.211是搭扣凸耳,212是不规则通孔,213是圆弧型凹槽,214是斜面锁道,215是环槽凸起;241是开口斜面,242是挡圈凹槽,243是凸耳直槽,244是底座容腔,245是外壳滚花,246是底座通孔,247是安装标槽,248是转动标记。
具体实施方式
40.下面结合具体实施方式对本实用新型进一步说明,具体实施方式是对本实用新型原理的进一步说明,不以任何方式限制本实用新型,与本实用新型相同或类似技术均没有超出本实用新型保护的范围。
41.结合附图。
42.如图1所示,本实用新型快锁式紧固组件结构包括五部分:钉杆1,底座2,杯型垫圈3,锥形弹簧4和蝶形弹簧5组成。
43.如图2、图3、图4所示,快锁式紧固件钉杆1结构包括:工具槽11,钉头12,光杆13,凸台14,过渡段15,锁头16,凸耳17。
44.锁头16部分为扁平型,其中锁头两端有两个凸耳17,该结构是实现快锁式紧固件连接原理的主要结构之一,它与底座搭扣21的圆弧型凹槽213配合使用,在安装时,紧固件的锁紧功能就是通过锁头凸耳17落入搭扣21的圆弧型凹槽213来实现。
45.如图9至图19所示,旋快锁式紧固件底座2结构包括:底座外壳24,圆柱型弹簧23,底座挡圈22,搭扣21。
46.底座2组合安装时,依次按顺序将圆柱型弹簧23、搭扣21、底座挡圈22压入底座外壳24,使之形成一个整体;搭扣21受限于底座挡圈22,并由圆柱型弹簧23支撑位于底座外壳24内。
47.底座外壳24开口处为斜面结构241,以便于底座挡圈22压入挡圈凹槽242结构中对搭扣21实现限位,在底座外壳24开口端设置两个相互对称的凸耳直槽243,用于卡入搭扣21两端的搭扣凸耳211,底座外壳24中空的底座容腔214为一通孔容器,用于装入圆柱型弹簧23,通孔允许钉杆锁头16通过,底座外壳24外壁下部设置外壳滚花245,防止底座2与钉杆1连接连接件j后在振动等工况下发生转动,起到滚动锁止作用。
48.如图9、图11、图12、图13所示,底座外壳24为一圆柱形容器,一端开口,开口端容器壁对称设置两凸耳直槽243,另一端设置与钉杆锁头16匹配的底座通孔246,通孔端表面设置与两凸耳直槽243径向连线平行的径向安装标槽247;底座外壳243内设置底座弹簧23、搭扣21和底座挡圈22,搭扣21两翼的搭扣凸耳211位于凸耳直槽243中限位移动。
49.如图12、图13所示,底座外壳24通孔端表面设置用于指示钉杆转动方向的转动标记248。
50.如图16、图17、图18、图19所示,搭扣21包括:搭扣凸耳211,用于卡入底座外壳24的凸耳直槽243中,防止搭扣21沿底座外壳24周向转动,中心设置一不规则通孔212,其孔结构形状与钉杆锁头16横截面外周匹配,可容钉杆锁头16通过,孔内壁对称设置两个圆弧型凹槽213,可容钉杆锁头16转动后嵌入配合完成快锁式紧固件的锁死功能,内壁的其它部分对称设置设置两组斜面锁道214,其为钉杆锁头16与圆弧型凹槽213配合的过渡区域,锁头16转动时沿斜面锁道214平滑滑入圆弧型凹槽214实现锁闭固定。在搭扣21上表面设置大于不规则通孔212的环槽凸起215,组装时与圆柱形弹23内径匹配,对搭扣21起到定位、限制作用。
51.本实用新型钉杆1、锥型弹簧4、碟形弹簧5、底座挡圈22、圆柱形弹簧22材料为不锈钢或碳钢,表面采用钝化处理或镀锌处理,其中钉杆1的锁头16部分采用耐磨处理,搭扣21和底座外壳24材料为渗碳钢或表面硬化钢,以确保具有较强耐磨性能,两者表面均采用镀锌处理,杯型垫圈3材料采用尼龙或橡胶。
52.本实用新型快锁式紧固件连接方法:
53.(1)首先使组装好的底座2的安装标槽247与基体的某条边平行,再使用安装工具垂直压入基体。
54.(2)从钉头16按顺序依次装入锥形弹簧4、杯型垫圈3、连接件j,采用工具将蝶形弹簧5压入锁头16,使钉杆1和被连接件j连成一个整体。如图5所示。
55.(3)将步骤(2)形成的整体,使钉杆工具槽11与安装标槽247保持垂直角度,再将钉杆锁头16插入步骤(1)安装好的底座2孔中,使用安装工具压紧锥形弹簧4,同时按照底座外壳24通孔端表面设置的转动标记248从锁钉头12处将整个钉杆旋转90
°
,使锁头16两端的锁头凸耳7沿搭扣21斜面锁道214滑入搭扣21的圆弧型凹槽213,完成锁头16和搭扣21的配合锁定,完成被连接件j紧密安装。
56.如图20所示,图20是结构组件连接过程示意图,使用工具在锁头16处旋转90
°
时,锁头16两端锁头凸耳17沿搭扣21斜面锁道214旋转90
°
滑入搭扣21的圆弧型凹槽213,斜面锁道214为沿搭扣21圆柱形的轴向倾斜布置并渐进缩径的滑道,锁头凸耳17转动时沿斜面锁道滑动压缩各弹簧并紧固连接件j,最后落入圆弧型凹槽213,圆弧型凹槽213位于底座容腔244内侧面为底档,凸耳17限位固定于圆弧型凹槽213中实现快锁式紧固件的安装。
57.本实用新型快锁式紧固件具有连接强度高、抗振能力强、安装无噪声、可重复使用、安装拆卸方便、安装速度快、适用于反复拉压交变载荷作用的复杂作业环境等优点。产品适用于狭小空间的紧固连接,安装可采用手动或工具驱动使用,安装工具轻巧,旋转90
°
即可轻松进行紧固和松开操作。
58.快锁式紧固件采用夹紧及加载弹簧设计,可提供精确、安全的咬合及高抗振性,同时有助于防止因过度夹紧而导致的破坏。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1