一种三销轴叉内球道尺寸检测专用检具的制作方法
1.本发明涉及检测装置领域,特别是三销轴叉内球道尺寸检测专用检具
背景技术:
2.三销轴叉是万向传动轴的重要零件,其球道尺寸决定着与三销轴滚轮配合间隙,进一步决定着传动的稳定性和使用寿命,传统的检测手段多采用摇表和三坐标检测,此类检测效率比较低,重复性和再现性难以得到保障,固而设计一种三销轴叉内球道尺寸检测专用检具,从而使检测过程变得更加方便快捷、操作简单,同时保障其检测精度以及保障其重复性和再现性。
技术实现要素:
3.三销轴叉内球道尺寸检测专用检具,它由两个对称的工作部组成,每个工作部由测量部和数据显示部分组成,测量部采用传统机械机构组成,通过机构的运动变化讲测量值反应到千分表上。
4.所述的下导轨座下部开有安装键的键槽,底板同样开有安装键的键槽,下导轨座与底板通过键连接,从而保证下导轨座与底板的位置固定,限制其相对运动自由度,再通过螺钉将其紧固。
5.所述的下导轨座上部有对称的安装阶梯,用于两侧安装并限制交叉滚子导轨自由度,并开有沉头孔,交叉滚子导轨通过螺钉安装在下导轨座的安装阶梯上,此时交叉滚子导轨与下导轨座的位置固定,不存在相对滑动。
6.所述的上导轨座14整体宽度与下导轨座相同,中心位置开有通孔,上导轨座下部加工有两节凹槽,一节凹槽用于安装交叉滚子导轨,另一节用于避免上导轨座与交叉滚子导轨干涉,所述的上导轨座开有对称的沉头孔,与交叉滚子导轨28通过内六角螺钉连接。当上导轨座装配到交叉滚子导轨上时,仅存在一个方向的自由度,可沿着此方向运动。
7.所述的上导轨座开有螺纹孔,手柄连接座与上导轨座通过紧定螺钉连接锁紧。手柄连接座开有螺纹孔,手柄通过螺纹孔与手柄连接座连接。上导轨座的位置通过手柄调节。
8.所述的定位杆,所实现的功能比较关键,其既要实现工件的初定位,同时要传递测量头的位移,因此其加工精度必须要得到保障,定位杆呈现阶梯型,并在其一侧留有限制其转动的限位面,,下接触部分留有安装的沉头通孔,中部在圆面上留有安装的的沉头螺纹孔,顶部加工外螺纹。
9.所述的定位杆下端插入到上导轨座的通孔中,通过内六角螺钉与上导轨座连接,此时定位杆可跟随上导轨座运动。
10.所述的测量头为双向测量头,需采用高硬度材料加工获得,保证其外形尺寸,从而可减少材料形变带来的测量误差,测量头安装在定位杆的沉头螺纹孔中,且测量头最外侧略高于定位杆的沉头螺纹孔的外侧,当外侧的测量头在测量过程中发生位移时,定位杆产生形变,并将形变量传递到内侧的测量头上。
11.所述的定位钢球用于测量工件初定位,其外形尺寸与定位杆上端尺寸相同,定位钢球用于初定位时与三销轴叉内球道接触,定位钢球安装在定位杆端部,通过六角螺帽锁紧,此结构的作用在于当大量检测后定位钢球磨损后便于更换,从而保证测量精度。
12.所述的测量座为阶梯型,上部铣有安装防尘垫的内槽,用于隔绝灰尘、铁削等异物进入内部,减少测量误差的影响,保护内部机构不受硬物破坏;测量座中心处处留有凹槽,以及销孔,下部留有沉头孔和个通孔,各通孔相对角度为120
°
。
13.所述的测量杠杆中部留有销孔,测量杆上部留有凹槽,下部留有螺纹孔。
14.测量杠杆安装在测量座中心的凹槽内,并通过圆柱销固定;测量杠杆和测量座对应凹槽通过圆柱压缩弹簧连接,通过弹簧提供预紧力;测量杠杆接头通过内六角螺钉安装在测量杠杆底部,通过此结构测量杠杆可实现杠杆运动,可将测量头的位移传递到测量杠杆接头上。
15.所述的测量面板中间留有直径比较大的通孔,定位杆、测量杠杆等均通过此通孔,测量面板上表面留有个螺纹孔,螺纹孔相对角度为120
°
,与测量座5的3个通孔位置相对应.测量面板外侧留有沉头孔,测量座通过螺钉安装在测量面板上。
16.所述的限位块安装在上导轨座上,限位座安装在底板上,且限位块安装在两个限位座中间,三者的间隙即为其行程。
17.所述的弹簧座分别安装在两个上导轨座上,并通过圆柱销和圆柱压缩弹簧连接,通过弹簧提供预紧力。
18.所述的测量杆端部加工有内螺纹孔,表测头安装在测量杆内螺纹孔中,表测头的测头部与测量杠杆接头相接触,
19.所述的表架内部留有阶梯通孔,测量杆安装在表架的阶梯通孔小孔中,千分表安装在表架的阶梯通孔大孔中,并通过夹紧圈锁紧,千分表测量端与测量杆的尾部想接触,此时测量杠杆的位移通过测量杆传递到千分表上。
20.本发明具有以下优点:
21.1.本发明采用传统的机械结构,结构简单,机构便于加工,加工成本低廉,适合大批量生产使用。
22.2.本发明采用简便拆卸装置,易损件更换简单便捷,更换后对重复装配误差控制较好,对更换后的测量误差影响比较小。
23.3.本发明根据需求选择相适用的构件材料,减少加工误差以及装配误差,从而更好的控制测量误差。
24.4.本发明优化以往的三坐标检测方法,使检测过程变得更加方便快捷、操作简单,同时保障其检测精度以及保障其重复性和再现性。
附图说明
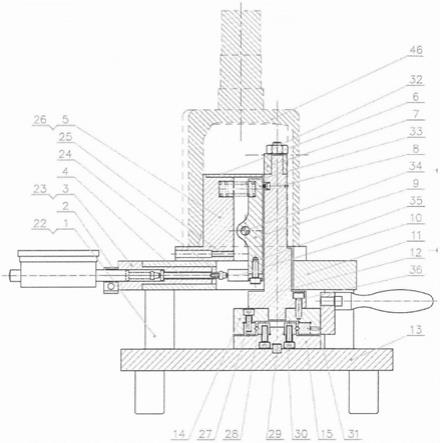
25.图1为本发明的正剖视图
26.图2为本发明的左视图
27.图3为本发明的俯视图
28.图中:1-垫柱,2-夹紧圈,3-表架,4-测量杆,5-测量座,6-防尘盖,7-定位钢球,8-测量头,9-测量杠杆,10-测量杠杆接头,11-测量面板,12-定位杆,13-底板,14-上导轨座,
15-下导轨座,16-限位座,17-限位块,18-手柄连接块,19-手柄,20-弹簧座一,21-弹簧座二,22-内六角螺钉,23-内六角螺钉,24-表测头,25-紧定螺钉,26-内六角螺钉,27-内六角螺钉,28-交叉滚子导轨,29-平键,30-内六角螺钉,31-紧定螺钉,32-六角螺帽,33-圆柱压缩弹簧,34-圆柱销,35-内六角螺钉,36-内六角螺钉,37-千分表,38-内六角螺钉,39-内六角螺钉,40-紧定螺钉,41-内六角螺钉,42-内六角螺钉,43-圆柱销,44-圆柱压缩弹簧,45-紧定螺钉,46-三销轴叉
具体实施方式
29.下面结合附图对本发明做进一步的描述,但本发明的保护范围不局限于以下所述。
30.如图1-3所示,三销轴叉内球道尺寸检测专用检具,它由两个对称的工作部组成,每个工作部由测量部和数据显示部分组成,测量部采用传统机械机构组成,通过机构的运动变化讲测量值反应到千分表上。
31.所述的下导轨座15下部开有安装键29的键槽,底板13同样开有安装键29的键槽,下导轨座15与底板13通过键29连接,从而保证下导轨座15与底板13的位置固定,限制其相对运动自由度,再通过螺钉将其紧固。下导轨座15上部有对称的安装阶梯,用于两侧安装并限制交叉滚子导轨28自由度,并开有沉头孔,交叉滚子导轨28通过螺钉安装在下导轨座15的安装阶梯上,此时交叉滚子导轨28与下导轨座15的位置固定,不存在相对滑动。
32.所述的上导轨座14整体宽度与下导轨座15相同,中心位置开有通孔,上导轨座14下部加工有两节凹槽,一节凹槽用于安装交叉滚子导轨28,另一节用于避免上导轨座14与交叉滚子导轨28干涉,所述的上导轨座14开有对称的沉头孔,与交叉滚子导轨28通过内六角螺钉连接。当上导轨座14装配到交叉滚子导轨上时,仅存在一个方向的自由度,可沿着此方向运动。上导轨座14开有螺纹孔,手柄连接座18与上导轨座14通过紧定螺钉31连接锁紧。手柄连接座18开有螺纹孔,手柄19通过螺纹孔与手柄连接座18连接。上导轨座14的位置通过手柄19调节。
33.所述的定位杆12,所实现的功能比较关键,其既要实现工件的初定位,同时要传递测量头8的位移,因此其加工精度必须要得到保障,定位杆12呈现阶梯型,并在其一侧留有限制其转动的限位面,,下接触部分留有安装的沉头通孔,中部在圆面上留有安装的的沉头螺纹孔,顶部加工外螺纹。定位杆12下端插入到上导轨座14的通孔中,通过内六角螺钉与上导轨座14连接,此时定位杆12可跟随上导轨座14运动。
34.为了保证减少测量过程中的形变带来的误差,测量头8为双向测量头,需采用高硬度材料加工获得,保证其外形尺寸,从而可减少材料形变带来的测量误差,测量头8安装在定位杆12的沉头螺纹孔中,且测量头最外侧略高于定位杆的沉头螺纹孔的外侧,当外侧的测量头在测量过程中发生位移时,定位杆12将形变量传递到内侧的测量头上。
35.为了更加快速有效的的完成测量工作,定位钢球7用于测量工件初定位,其外形尺寸与定位杆12上端尺寸相同,定位钢球7用于初定位时与三销轴叉内球道接触,定位钢球7安装在定位杆端部,通过六角螺帽32锁紧,此结构的作用在于当大量检测后定位钢球7磨损后便于更换,从而保证测量精度。
36.为保护此发明内部关键测量机构,所述的测量座5为阶梯型,上部铣有安装防尘垫
的内槽,用于隔绝灰尘、铁削等异物进入内部,减少测量误差的影响,保护内部机构不受硬物破坏;测量座5中心处处留有凹槽,以及销孔,下部留有沉头孔和个通孔,各通孔相对角度为120
°
。
37.为了更好的传递测量位移数值,所述的测量杠杆9中部留有销孔,测量杆上部留有凹槽,下部留有螺纹孔。测量杠杆9安装在测量座5中心的凹槽内,并通过圆柱销34固定;测量杠杆9和测量座5对应凹槽通过圆柱压缩弹簧33连接,通过弹簧提供预紧力;测量杠杆接头10通过内六角螺钉安装在测量杠杆9底部,通过此结构测量杠杆9可实现杠杆运动,可将测量头8的位移传递到测量杠杆接头10上。
38.为减少次发明的质量和体积,所述的测量面板11中间留有直径比较大的通孔,定位杆12、测量杠杆9等均通过此通孔,测量面板11上表面留有个螺纹孔,螺纹孔相对角度为120
°
,与测量座5的3个通孔位置相对应.测量面板11外侧留有沉头孔,测量座5通过螺钉安装在测量面板11上。
39.为保证测量工作效率,因此要限制上导轨座14的行程范围,所述的限位块17安装在上导轨座14上,限位座16安装在底板13上,且限位块17安装在两个限位座16中间,三者的间隙即为其行程。弹簧座20、21分别安装在两个上导轨座14上,并通过圆柱销43和圆柱压缩弹簧44连接,通过弹簧提供预紧力。
40.所述的测量杆4端部加工有内螺纹孔,表测头24安装在测量杆4内螺纹孔中,表测头24的测头部与测量杠杆接头10相接触,表架3内部留有阶梯通孔,测量杆4安装在表架3的阶梯通孔小孔中,千分表37安装在表架3的阶梯通孔大孔中,并通过夹紧圈2锁紧,千分表37测量端与测量杆4的尾部想接触,此时测量杠杆9的位移通过测量杆4传递到千分表上。
41.本发明的工作过程如下:按图组装完成后,单手握紧两个手柄19,此时由于手柄19通过手柄连接块18连接在上导轨座14上,导致上导轨座14产生位移,而定位杆12与上导轨座14连接,因此在握紧手柄19后两根定位杆12的相对位置减小;此时将工件46放入,松开两个手柄19,由于圆柱压缩弹簧44压缩力作用下,定位杆12上的定位钢球7与内球道接触,完成工件放置。
42.此时,测量头8的外侧头与内球道接触,测量头8产生位移,内测测量头将位移传递到测量杠杆9上,测量杠杆9带动测量杠杆接头10产生位移;测量杠杆接头10与测量杆4通过表测头24接触,测量杠杆接头10将位移传递到测量杆4上;千分表37测量头与测量杆4接触,测量杆4将位移传递给千分表37,千分表37此时显示的读数即为我们要测量的尺寸值,此时测量完成。
43.当测量完成,需要取件时,单手握住两个手柄19,定位杆12移动,定位钢球7脱离内球道,此时取出工件。
44.重复上述步骤,便可进行下一次检测。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1