散热效果好的液力变矩器及其加工方法与流程
1.本发明涉及液力变矩器技术领域,具体为散热效果好的液力变矩器及其加工方法。
背景技术:
2.液力变扭器亦称“液力变矩器”、“涡轮变扭器”、“动液变扭器”,液力变矩器是液力传动部件的一种,由泵轮、涡轮和导向轮组成,泵轮同主动轴相连,能把主动轴输入的机械能依靠离心力的作用转换成液体的动能和压头,供涡轮做功之用,涡轮和从动轴相连,能把液体的动能和压头所含的能量由从动轴输出。
3.现有的液力变扭器存在散热效果较差的问题,导致液力变扭器内部的液体温度会持续在高温状态,从而容易造成液体蒸发成气体,进而对液力变扭器外壳进行挤压,导致液力变扭器寿命降低,鉴于此,本技术提出了散热效果好的液力变矩器及其加工方法。
技术实现要素:
4.针对现有技术的不足,本发明提供了散热效果好的液力变矩器及其加工方法,具备散热效果好等优点,解决了现有的液力变扭器存在散热效果较差的问题,导致液力变扭器内部的液体温度会持续在高温状态,从而容易造成液体蒸发成气体,进而对液力变扭器外壳进行挤压,导致液力变扭器寿命降低的问题。
5.为实现上述散热效果好的目的,本发明提供如下技术方案:散热效果好的液力变矩器,包括罩轮毂和设置在罩轮毂内部的涡轮轴,所述罩轮毂的边侧固定安装有罩轮壳,所述涡轮轴的表面且位于罩轮毂的内部活动安装有涡轮毂,所述涡轮毂的边侧设置有涡轮组件,所述罩轮壳另一侧设有泵轮组件,所述泵轮组件的内侧设有泵轮毂,所述涡轮组件包括活动安装在涡轮毂边侧的的涡轮壳,所述涡轮壳的内壁固定安装有涡轮叶片,所述涡轮叶片的另一侧固定安装有涡轮芯圈,所述泵轮组件包括活动安装在罩轮壳表面的泵轮壳,所述泵轮壳的内壁固定安装有泵轮叶片,所述泵轮叶片的内侧固定安装有泵轮芯圈。
6.进一步,所述罩轮毂的左侧通过螺杆和垫片螺纹安装有弹性板,弹性板为圆环板,弹性板的左侧固定安装有对接环,对接环的内壁开设有内螺纹。
7.进一步,所述涡轮轴的左端转动安装有轴用挡圈,涡轮轴的表面固定安装有球轴承,球轴承的外环贴在罩轮毂的内壁,涡轮轴通过球轴承与罩轮毂转动连接。
8.进一步,所述涡轮毂套在涡轮轴的表面,涡轮毂的左侧与球轴承的右侧相贴,涡轮毂通过连接杆与涡轮壳活动连接。
9.进一步,所述涡轮芯圈和泵轮芯圈的侧面均为圆环形,而截面均为半圆环形,涡轮芯圈和泵轮芯圈之间留有圆环腔体。
10.进一步,所述涡轮轴的表面活动安装有与涡轮毂活动连接的内密封环,内密封环的外表面活动安装有与泵轮壳活动连接的外密封环。
11.进一步,所述外密封环的右侧与泵轮毂之间通过平面轴承活动连接,泵轮毂内径
大于涡轮轴的直径。
12.本发明要解决的另一技术问题是提供一种散热效果好的液力变矩器加工方法,包括以下步骤:
13.a、在加工涡轮毂时,毛坯须用热轧棒材锻制,并将棒材两端设置.锐角倒钝;
14.b、涡轮毂的内花键公差配合等级按6hgb3478.1-83执行,同时需要在加工前进行调质处理,规格按照hbs220~260处理,随后通过高频电炉进行高频淬火处理,使涡轮毂的硬度达到hrc45-48;
15.c、在涡轮轴表面压装球轴承时,采用工装辅助压装,而压力作用点在球轴承的内圈;
16.d、在加工涡轮组件时,各叶片与芯圈用点焊固定,且每个叶片需要点焊4处,再与涡轮壳点焊定位后,外环与涡轮叶片钎焊固定,涡轮叶片沿周等距分布,每两个涡轮叶片之间的间距保证尺寸29.58+0.5mm;
17.e、涡轮叶片装配时,其外侧与涡轮外环型面准确吻合,内侧与内环型面准确吻合,不得出现大于0.2的间隙;
18.f、以花键孔轴线为基准,检查动平衡,不平衡量不大于30g/cm,焊接时,以焊平衡块进行修正,以保证焊接稳固;
19.g、加工泵轮组件时,先将泵轮叶片与泵轮芯圈点焊固定,随后再与泵轮壳点焊固定;
20.h、泵轮叶片沿圆周等距分布,每两个泵轮叶片之间的夹角为17.149度,泵轮叶片装配时,泵轮叶片外侧与泵轮壳的外环型面准确吻合,内侧与内环型面准确吻合,不得出现大于0.2的间隙;
21.i、所有零部件全部经历去毛刺和飞边处理。
22.与现有技术相比,本发明提供了散热效果好的液力变矩器及其加工方法,具备以下有益效果:
23.该散热效果好的液力变矩器及其加工方法,通过在涡轮组件和泵轮组件之间留出一个环形腔体,当本设备在高速运转时,涡轮组件和泵轮组件内部的液体温度就会向内传导,进而进入到环形腔体中,即可快速的将液体的温度传导出去,实现快速降温的目的,从而有效的降低了液体会蒸发成气体,导致对壳体进行挤压的风险,有效的提升了设备的使用寿命。
附图说明
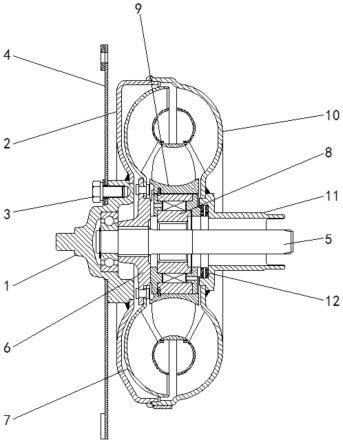
24.图1为本发明剖视图;
25.图2为本发明工涡轮组件剖视;
26.图3为本发明泵轮组件剖视图;
27.图4为本发明泵轮组件侧剖局部图。
28.图中:1罩轮毂、2罩轮壳、3螺杆、4弹性板、5涡轮轴、6涡轮毂、7涡轮组件、71涡轮壳、72涡轮叶片、73涡轮芯圈、8内密封环、9外密封环、10泵轮组件、101泵轮壳、102泵轮芯圈、103泵轮叶片、11泵轮毂、12平面轴承。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.请参阅图1-4,散热效果好的液力变矩器,包括罩轮毂1和转动安装在罩轮毂1内部的涡轮轴5,在罩轮毂1的左侧通过螺杆4和垫片螺纹安装有弹性板4。
31.其中,弹性板4采用耐高温塑胶弹片,可有效地缓解设备在运行时的震动,弹性板4为圆环板,而弹性板4的左侧固定安装有对接环,对接环的内壁开设有内螺纹,用于对接设备外壳。
32.其次,涡轮轴5的左端转动安装有轴用挡圈,涡轮轴5的表面固定安装有球轴承,球轴承的外环贴在罩轮毂1的内壁,利用球轴承将涡轮轴5稳定的设置在罩轮毂1的内部。
33.在罩轮毂1的边侧固定安装有罩轮壳2,涡轮轴5的表面且位于罩轮毂1的内部转动安装有涡轮毂6,涡轮毂6的边侧设置有涡轮组件7,罩轮壳2另一侧设有泵轮组件10,泵轮组件10的内侧设有泵轮毂11。
34.涡轮组件7包括活动安装在涡轮毂6边侧的的涡轮壳71,涡轮壳71的内壁固定安装有涡轮叶片72,涡轮叶片72的另一侧固定安装有涡轮芯圈73。
35.泵轮组件10包括活动安装在罩轮壳2表面的泵轮壳101,泵轮壳101的内壁固定安装有泵轮叶片102,泵轮叶片102的内侧固定安装有泵轮芯圈103。
36.其中,涡轮毂6套在涡轮轴5的表面,而涡轮毂6的左侧与球轴承的右侧相贴,利用罩轮毂1和涡轮毂6即可将球轴承卡住,从而防止球轴承跑偏,涡轮毂6通过连接杆与涡轮壳71活动连接。
37.其次,涡轮芯圈73和泵轮芯圈103的侧面均为圆环形,而截面均为半圆环形,涡轮芯圈73和泵轮芯圈103之间留有圆环腔体。
38.并且,涡轮芯圈73和泵轮芯圈103均采用铜压铸而成,以此来提升导热性,从而增强散热的速度。
39.在涡轮轴5的表面活动安装有与涡轮毂6活动连接的内密封环8,内密封环8的外表面活动安装有与泵轮壳101活动连接的外密封环9。
40.另外,外密封环9的右侧与泵轮毂11之间通过平面轴承12活动连接,泵轮毂11内径大于涡轮轴5的直径,可让涡轮轴5能在一定幅度内轴向跳动。
41.本发明要解决的另一技术问题是提供一种散热效果好的液力变矩器加工方法,包括以下步骤:
42.a、在加工涡轮毂6时,毛坯须用热轧棒材锻制,并将棒材两端设置.锐角倒钝;
43.b、涡轮毂6的内花键公差配合等级按6hgb3478.1-83执行,同时需要在加工前进行调质处理,规格按照hbs220~260处理,随后通过高频电炉进行高频淬火处理,使涡轮毂6的硬度达到hrc45-48;
44.c、在涡轮轴5表面压装球轴承时,采用工装辅助压装,而压力作用点在球轴承的内圈;
45.d、在加工涡轮组件7时,各叶片与芯圈用点焊固定,且每个叶片需要点焊4处,再与
涡轮壳点焊定位后,外环与涡轮叶片72钎焊固定,涡轮叶片72沿周等距分布,每两个涡轮叶片72之间的间距保证尺寸29.58+0.5mm;
46.e、涡轮叶片72装配时,其外侧与涡轮外环型面准确吻合,内侧与内环型面准确吻合,不得出现大于0.2的间隙;
47.f、以花键孔轴线为基准,检查动平衡,不平衡量不大于30g/cm,焊接时,以焊平衡块进行修正,以保证焊接稳固;
48.g、加工泵轮组件10时,先将泵轮叶片102与泵轮芯圈103点焊固定,随后再与泵轮壳101点焊固定;
49.h、泵轮叶片102沿圆周等距分布,每两个泵轮叶片102之间的夹角为17.149度,泵轮叶片102装配时,泵轮叶片102外侧与泵轮壳101的外环型面准确吻合,内侧与内环型面准确吻合,不得出现大于0.2的间隙;
50.i、所有零部件全部经历去毛刺和飞边处理。
51.本实施例在使用时,该散热效果好的液力变矩器及其加工方法,通过在涡轮组件7和泵轮组件10之间留出一个环形腔体,当本设备在高速运转时,涡轮组件7和泵轮组件10内部的液体温度就会向内传导,进而进入到环形腔体中,即可快速的将液体的温度传导出去,实现快速降温的目的,从而有效的降低了液体会蒸发成气体,导致对壳体进行挤压的风险,有效的提升了设备的使用寿命。
52.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
53.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1