一种耐磨耐高温的高温炉烟管道膨胀吸收装置的制作方法
1.本实用新型属于高温炉烟管技术领域,具体涉及一种耐磨耐高温的高温炉烟管道膨胀吸收装置。
背景技术:
2.在冶金、电力、水泥行业经常要输送一些含有大量粉尘的高温烟气,烟气最高温度可达800℃至1200℃左右,粉尘含量高,这种超高温烟气的输送对管道的要求较高,要求耐高温耐磨,保温效果要好,管道外部表面温度控制在50℃以下。现在一般通过在高温炉烟管道内增设耐摩保温隔热层来进行烟气管道的隔热,避免高温炉烟管道在受热时发生膨胀,导致烟气泄露,造成污染。但是通过在高温炉烟管道内壁上增设耐摩保温隔热层,没有考虑到管道连接处的热胀问题,对于炉烟管道的连接处,在发生膨胀时,二者连接轴向发生偏移,会导致管道连接处断裂,影响拆卸,目前在管道连接处,一般通过使用管道膨胀节进行膨胀吸收,膨胀节,也叫补偿器或伸缩节,由构成其工作主体的波纹管(一种弹性元件)和端管法兰的组成,通过法兰和两侧的炉烟管道相连。在炉烟管道连接处受热升温时,由于热伸长或温度应力而引起管道变形或破坏,通过管道膨胀节进行膨胀补偿和伸缩补偿,可以有效解决问题。
技术实现要素:
3.但是管道膨胀节在安装时需要将多个螺栓分别和法兰连接,不便于操作使用,同时管道膨胀节在安装时,要保证其稳定,和管道相接位置不能发生扭动偏移,现有一个一个进行法兰螺栓的安装增加了发生扭动偏移的风险。本实用新型提供一种耐磨耐高温的高温炉烟管道膨胀吸收装置,利用齿条和内齿轮啮合,通过转动半环,驱动多组内齿轮同时转动,带动多组连接螺栓同步转动,实现法兰的连接,减少了连接螺栓一个一个进行安装导致膨胀波纹管端部的法兰和炉烟管端部的法兰发生扭动偏移的风险。
4.本实用新型提供如下技术方案:
5.一种耐磨耐高温的高温炉烟管道膨胀吸收装置,包括炉烟管、膨胀波纹管和安装组件,所述炉烟管和膨胀波纹管端部均设置有法兰,所述膨胀波纹管端部的法兰侧壁上对称固定有连接耳,所述连接耳中心开设有贯穿螺孔,所述连接耳之间安装有连接杆,所述连接杆侧壁两端对称开设有连接螺纹,所述连接螺纹上螺纹连接有限位螺母,所述炉烟管和膨胀波纹管端部间的法兰之间安装有连接螺栓,所述安装组件包括有两组半环、齿条、内齿轮、连杆、磁性套筒、矩槽、矩块、安装螺孔和安装螺钉,所述齿条圆周均匀设置在半环内壁上,所述内齿轮通过齿条和半环啮合,所述连杆固定在内齿轮端部中心,所述磁性套筒固定在连杆端部,所述连接螺栓和磁性套筒内部磁性配合,所述矩槽开设在半环端部中心,所述矩块插接在矩槽内,所述安装螺孔开设在矩块上和矩槽内壁,所述安装螺钉螺纹连接在安装螺孔内。
6.其中,所述连接杆的长度大于相对的两组连接耳之间的最大水平距离,所述连接
螺纹的长度大于贯穿螺孔的深度。
7.其中,所述连接螺栓的长度等于法兰厚度的二倍,所述内齿轮的厚度小于半环的厚度,所述磁性套筒内腔的深度等于连接螺栓的长度与法兰厚度的二倍的差值的一半。
8.其中,所述矩块的长度等于矩槽深度的二倍,所述矩块上的安装螺孔共有两组且对称设置,一组的所述半环侧壁上固定有一组转把,另一组的所述半环侧壁上固定有二组转把,三组的转把圆周均匀设置。
9.其中,还包括定位组件,所述定位组件包括有两组半凹形框、滑槽、电磁铁杆、铁滑块、连接板和压紧条,所述滑槽对称开设在半凹形框竖直侧面中心上下两侧,上方的所述滑槽和下方的滑槽等间距设置,所述电磁铁杆固定在滑槽两端,所述铁滑块滑动在滑槽内,所述电磁铁杆活动贯穿铁滑块,所述连接板固定铁滑块端部,所述压紧条固定在连接板端部。
10.其中,两组的所述半凹形框水平部分的端部面磁性配合,上方的所述两组压紧条相对侧面磁性配合,下方的所述两组压紧条相对侧面磁性配合。
11.本实用新型的有益效果是:在利用法兰和连接螺栓进行膨胀波纹管和炉烟管进行连接时,首先将膨胀波纹管端部的法兰和炉烟管端部的法兰对齐,在进行连接螺栓的安装前,先通过定位组件对对齐后的膨胀波纹管端部的法兰和炉烟管端部的法兰进行支撑,将两组半凹形框放置在法兰两侧,相互靠近拼接,两组半凹形框水平部分的端部面磁性配合,上方两组压紧条相对侧面磁性配合,下方两组压紧条相对侧面磁性配合,在铁滑块和滑槽的滑动配合下,调整上部的压紧条和下部的压紧条的位置,对法兰上部和下部进形接触固定,利用电磁铁杆的磁性对铁滑块进行固定,实现定位,避免在连接螺栓安装时,法兰之间错位,接着将连接螺栓端部磁性固定在磁性套筒内,然后将连接螺栓略微旋入法兰上,多组连接螺栓的旋入圈数相同,接着将两组半环放置在膨胀波纹管两侧,在矩块和矩槽的插接配合下进行二者的连接,通过安装螺钉进行螺纹固定,过程中利用齿条和内齿轮啮合,通过转动半环,驱动多组内齿轮同时转动,带动多组连接螺栓同步转动,实现法兰的连接,通过安装组件进行多组连接螺栓的安装时,当磁性套筒和法兰侧壁接触时,表示连接螺栓安装完成,此时连接螺栓两端超出法兰的部分长度相同,减少了连接螺栓一个一个进行安装导致膨胀波纹管端部的法兰和炉烟管端部的法兰发生扭动偏移的风险。
12.该装置中未涉及部分均与现有技术相同或可采用现有技术加以实现。
附图说明
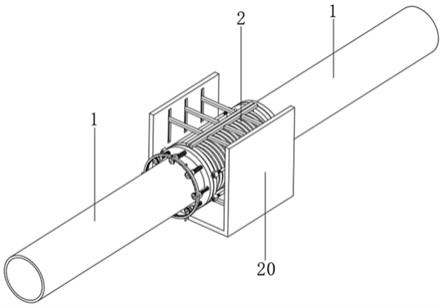
13.图1为本实用新型结构示意图;
14.图2为本实用新型炉烟管和膨胀波纹管连接结构示意图;
15.图3为本实用新型a部放大结构示意图;
16.图4为本实用新型b部放大结构示意图;
17.图5为本实用新型一组半环结构示意图;
18.图6为本实用新型另一组半环结构示意图;
19.图7为本实用新型定位组件结构示意图。
20.图中:1、炉烟管;2、膨胀波纹管;3、法兰;4、连接耳;5、贯穿螺孔;6、连接杆;7、连接螺纹;8、限位螺母;9、连接螺栓;10、半环;11、齿条;12、内齿轮;13、连杆;14、磁性套筒;15、矩槽;16、矩块;17、安装螺孔;18、安装螺钉;19、转把;20、半凹形框;21、滑槽;22、电磁铁杆;
23、铁滑块;24、连接板;25、压紧条。
具体实施方式
21.请参阅图1-图7,本实用新型提供以下技术方案:一种耐磨耐高温的高温炉烟管道膨胀吸收装置,包括炉烟管1、膨胀波纹管2和安装组件,所述炉烟管1和膨胀波纹管2端部均设置有法兰3,所述膨胀波纹管2端部的法兰3侧壁上对称固定有连接耳4,所述连接耳4中心开设有贯穿螺孔5,所述连接耳4之间安装有连接杆6,所述连接杆6侧壁两端对称开设有连接螺纹7,所述连接螺纹7上螺纹连接有限位螺母8,所述炉烟管1和膨胀波纹管2端部间的法兰3之间安装有连接螺栓9,所述安装组件包括有两组半环10、齿条11、内齿轮12、连杆13、磁性套筒14、矩槽15、矩块16、安装螺孔17和安装螺钉18,所述齿条11圆周均匀设置在半环10内壁上,所述内齿轮12通过齿条11和半环10啮合,所述连杆13固定在内齿轮12端部中心,所述磁性套筒14固定在连杆13端部,所述连接螺栓9和磁性套筒14内部磁性配合,所述矩槽15开设在半环10端部中心,所述矩块16插接在矩槽15内,所述安装螺孔17开设在矩块16上和矩槽15内壁,所述安装螺钉18螺纹连接在安装螺孔17内;在利用法兰3和连接螺栓9进行膨胀波纹管2和炉烟管1进行连接时,首先将膨胀波纹管2端部的法兰3和炉烟管1端部的法兰3对齐,将连接螺栓9端部磁性固定在磁性套筒14内,然后将连接螺栓9略微旋入法兰3上,多组连接螺栓9的旋入圈数相同,接着将两组半环10放置在膨胀波纹管2两侧,在矩块16和矩槽15的插接配合下进行二者的连接,通过安装螺钉18进行螺纹固定,过程中利用齿条11和内齿轮12啮合,通过转动半环10,驱动多组内齿轮12同时转动,带动多组连接螺栓9同步转动,实现法兰3的连接,减少了连接螺栓9一个一个进行安装导致膨胀波纹管2端部的法兰3和炉烟管1端部的法兰3发生扭动偏移的风险。
22.所述连接杆6的长度大于相对的两组连接耳4之间的最大水平距离,所述连接螺纹7的长度大于贯穿螺孔5的深度;在利用连接螺纹7和贯穿螺孔5的螺纹配合,将连接杆6安装在两组连接耳4上时,预留出足够长的部分,便于进行限位螺母8的安装,增强连接杆6安装的稳定性;
23.所述连接螺栓9的长度等于法兰3厚度的二倍,所述内齿轮12的厚度小于半环10的厚度,所述磁性套筒14内腔的深度等于连接螺栓9的长度与法兰3厚度的二倍的差值的一半;在将连接螺栓9和磁性套筒14进行磁性固定后,通过安装组件进行多组连接螺栓9的安装时,当磁性套筒14和法兰3侧壁接触时,表示连接螺栓9安装完成,此时连接螺栓9两端超出法兰3的部分长度相同;
24.所述矩块16的长度等于矩槽15深度的二倍,所述矩块16上的安装螺孔17共有两组且对称设置,一组的所述半环10侧壁上固定有一组转把19,另一组的所述半环10侧壁上固定有二组转把19,三组的转把19圆周均匀设置;利用转把19便于带动半环10转动,进行连接螺栓9的安装;
25.还包括定位组件,所述定位组件包括有两组半凹形框20、滑槽21、电磁铁杆22、铁滑块23、连接板24和压紧条25,所述滑槽21对称开设在半凹形框20竖直侧面中心上下两侧,上方的所述滑槽21和下方的滑槽21等间距设置,所述电磁铁杆22固定在滑槽21两端,所述铁滑块23滑动在滑槽21内,所述电磁铁杆22活动贯穿铁滑块23,所述连接板24固定铁滑块23端部,所述压紧条25固定在连接板24端部;在进行连接螺栓9的安装前,先通过定位组件
对对齐后的膨胀波纹管2端部的法兰3和炉烟管1端部的法兰3进行支撑,将两组半凹形框20放置在法兰3两侧,相互靠近拼接,在铁滑块23和滑槽21的滑动配合下,调整上部的压紧条25和下部的压紧条25的位置,对法兰3上部和下部进形接触固定,利用电磁铁杆22的磁性对铁滑块23进行固定,实现定位,避免在连接螺栓9安装时,法兰3之间错位;
26.两组的所述半凹形框20水平部分的端部面磁性配合,上方的所述两组压紧条25相对侧面磁性配合,下方的所述两组压紧条25相对侧面磁性配合;将两组半凹形框20进行相互靠近连接对法兰3进行支撑时,磁性配合的方式便于半凹形框20以及压紧条25的连接配合;
27.本实用新型的工作原理及使用流程:
28.使用时,在利用法兰3和连接螺栓9进行膨胀波纹管2和炉烟管1进行连接时,首先将膨胀波纹管2端部的法兰3和炉烟管1端部的法兰3对齐,在进行连接螺栓9的安装前,先通过定位组件对对齐后的膨胀波纹管2端部的法兰3和炉烟管1端部的法兰3进行支撑,将两组半凹形框20放置在法兰3两侧,相互靠近拼接,两组半凹形框20水平部分的端部面磁性配合,上方两组压紧条25相对侧面磁性配合,下方两组压紧条25相对侧面磁性配合,在铁滑块23和滑槽21的滑动配合下,调整上部的压紧条25和下部的压紧条25的位置,对法兰3上部和下部进形接触固定,利用电磁铁杆22的磁性对铁滑块23进行固定,实现定位,避免在连接螺栓9安装时,法兰3之间错位,接着将连接螺栓9端部磁性固定在磁性套筒14内,然后将连接螺栓9略微旋入法兰3上,多组连接螺栓9的旋入圈数相同,接着将两组半环10放置在膨胀波纹管2两侧,在矩块16和矩槽15的插接配合下进行二者的连接,通过安装螺钉18进行螺纹固定,过程中利用齿条11和内齿轮12啮合,通过转动半环10,驱动多组内齿轮12同时转动,带动多组连接螺栓9同步转动,实现法兰3的连接,通过安装组件进行多组连接螺栓9的安装时,当磁性套筒14和法兰3侧壁接触时,表示连接螺栓9安装完成,此时连接螺栓9两端超出法兰3的部分长度相同,减少了连接螺栓9一个一个进行安装导致膨胀波纹管2端部的法兰3和炉烟管1端部的法兰3发生扭动偏移的风险。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1