一种高压储能罐中的限位保护结构的制作方法
1.本实用新型涉及气囊内涨结构技术领域,更具体的是涉及一种高压储能罐中的限位保护结构技术领域,用于气囊在罐体内充气且罐体内整体密封。
背景技术:
2.目前罐体式储能罐设备是市场上应用最广泛,也是产生比较早的产品,在工厂或生产园区得到了广泛的应用,以前罐体的体积较小而导致蓄能能力有限,当用户用气量较大或者用气高峰持续时间较长时,罐体存蓄气体不能满足需求,此情况下就需要调蓄容积更大的设备来满足此类用户的需求。
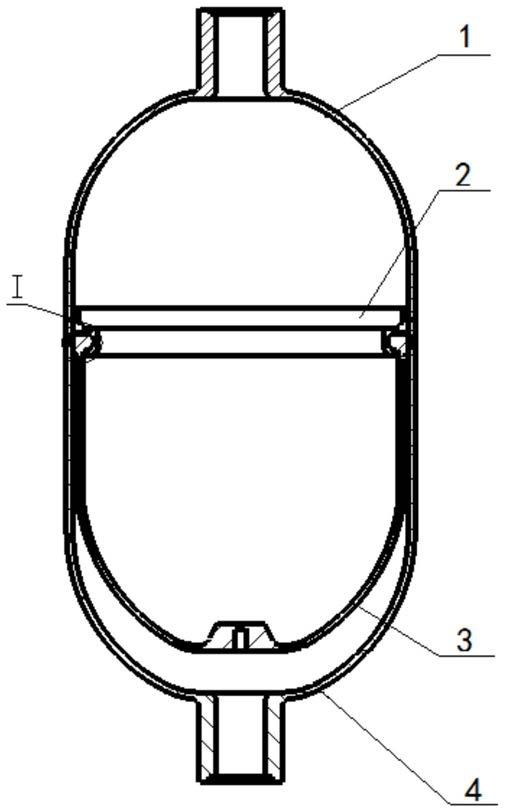
3.高压储能罐是液压气动系统中的一种能量储蓄装置,如图1所示,产品在工作过程中需保证整个系统在工作状态下气密性良好、容积大、性能稳定,但是罐体分成上、下两部分,安装时需满足气囊在罐体中的相对位置(装配时能准确对上、下罐体以及气囊限位),由于整个罐体是由上、下罐体焊接而成,在保证罐体的气密性的同时还需保证焊接过程中不烧伤气囊。
技术实现要素:
4.本实用新型的目的在于:为了解决现有高压储能罐装配时不能准确对上、下罐体和气囊限位以及上、下罐体焊接过程中烧伤气囊的问题,本实用新型提供一种高压储能罐中的限位保护结构。
5.本实用新型为了实现上述目的具体采用以下技术方案:
6.一种高压储能罐中的限位保护结构,包括上罐体和下罐体,所述上罐体和下罐体焊接形成,下罐体内装有气囊,所述气囊的上端卡接在上罐体和下罐体之间的位置,上罐体和下罐体之间的位置具有气囊卡环,气囊通过所述气囊卡环卡结。
7.进一步说明,所述气囊的上端具有卡扣,所述气囊卡环具有卡环口,所述卡扣装配在所述卡环口中。
8.进一步说明,所述气囊卡环从上往下依次具有上端面、凸条、台阶以及卡环口壁,所述卡扣通过凸条、台阶以及卡环口壁形成所述卡环口。
9.进一步说明,所述气囊卡环具有上端面,所述上罐体和下罐体之间焊接形成的焊缝高于所述上端面。
10.进一步说明,所述气囊卡环具有凸条,所述上罐体和下罐体之间焊接形成的焊缝至少高于所述凸条具有的下端面,上罐体和下罐体的内壁贴合于凸条。
11.进一步说明,所述气囊的上端具有卡扣,所述卡扣为橡胶材料,所述气囊卡环为铝合金材料。
12.本实用新型的有益效果如下:
13.1、本实用新型所述上罐体和下罐体焊接形成,下罐体内装有气囊,所述气囊的上端卡接在上罐体和下罐体之间的位置,上罐体和下罐体之间的位置具有气囊卡环使上罐体
和下罐体焊接时气囊卡环对二者焊接定位限制以及气囊在罐体中的位置限制,气囊通过所述气囊卡环卡结,上、下罐体焊接过程中不烧伤气囊。
14.2、本实用新型所述气囊的上端具有卡扣,所述气囊卡环具有卡环口,所述卡扣装配在所述卡环口中,卡扣不易脱离卡环口。
15.3、本实用新型进一步细化所述气囊卡环从上往下依次具有上端面、凸条、台阶以及卡环口壁,所述卡扣通过凸条、台阶以及卡环口壁形成所述卡环口,台阶可以限制气囊脱离卡环口。
16.4、本实用新型所述气囊卡环具有上端面,所述上罐体和下罐体之间焊接形成的焊缝高于所述上端面,保证上、下罐体焊接过程中不烧伤气囊。
17.5、本实用新型所述气囊卡环具有凸条,所述上罐体和下罐体之间焊接形成的焊缝至少高于所述凸条具有的下端面,上罐体和下罐体的内壁贴合于凸条,至少不让焊缝向下方超过凸条的下端面,保证上、下罐体焊接过程中不烧伤气囊。
18.6、本实用新型所述卡扣为橡胶材料,根据橡胶量和橡胶的弹性作用也使卡扣不会脱离卡环口,所述气囊卡环为铝合金材料,减少气囊卡环的导热性,使气囊卡环在焊接过程中不变形。
附图说明
19.图1是本实用新型的剖面结构示意图;
20.图2是本实用新型的局部剖面结构示意图;
21.图3是本实用新型的气囊卡环剖面结构示意图;
22.图4是本实用新型的气囊卡环局部剖面结构示意图。
23.附图标记:1-上罐体、2-气囊卡环、21-上端面、22-凸条、23-下端面、24-台阶、25-卡环口壁、3-气囊、31-卡扣、4-下罐体、5-卡环口。
具体实施方式
24.为使本实用新型实施例的目的、技术方案和优点更加清楚,将结合本实用新型实施例的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
25.实施例1
26.如图1到2所示,本实施例提供一种高压储能罐中的限位保护结构,包括上罐体1、气囊卡环2、气囊3和下罐体4,所述上罐体1和下罐体4焊接(常规都使用氩弧焊焊接,气密性很强)形成,下罐体4内装有气囊3,所述气囊3的上端卡接在上罐体1和下罐体4之间的位置,上罐体1和下罐体4之间的位置具有气囊卡环2,气囊3通过所述气囊卡环2卡结,所述气囊3的上端具有卡扣31,所述气囊卡环2具有卡环口5,所述卡扣31装配在所述卡环口5中,所述卡扣31为橡胶材料(可为氟硅胶),所述气囊卡环2为铝合金材料。
27.如图3-4所示,所述气囊卡环2从上往下依次具有上端面21、凸条22、台阶24以及卡环口壁25,所述卡扣31通过凸条22、台阶24以及卡环口壁25形成所述卡环口5,台阶24可以限制气囊3脱离卡环口5。
28.所述气囊卡环2具有上端面21,所述上罐体1和下罐体4之间焊接形成的焊缝高于所述上端面21;所述气囊卡环2具有凸条22,所述上罐体1和下罐体4之间焊接形成的焊缝至
少高于所述凸条22具有的下端面23,上罐体1和下罐体4的内壁贴合(可点焊焊接)于凸条22,上罐体1和下罐体4的内壁贴合于凸条22,至少不让焊缝向下方超过凸条22的下端面,保证上、下罐体焊接过程中不烧伤气囊3。
29.实施例2
30.上述实施例中,主要是起作用的是气囊卡环2,气囊卡环2由铝合金机加而成,结构简单,装配时,先组装气囊3与气囊卡环2。随后将气囊卡环2与气囊3的组件装入也可点焊气囊卡环2的凸条22在下罐体4的内壁上,由于卡环口5处有凸条22,上罐体1顺着凸条22的壁面下移到两罐体的对接处,装配时能准确对上罐体1和下罐体4对接位置以及气囊2在罐体中的位置限位,满足气囊3在罐体中的位置要求,并且气囊3的外部即卡扣31由气囊卡环2包裹,焊接时也不会烧伤气囊3。根据罐体内腔尺寸及气囊尺寸,考虑橡胶压量,合理设计卡环外径及圆弧尺寸,既能保证气囊能装入罐体中,且满足位置要求,还能使整个系统在工作中气密性良好。
31.实施例3
32.氟硅胶在300℃下短期耐温工作,在200-250℃的温度下长期工作,所述气囊卡环2为铝合金材料,铝合金可以为al2cu4mg5si4,主要用作在150~300℃工作的零件,纯铝的导热性强容易变形,因此气囊卡环2使用铝合金材料,导热性差一些,可减少高温对气囊3的烧损和气囊卡环2的变形。
33.焊缝高于所述上端面21,由于氩弧焊焊接的焊缝离气囊卡环2有一段距离,而且这之间温度降低,焊后的焊缝区域温度高而其它地方温度降低,因此不会对气囊3烧损,能保证罐体内部的气密性和气囊卡环2在罐体内部的位置限定,但是凸条22不能对上罐体1下移导向。
34.焊缝至少高于所述凸条22具有的下端面23,焊后的焊缝温度高,罐体内壁区域温度小于外壁区域温度,若凸条22与罐体内壁有0.2mm范围内的间隙(此间凸条22与下罐体4点焊连接),则焊缝温度不会传到凸条22,不会烧损气囊3,能够保证上罐体1和下罐体4对接位置以及气囊2在罐体中的位置限位。
35.显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本实用新型实施例的组件可以以各种不同的配置来布置和设计。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1