用于显示工件表面的OCT扫描区域和/或用于测量表面特征的方法以及相关联的OCT系统与流程
用于显示工件表面的oct扫描区域和/或用于测量表面特征的方法以及相关联的oct系统
技术领域
1.本发明涉及一种用于显示工件表面的光学扫描区域和/或用于测量表面特征的方法,以及一种适用于执行此方法的oct系统。
背景技术:
2.在现有技术中已知使用光学相干断层扫描(oct:optical cohenrence tomography)的成像方法。可以借助于oct、尤其使用小场扫描仪来记录工件的三维图像。这种被称为oct扫描的图像记录以各种几何形状、尤其沿工件的表面以线(线扫描)进行。为了生成这样具有有意义的分辨率和视场的形廓图像,必须以数百毫秒的高时间花费执行相对大量的oct扫描。必须在大的区域上安排线扫描。此外,在扫描过程开始时,用于执行oct扫描的光学相干断层扫描仪在工件表面的平面中相对于工件的正确定位通常是未知的。确定定位同样需要在大的时间花费的情况下的大量oct扫描。通过oct扫描生成的形廓图像通常很难对应到工件的区域。
3.本技术人发表的文章“controlling laser processing via optical coherence tomography[通过光学相干断层扫描控制激光加工]”,作者f.dorsch、w.dubitzky、j.-p.hermani、a.hromadka、t.hesse、t.notheis和m.stambke,proc.spie 10911,高功率激光材料加工:应用、诊断和系统viii,109110g(2019年2月27日),基于以低相干的干涉测量的3d成像技术的形式说明了oct扫描。与加工激光束同轴,将oct测量束耦合到加工光学单元中并提供待检查表面的高度信息。如果oct测量束借助于固定在加工光学单元上的小场扫描仪偏转,则可以获得附加信息。文章还说明了用于oct过程控制的各种应用,例如在焊接过程期间观察焊接深度、远程激光焊接过程中的高精度焊缝引导和实时过程可视化,以及在三个维度上定位接触针(hairpins,簪针),使得相应地定位加工激光束。
技术实现要素:
[0004]
本发明的任务是提供一种用于显示工件表面的oct扫描区域和/或用于测量表面特征的方法,该方法能够以较少数量的oct扫描、较少的时间花费和更快地确定oct扫描的定位来执行。此外,本发明的任务是提供一种适合于执行该方法的oct系统。
[0005]
根据本发明,这个任务通过一种用于显示工件表面的光学扫描区域的方法来实现,该方法具有以下方法步骤:
[0006]-记录工件表面的图像,
[0007]-通过借助于光学相干断层扫描仪对工件表面进行光学扫描,记录工件表面的高度形廓,以及
[0008]-共同地、尤其以叠加的方式显示工件表面的记录的图像和记录的高度形廓。
[0009]
在尤其通过在光学范围内工作的相机所记录的二维图像上,能够通过常规的图像处理程序测量工件表面的特征。除了对工件表面的区域进行oct扫描之外,还执行入射光图
像处理。工件表面的oct扫描与所选择的图像区段一起显示,尤其以彼此叠加的方式显示。通过将记录的图像与oct扫描叠加生成的三维形廓图像能够比较简单地解释。通过oct扫描尤其能够求取工件表面的特征在高度方向上(从工件表面测量)的位置和/或取向。将高度形廓直接插入记录的图像中实现了更好地了解工件的表面结构。oct使用与为光学范围设计的相机不同的波长,这能够分配从图像记录和从oct扫描中获得的信息。通过根据本发明的oct扫描方法,尤其能够在激光焊接过程中在工件的表面精确定位针电极对并确定其高度和距离。
[0010]
特别优选地,在工件表面的显示的图像内选择图像区段,随后将被光学相干断层扫描仪扫描的工件表面的区域限制到所述图像区段上。在oct扫描之前进行工件表面的区域的入射光图像处理。根据图像记录,用户能够决定是否应该对工件表面的特征进行oct扫描。因此能够减少所需的oct扫描次数。通过用于图像处理的程序能够求取用于oct扫描的偏移点并确定扫描区域。在oct扫描之前能够执行光学相干断层扫描仪相对于工件的精确定位,所述定位尤其通过用于图像处理的程序计算。还能够设想将oct束定位在相机的视场之外,但仍然要从相机图像中求取其位置。
[0011]
优选地,直接在所显示的图像上以图形方式、尤其借助于鼠标或借助于捏拉缩放功能选择图像区段。图形支持能够快速准确地指示要进行oct高度测量的区域。
[0012]
更优选地,相对于光学相干断层扫描仪的测量臂同轴地记录图像。这种措施使得来自图像记录和来自oct扫描的数据能够相对简单地组合。
[0013]
另一方面,本发明还涉及一种用于测量工件表面的表面特征的方法,具有以下方法步骤:
[0014]-记录工件表面的图像,
[0015]-根据所记录的图像确定待测量的至少一个表面特征,以及
[0016]-借助于光学相干断层扫描仪在所确定的至少一个表面特征的位置处光学地扫描工件表面来记录工件表面的高度形廓,以便测量所确定的至少一个表面特征。
[0017]
根据本发明,根据工件表面的图像确定待测量的一个或多个表面特征,并且随后在确定的表面特征的位置处执行oct扫描,从而因此根据高度地测量表面特征。在此,待测量的至少一个表面特征能由图像处理装置根据记录的图像以自动方式确定,或者如上所述根据所显示的图像手动确定。
[0018]
在另一方面,本发明还涉及一种oct系统,其具有:用于通过光学地扫描工件表面来记录工件表面的高度形廓的光学相干断层扫描仪;用于记录工件表面的图像的相机;以及用于共同地、尤其以叠加的方式显示工件表面的所记录的图像和所记录的高度形廓的显示器和/或用于根据所记录的图像确定待测量的至少一个表面特征的图像处理装置。oct系统优选地装配在激光加工光学单元上、尤其加工激光束的激光扫描仪上。
[0019]
优选地,成像系统包括用于在所显示图像内选择图像区段的选择装置和控制器,该控制器将工件表面的被光学相干断层扫描仪扫描的区域限制到所选则的图像区段上。
[0020]
相机安装在加工光学单元的光束路径中,并且根据其相机图像,能够通过图像处理确定偏移点和用于oct扫描的区域。用户在此能够在显示的相机图像中以图形方式精确地确定该用户感兴趣的区域以用于oct高度测量。借助这种成像系统能够减少建立工件表面的三维形廓图像所需的oct扫描次数。特别地,相机相对于光学相干断层扫描仪的测量臂
同轴地朝向工件表面定向。
[0021]
优选地,选择装置具有用于以图形方式在所显示图像内选择图像区段的输入器件,这使得能够快速且精确地输入图像区段。作为输入器件,选择装置能够具有鼠标或者优选地显示器的触敏触摸屏,在该触摸屏上选择期望的图像区段。为了精确地输入位置,鼠标/触摸输入也能够通过具有/不具有增量的数字面板(zahlenfeld)精确化。
附图说明
[0022]
本发明主题的其他优点和有利构型能够从说明书、附图和权利要求中得出。同样,以上提及的特征和仍将进一步解释的那些特征能够在各情况下本身使用、或者以任何期望的组合作为多个使用。所示出和说明的实施例不应被理解为穷举,而是具有用于概述本发明的示例性特性。
[0023]
其示出了:
[0024]
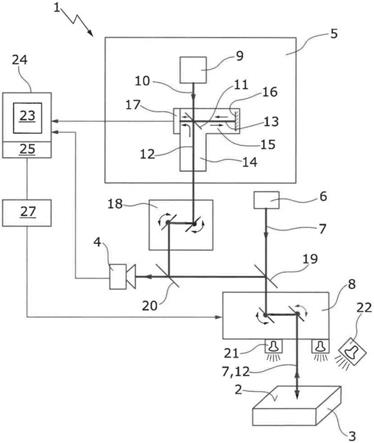
图1根据本发明的oct系统的示意图;
[0025]
图2具有选择的图像区段的oct系统的显示器的示意图;以及
[0026]
图3和图4根据本发明的oct系统的两个变型。
具体实施方式
[0027]
图1中示意性示出的oct系统1用于光学扫描工件3的表面2的区域并且包括用于记录工件表面2的图像的相机4以及用于光学扫描所述工件表面2的光学相干断层扫描仪5。激光源6产生加工激光束7,借助于激光扫描仪8将该加工激光束引导到工件3上,以便二维地或在激光扫描仪8具有z轴的情况下三维地将加工激光束7在工件表面2上偏转。
[0028]
光学相干断层扫描仪5以已知方式具有用于产生oct束10的oct光源(例如超辐射发光二极管)9、用于将oct束10分成测量束12和参考束13的分束器11。测量束12在测量臂14上引导并撞击到工件表面2上,在工件表面处测量束12至少部分地被反射并被引导回分束器11,该分束器在此方向上是非透射的或部分透射的。参考束13在参考臂15上被引导并在参考臂15的端部处被镜16反射。反射的参考束同样被引导回分束器11。两个反射束的叠加最终由空间分辨检测器(oct传感器)17检测,以便在考虑参考臂15的长度的情况下求取关于工件表面2的高度信息和/或加工激光束7到工件3中的当前穿入深度。此方法基于光波干涉的基本原理,并且能够检测沿测量束轴在微米范围内的高度差。与测量臂14相邻的是oct(小场)扫描仪18,以便例如二维地在工件表面2上偏转测量束12并且因此例如借助平行线扫描仪扫描工件表面2的区域。通过布置在加工激光束7的光束路径中的镜19,测量束12被耦合到激光扫描仪8中,以便将测量束12对准到工件3上。
[0029]
相机4优选地相对于测量束12或相对于未偏转的测量束12的零位置同轴定向,从而与光学相干断层扫描仪5和加工激光束7同轴地看到工件3上。来自工件表面2的光经由布置在测量束12的光束路径中的镜20馈送到相机4,所述镜在此方向上是透射的。对于工件3的入射光照射,布置了相对于光轴或零位轴同轴的环形照射装置21或相对于光轴或零位轴侧向的照射装置22,这里仅作为示例布置在激光扫描仪8处。
[0030]
由相机4利用入射光记录的相机图像23显示在呈屏幕的形式的显示器24上。通过选择装置25,如图2所示,用户能够在显示的相机图像23内以图形方式选择对于工件表面2
的高度测量而言感兴趣的图像区段26,并且对此在相机图像23中标记期望的图像区段26。选择装置25例如能够被实施为鼠标或触摸屏,以便直接在显示的图像23上以图形方式选择图像区段26,在触摸屏的情况下借助于捏拉缩放功能选择图像区段。为了获得精确输入位置,鼠标/触摸输入也能够通过具有/不具有增量(与工件3相比的x、y位置和角度)的数字面板精确化。
[0031]
所选择的图像区段26能够在显示器24上以图形方式放大、缩小或移位。控制器27在此将工件表面2的由光学相干断层扫描仪5扫描的区域限制到这个选择的图像区段26上。更精确地说,通过根据所选择的图像区段26的(入射光)图像处理,控制器27求取oct扫描仪18的偏移值,也就是说测量束12从其非偏转零位置的移位。因此,相机图像23能够更准确地定位oct扫描,其几何形状(一条线、多条线或其他几何形状)由控制器27根据所选择的图像区段26来编程。图像处理将oct扫描仪18定位成使得能够借助时间上非关键的oct扫描在高度方向(z方向)上测量工件表面2。通过将oct传感器17集成到控制器27的图像处理中能够将图像处理的优点与oct传感器17的优点相结合。
[0032]
在显示器24中,工件表面2的所选择的区域26的高度形廓28(所述高度形廓由oct传感器17获得)能够直接插入或叠加到相机图像23的所选择的图像区段26中,这改善了用户对工件表面2的光学评估。
[0033]
代替上述仅在所选择的图像区段26上的过程,替代地也能够在工件表面2的整个由相机4记录的区域中记录高度形廓28并且将该高度形廓以叠加方式显示在显示器24上。还能够设想将oct束12定位在相机4的视场之外,但仍然从相机图像23中确定其位置。
[0034]
图3所示的oct系统1与图1的不同之处仅在于这里在加工激光束7的光束路径中没有布置激光扫描仪,即加工光学单元实施为固定光学单元。
[0035]
图4所示的oct系统1与图1的不同之处仅在于这里在测量束12的光束路径中没有布置oct(小场)扫描仪,并且激光扫描仪8在工件表面2上执行测量束12的移动以建立高度形廓28。
[0036]
采用以下过程来测量工件表面2的感兴趣的表面特征:
[0037]
首先,借助相机4记录工件表面2的图像,随后根据记录的相机图像23确定待测量的一个或多个表面特征。这种确定能够由图像处理装置根据所记录的相机图像23以自动方式进行,或者如上所述根据显示的图像23手动进行。然后,通过借助于光学相干断层扫描仪5在所确定的表面特征的位置处光学地扫描工件表面2来记录工件表面2的高度形廓28,以便因此在高度方面测量所确定的表面特征。
[0038]
根据本发明的oct扫描方法的一种应用是例如在将单个零件彼此激光焊接之前对其进行3d定位。
[0039]
为了构造电动马达中的定子,已知提供由绝缘材料形成的定子笼,由导电材料(优选地铜)构成的所谓的簪针(针电极)被引入到所述定子笼中。簪针能够例如以夹子状的方式或线性地实施,并且在被引入定子笼之后彼此平行地并且大致在定子或电动马达的轴向方向上存在。围绕定子笼的周缘,将多个这种簪针引入定子笼中,所述簪针在装配或制造期间首先彼此不机械连接和电连接。在被引入定子笼之后,并且在可能的改型和/或缩短以及可能的预处理之后,例如剥离涂层之后,簪针的相应自由端在此例如通过焊接优选地成对地接合在一起以形成完整的定子绕组。通过接合,在相应的簪针对的自由端之间建立机械
连接和导电连接,使得在引入之后首先单独存在的簪针现在被连接。簪针的接合能够形成机械和电式相互连接的连续定子绕组。
[0040]
通过根据本发明的oct扫描方法,在激光焊接过程中能够精确定位待焊接的簪针对,并且能够确定簪针的高度和距离,以便相应地定向激光束。也能够预先测量其他感兴趣的几何特征(例如待焊接的簪针之间的间隙或倾斜),然后(必要时)在激光焊接过程中同时考虑这些几何特征。焊接后,能够使用成像系统用于质量保证,例如用于确定激光焊接的簪针对的焊缝。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1