自润滑轴承及其制备方法与流程
1.本发明属于机械技术领域,涉及一种自润滑轴承及其制备方法。
背景技术:
2.自润滑轴承广泛应用于:轻工机械、重工机械、建筑机械、冶金机械、输送机械等,如:连铸机、轧机、注塑机、造纸机、模具导柱、船舶、机床等等。
3.高压、低压、高温、低温、有油润滑、无油润滑以及水中润滑,自润滑轴承在上述场合都能适应。自润滑轴承本体材料为高力黄铜,它比一般的铜套硬度以及耐磨性均更高。
4.现有的自润滑轴承通常为一体式结构,当在自润滑轴承外侧具有凸出的凸肩时,一体式结构导致其制备难度比较大。
5.中国专利其公开号cn203641279u提供了一种新型工程机械自润滑轴承。它解决了现有技术设计不够合理和承载能力差等技术问题。
6.上述专利包括筒状体,在筒状体侧部设有至少一个沿其长度方向设置的条形槽,在筒状体内壁设有若干圆周均匀分布且均呈l形的储油槽,在筒状体的内壁两端分别设有环形槽,所述的储油槽的两端分别与所述的环形槽连通,在条形槽的槽底两端分别设有与所述的环形槽连通的进油孔,在筒状体的一端设有环形锥面,另一端具有与筒状体连为一体式的环形凸肩,所述的筒状体和环形凸肩之间设有环形让位槽,所述的环形凸肩上设有定位结构。
7.可以看出,上述专利的自润滑轴承中凸肩与筒状体为一体式结构,它同样存在着增加了自润滑轴承的加工难度增大,成品率比较低的问题。
技术实现要素:
8.本发明的第一个目的是针对现有技术存在的上述问题,提供一种结构紧凑且装卸方便的自润滑轴承。
9.本发明的第二个目的是提供上述自润滑轴承制备方法。
10.本发明的第一个目的可通过下列技术方案来实现:
11.一种自润滑轴承,包括呈圆筒状的本体,所述本体侧部具有若干贯穿的填孔一,所述填孔一内具有固体润滑剂,其特征在于,所述本体端部具有环形凹入的连接座,还包括呈圆环状的连接盘,上述连接盘套于连接座处且两者紧配合连接,上述连接盘上沿其周向具有若干贯穿的填孔二,所述填孔二内具有固体润滑剂,上述填孔二远离本体外侧。
12.本自润滑轴承创造性的将本体与连接盘采用分体式结构,呈圆筒状的本体和呈圆环状的连接盘加工难度低。
13.连接盘套在本体的连接座后,将端盖连接在连接座上,连接盘被紧压在端盖与连接座底部之间后,能有效的使连接盘稳定连接在本体上。
14.当然,填孔一处的固体润滑剂和填孔二处的固体润滑剂能有效的提高整个轴承的润滑性能。
15.可以看出,本体、连接盘和端盖制作难度低且加工成本低。将三者连接组合后能形成结构紧凑稳定的自润滑轴承,其装卸还比较方便。
16.在上述的自润滑轴承中,还包括呈环形的端盖,上述端盖套在连接座上且两者螺纹连接,上述连接盘被紧压在端盖与连接座底部之间。
17.端盖与连接座螺纹连接后能将连接盘稳定的定位连接在连接座处。
18.在上述的自润滑轴承中,所述端盖包括环形的基体和位于基体内侧环形凸出的挡沿,上述基体套在连接座上且两者螺纹连接,上述挡沿抵靠在本体端部。
19.这样的结构能将连接座端部处罩住,避免其受到外力作用后损坏。
20.在上述的自润滑轴承中,所述挡沿与本体内侧平齐。
21.在上述的自润滑轴承中,所述基体外侧与本体外侧平齐。
22.这样的结构能有效提高整个自润滑轴承的结构紧凑性。
23.在上述的自润滑轴承中,所述连接盘内侧具有平滑过渡的导入部,上述导入部被罩在连接座的底部内。
24.导入部的设置能使连接盘顺畅的套入连接座内。
25.在上述的自润滑轴承中,所述导入部为连接盘内侧的倒角。
26.在上述的自润滑轴承中,倒角由连接盘端部延伸至其中部处。
27.连接盘具有导入部的一侧套入连接座过程中,由于导入部是由其端部延伸至中部的倒角,因此连接盘不仅能顺畅套入连接座内,而且连接盘连接到位后,导入部被罩住,不仅避免导入部暴露在外,而且还提高了结构紧凑性。
28.在上述的自润滑轴承中,所述固体润滑剂为石墨柱。
29.石墨柱能有效提高整个自润滑轴承的润滑性能,能其在高压、低压、高温、低温、有油润滑、无油润滑以及水中润滑作业环境中起到良好的润滑作用。
30.本发明的第二个目的可通过下列技术方案来实现:
31.一种自润滑轴承的制备方法,其特征在于,该制备方法包括以下步骤:
32.a、制备本体:采用机加工制备圆筒状的本体毛坯,在本体毛坯的侧部处开设若干贯穿的填孔一,将固体润滑剂紧配合连接在填孔一内得到本体;
33.b、制备连接盘、端盖:采用机加工制备圆环状的连接盘毛坯,在连接盘毛坯上开设若干贯穿的填孔二,将固定润滑剂紧配合连接在填孔二内得到连接盘;
34.通过机加工在连接盘内侧开设由其端部延伸至中部处的导入部;
35.采用机加工制备端盖;
36.c、预连接:将连接盘上具有导入部的一侧套入连接座处,在导入部的作用下连接盘顺畅嵌入连接座处且两者紧密连接,连接盘抵靠在连接座底部后导入部被罩住;
37.d、紧配合连接:将端盖套在连接座上且两者螺纹连接,上述连接盘被紧压在连接座底部与端盖之间。
38.本体、连接盘和端盖制备好以后,通过预连接能使连接盘与本体初步连接,在端盖的作用下能使连接盘被稳定的定位在连接座底部与端盖之间,也就是说,使连接盘与本体连接到位。
39.由于连接盘上具有导入部,在导入部的作用下能使连接盘方便顺畅的套入本体的连接座处,整个装配过程不仅快速方便,而且连接精度比较高。
40.与现有技术相比,本自润滑轴承由于连接盘能顺畅方便的套入本体,因此,其装卸方便。同时,在端盖作用下不仅能将连接盘稳定的定位连接在本体上,而且,端盖与本体外侧平齐,其结构还比较紧凑。
41.另外,本自润滑轴承的制备方法由于本体、连接盘和端盖预先制备,三者能快速装配,因此,自润滑轴承的加工难度低且制作效率还比较高,具有很高的实用价值。
附图说明
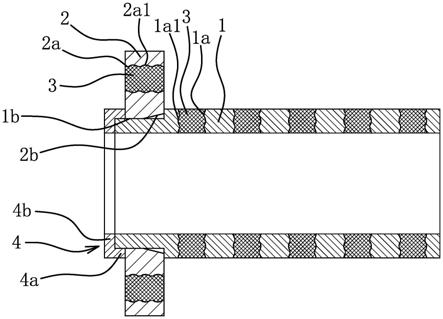
42.图1是本自润滑轴承的剖视结构示意图。
43.图中,1、本体;1a、填孔一;1a1、环槽一;1b、连接座;2、连接盘;2a、填孔二;2a1、环槽二;2b、导入部;3、固体润滑剂;4、端盖;4a、基体;4b、挡沿。
具体实施方式
44.下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
45.需要说明的是,当组件被称为“装设于”另一个组件,它可以直接装设在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。当一个组件被认为是“固定于”另一个组件,它可以是直接固定在另一个组件上或者可能同时存在居中组件。
46.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。本文所使用的术语“或/及”包括一个或多个相关的所列项目的任意的和所有的组合。
47.如图1所示,本自润滑轴承包括呈圆筒状的本体1,所述本体1侧部具有若干贯穿的填孔一1a,所述填孔一1a内具有固体润滑剂3,所述本体1端部具有环形凹入的连接座1b,还包括呈圆环状的连接盘2,上述连接盘2套于连接座1b处且两者紧配合连接,上述连接盘2上沿其周向具有若干贯穿的填孔二2a,所述填孔二2a内具有固体润滑剂3,上述填孔二2a远离本体1外侧。
48.还包括呈环形的端盖4,上述端盖4套在连接座1b上且两者螺纹连接,上述连接盘2被紧压在端盖4与连接座1b底部之间。
49.所述端盖4包括环形的基体4a和位于基体4a内侧环形凸出的挡沿4b,上述基体4a套在连接座1b上且两者螺纹连接,上述挡沿4b抵靠在本体1端部。
50.所述挡沿4b与本体1内侧平齐。
51.所述基体4a外侧与本体1外侧平齐。
52.所述连接盘2内侧具有平滑过渡的导入部2b,上述导入部2b被罩在连接座1b的底部内。
53.所述导入部2b为连接盘2内侧的倒角。
54.倒角由连接盘2端部延伸至其中部处。
55.所述固体润滑剂3为石墨柱。
56.填孔一1a内侧具有环形凹入的环槽一1a1,所述环槽一1a1内壁处固连有颗粒状的黄铜颗粒,上述黄铜颗粒嵌于石墨柱外侧。环槽一1a1和位于其内的黄铜颗粒形成一连接单元一,所述连接单元一的数量为若干个,若干连接单元一沿填孔一1a的深度方向均布设置。
57.填孔二2a内侧具有环形凹入的环槽二2a1,所述环槽二2a1内壁处固连有颗粒状的黄铜颗粒,上述黄铜颗粒嵌入石墨柱外侧。环槽二2a1和位于其内的黄铜颗粒形成一连接单元二,所述连接单元二的数量为若干个,若干连接单元二沿填孔二2a的深度方向均布设置。
58.可以看出,连接单元一的设置能使固体润滑剂稳定的连接在填孔一内。连接单元二的设置能使固体润滑剂稳定的连接在填孔二内。
59.具体而言,环槽一处的若干黄铜颗粒嵌入固体润滑剂侧部后,能提高固体润滑剂与填孔一之间的连接稳定性,避免固体润滑剂由填孔一处脱落。
60.同理,环槽二处的若干黄铜颗粒嵌入固体润滑剂侧部后,能提高固体润滑剂与填孔二之间的连接稳定性,避免固体润滑剂由填孔二处脱落。
61.本自润滑轴承的制备方法包括以下步骤:
62.a、制备本体:采用机加工制备圆筒状的本体毛坯,在本体毛坯的侧部处开设若干贯穿的填孔一,将固体润滑剂紧配合连接在填孔一内得到本体;
63.b、制备连接盘、端盖:采用机加工制备圆环状的连接盘毛坯,在连接盘毛坯上开设若干贯穿的填孔二,将固定润滑剂紧配合连接在填孔二内得到连接盘;
64.通过机加工在连接盘内侧开设由其端部延伸至中部处的导入部;
65.采用机加工制备端盖;
66.c、预连接:将连接盘上具有导入部的一侧套入连接座处,在导入部的作用下连接盘顺畅嵌入连接座处且两者紧密连接,连接盘抵靠在连接座底部后导入部被罩住;
67.d、紧配合连接:将端盖套在连接座上且两者螺纹连接,上述连接盘被紧压在连接座底部与端盖之间。
68.本自润滑轴承创造性的将本体与连接盘采用分体式结构,呈圆筒状的本体和呈圆环状的连接盘加工难度低。
69.连接盘套在本体的连接座后,将端盖连接在连接座上,连接盘被紧压在端盖与连接座底部之间后,能有效的使连接盘稳定连接在本体上。
70.当然,填孔一处的固体润滑剂和填孔二处的固体润滑剂能有效的提高整个轴承的润滑性能。
71.可以看出,本体、连接盘和端盖制作难度低且加工成本低。将三者连接组合后能形成结构紧凑稳定的自润滑轴承,其装卸还比较方便。
72.也就是说,本体、连接盘和端盖制备好以后,通过预连接能使连接盘与本体初步连接,在端盖的作用下能使连接盘被稳定的定位在连接座底部与端盖之间,也就是说,使连接盘与本体连接到位。
73.由于连接盘上具有导入部,在导入部的作用下能使连接盘方便顺畅的套入本体的连接座处,整个装配过程不仅快速方便,而且连接精度比较高。
74.以上所述实施方式的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施方式中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合
不存在矛盾,都应当认为是本说明书记载的范围。
75.本技术领域的普通技术人员应当认识到,以上的实施方式仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上实施方式所作的适当改变和变化都落在本发明要求保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1